

Способы приготовления и формования керамической массы
Производство любой керамики складывается из следующих технологических стадий: приготовление керамической массы, включая предварительную подготовку сырьевых материалов, формование изделий, сушку и обжиг; если изделия глазуруются и декорируются, то перед обжигом (или после первого бисквитного обжига) они покрываются глазурью, а также производится их декорирование.
Керамическая технология предъявляет жесткие требования к однородности керамической массы, ее влажности, тонкости измельчения сырьевых компонентов, к зерновому составу материалов, которые определяют интенсивность процесса спекания, плотность и пористость изделий и соответственно потребительские и эстетические свойства. Так, в технологии тонкой керамики требуется высокая степень измельчения керамической массы до остатка 1-2% на сите №006(10000 отв/см') с размерами частиц менее 60 мкм.
Способы приготовления керамической массы
Керамическая масса(шихта) представляет собой технически однородную смесь, соответствующую заданному рецепту. Она должна быть хорошо перемешана, равномерно увлажнена и обеспечивать формование из нее полуфабриката изделий, соответствующей формы.
Существуют четыре способа приготовления керамических масс:
сухой - приготовление сухих порошков; -пластический;
шликерный;
-комбинированный. Выбор способа приготовления керамической массы определяется свойствами исходного сырья, составом шихты, размерами и формой изготавливаемых изделий и требованиями к готовой продукции.
Сухой способ применяется тогда, когда глина мало пластична, трудно перерабатываема и имеет высокую чувствительность к сушке. Приготовление керамической массы осуществляется по следующей технологической схеме (рис. )
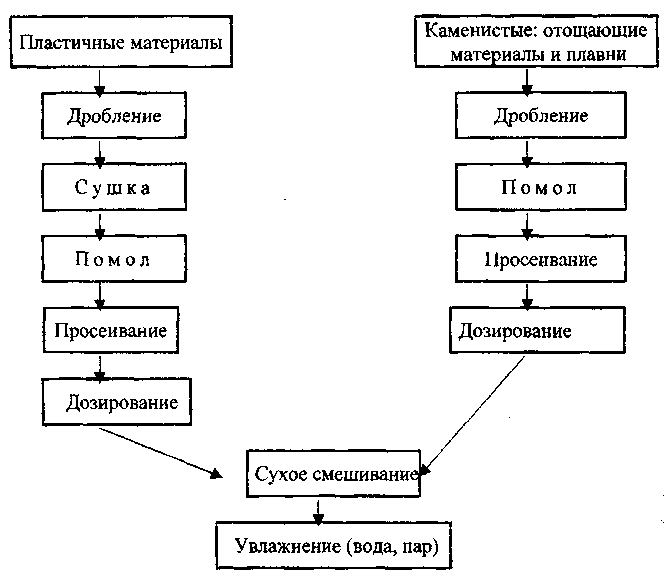
Рис. Технологическая схема приготовления массы по сухому
способу
Пластический способ. Если глина легко набухает, имеет высокие пластические свойства, хорошо перемешивается с каменистыми-отощителями и плавнями, то используют способ приготовления пластичной массы, которая может быть получена двумя способами:
из предварительно полученных сухих порошков с последующим увлажнением до 16...25% влажности;
обезвоживанием шликера с влажностью около 40% до 16...25% (комбинированный способ).
По сухому способу из сырьевых материалов, предварительно обогащенных и обработанных, как описано выше (см. рис. ), перемешиванием их и увлажнением до требуемой влажности 16...25% получают пластичную массу, которую дополнительно проминают в глиномялках до однородного теста, а также производят его вакуумирование.
При получении пластичной массы из шликера, его готовят совместным или раздельным помолом компонентов по схеме, приведенной на рис., с последующим частичным обезвоживанием шликера до влажности 16.. .25% (в среднем около 18%). Полученную пластичную массу проминают на глиномялках до однородного состояния с удалением воздуха. Вакуумирование пластичной массы позволяет улучшить ее формовочные свойства, повысить эксплуатационные характеристики изделий: плотность, механическую прочность, химическую стойкость и др.
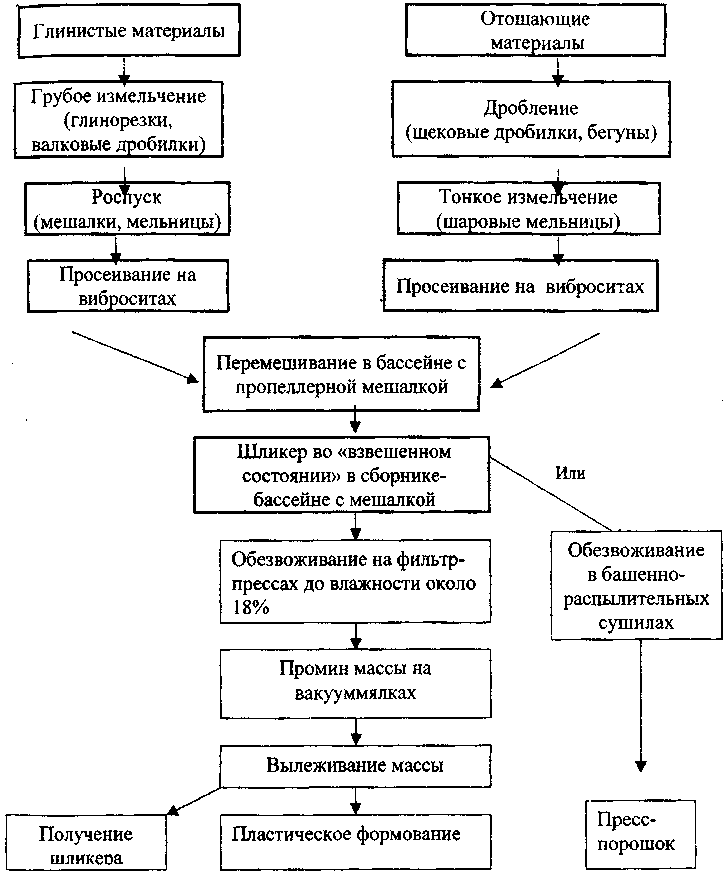
Рис.. Технологическая схема получения литейного шликера,пластичной массы или пресс-порошка
Шликерный способ. Этот способ используют для получения литейного шликера, а также как комбинированный способ приготовления пластичных керамических масс частичным обезвоживанием на пресс-фильтрах или при приготовлении пресс-порошков полным обезвоживанием до влажности 6 — 8% в башенных распылительных сушилах (БРС) с газовыми горелками.
Литейные керамические массы- шликеры при использовании исходных отощающих материалов в тонко измельченном виде приготавливают по наиболее простой и удобной схеме (рис. ).
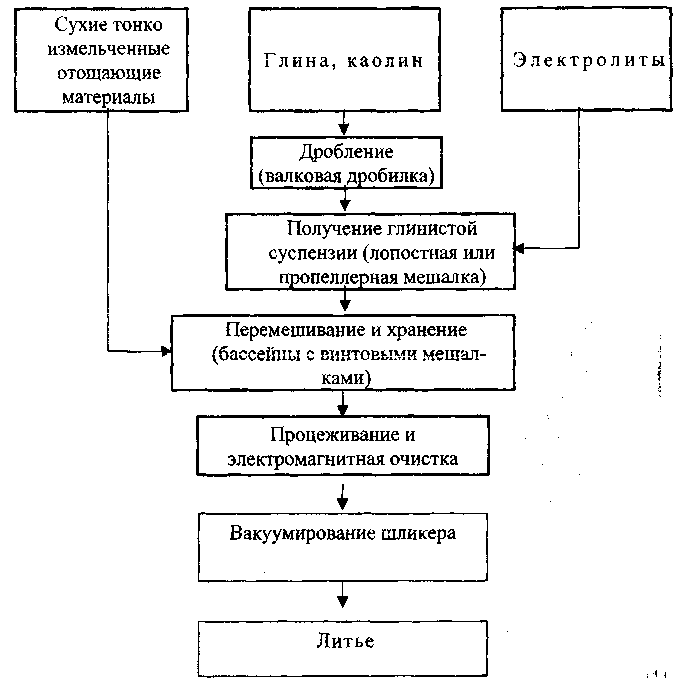
Рис. Схема получения литейного шликера совместным помолом материалов
Способы формования изделий
Способ формования изделий определяется в основном свойствами керамической массы, видом, формой и требованиями к готовым изделиям. Назначение любого способа формования - придать форму, размер, плотность
необходимую прочность полуфабрикату. Существуют три принципиально различающихся способа формования:
- полусухое прессование из сухих пресс-порошков с влажностью массы 4-11%. - пластическое формование изделий с влажностью массы 16- 25%. - литье изделий из литейных шликеров.
Полусухое прессование применяют в тех случаях, когда необходимо получать изделия с точными размерами и правильной формой. При полусухом прессовании получают сырец с низкой влажностью и высокой прочностью, что позволяет исключить операцию сушки, совместив ее с обжигом. Этот способ применяется в производстве керамического кирпича, огнеупорных изделий, облицовочной и половой плитки, декоративных изделий.
Пластический способ формования является самым древним и самым распространенным методом получения полуфабрикатов. Этот способ широко применяется в производстве различных видов керамики - фарфора, фаянса, строительной керамики, огнеупоров и электрокерамики. Основой процесса является способность глин, каолинов, бентонитов при увлажнении образовывать тестообразные массы, способные под воздействием внешних сил, изменять форму без разрыва сплошности и сохранять ее в процессе сушки и обжига. В технологии пластического формования нередко используют и без-гяинистые массы, пластифицированные различными органическими связующими.
Для пластического формования в промышленном производстве применяют машинные способы формования:
выдавливание массы через мундштук пресса;
штемпельное прессование;
раскатка в теле вращения;
формование вращающимися роликами.
Для получения декоративно-художественных изделий применяют такие способы пластического формования, как лепка, набивка, раскатка и выдавливание.
Лепку осуществляют руками, заранее приготовив пластичную массу. Формование лепкой лучше вести из единого куска массы. При соединении различных кусков возможно появление трещин из-за небольших различий влажности. Отформованная из пластичной массы заготовка обрабатывается с помощью металлического, пластмассового или деревянного инструмента-стека. На заготовке может быть выполнен рельеф, оттиснута печать, вырезан орнамент или сделаны отверстия, т.е. производятся элементы декоративной отделки. Для нормальной работы с заготовкой нужно, чтобы она набрала необходимую прочность, для чего ее подсушивают - подвяливают до кожетвердого состояния.
Набивкой формуют простые по форме изделия с неглубоким рельефом плитки, изразцы, плакетки и т.п. - путем набивки, затирки или заполнения массой гипсовой или деревянной форм. После заполнения формы и
образования некоторого излишка массы допускается уплотнение всего пласта легкими ударами киянки - деревянного молотка. Избыток массы срезают ножом или проволокой. Формовочная влажность массы для данного способа может быть ниже, чем для формования способом лепки.
Способом раскатки формуют изделия на гончарном круге-вращающемся с различной скоростью металлическом диске. На диск помещается кусок пластичной массы (глины). Руками центрируют его при вращении и придают ей, например, форму сосуда, формуют внешнюю и внутреннюю поверхность с помощью пальцев и ладоней. Отформованные изделия заглаживают, смачивая поверхность влажной губкой, и после небольшой подсушки отрезают проволокой от основания куска - ножки. Раскатка - наиболее древний способ формования, требующий большого опыта и мастерства. На заводах раскатку осуществляют на формовочных станках - полуавтоматах или на автоматических линиях.
Для придания изделию необходимой формы при различных способах формования требуются значительные усилия, обратно пропорциональные содержанию связки (для глинистых масс - воды). Так, прессование производится под давлением 10-100 МПа, пластическое формование требует механических или ручных усилий в пределах 0,5...5 МПа, а,литье из шликера протекает практически при атмосферном давлении - 0,1 МПа.
Литье изделий из литейных шликеров имеет три разновидности способа:
литье из водных шликеров;
горячее литье с использованием термопластического связую-щего(парафина);
- литье тонких пленок из шликеров на полимерных связующих. Наибольшее распространение и применение имеет способ шликерного
литья из водных суспензий, который широко используется при формовании тонкой, декоративной и художественной керамики, в частности тонкостенных изделий и изделий сложной формы.
К литейным шликерам, независимо от природы и технологии последующего литья, предъявляются общие требования:
хорошая текучесть при относительно низком содержании связующего (содержание связующего по массе может колебаться от 32 до 52 %) и обеспечении полного заполнения массой всех деталей форм;
агрегативная устойчивость, отсутствие агрегирования, коагулирования и оседания;
качественные внутренние и наружные поверхности набранной массы при ее максимальной однородности в отливке и прочности;
высокая скорость набора черепка, быстрая сушка массы в форме после слива шликера и минимальное корродирующее воздействие на форму;
свободное извлечение отливки из формы, хорошее соединение деталей в сложной отливке и устойчивость изделия к вибрации при транспортировании.
Минимальное содержание воды в литейных шликерах обеспечивают введением электролитов, снижающих вязкость шликера и повышающих его текучесть путем изменения основности рН . При использовании добавок таких электролитов как сода N2CO3, силикат натрия (жидкое стекло) или триполифосфат натрия Na3P04 в количестве до 0,5% влажность шликера снижается до 30...33% вместо 40 или даже 60% без электролита.
При изготовлении изделий способом литья механизм набора стенки изделия заключается в осаждении твердой фазы шликера на внутренней поверхности гипсовой формы при одновременном поглощении жидкой фазы порами формы. Литье изделий в пористые формы по существу является процессом фильтрования в трехслойной системе: шликер—уплотненный слой—гипсовая форма.
Поэтому, набор массы в основном зависит от плотности шликера, свойств твердой фазы и гипсовой формы, степени разжижения шликера, разжижающего средства и температуры шликера.
Для ускорения образования массы черепка при литье и повышения производительности оборудования оптимальными являются следующие условия:
- применение шликера с высокой плотностью и оптимальной текучестью при минимальной влажности;
- ввод в шликер добавки измельченного черепка;
применение форм на органической основе (полихлорвиниловых) с оборачиваемостью до 2000 отливок, тогда как гипсовые обеспечивают 50-80 отливок;
подогрев шликера до 30-50°С;
вакуумирование шликера для удаления механически захваченного или растворенного в жидкой фазе воздуха.
Известны следующие способы формования литьем (рис. .): сливной, наливной, доливной (комбинированный).
Сливной способ применяется прежде всего для приготовления осесимметричных полых тел с относительно тонкой стенкой. По этому способу форму заполняют литейной массой. После окончательного образования отливки остаточный шликер сливают, опрокидывая форму, и оставляют до вытекания незакрепившегося шликера. Когда отливки потеряют воду, форму возвращают в исходное положение. В конце литья изделие подсыхает в форме до набора прочности, необходимой для извлечения (влажность 12-15%).
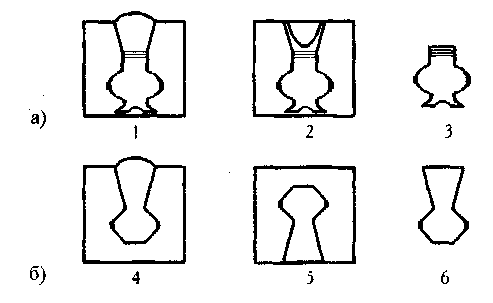
Рис..Способы формования изделий литьем: а) наливной; б) сливой;
1,4- формы, заполненные шликером; 2 вода, адсорбированная формой; 3, 6 - готовые отливки; 5 - слив избытка шликера после набора массы
В этом состоянии выполняют такие операции, как окаймление и отделка изделия, соединение отлитых деталей с помощью шликера, стыковка отдельных колец и втулок. Извлеченное из формы изделие подвергают окончательной сушке до остаточной влажности (2%), а после зачистки и устранения незначительных дефектов подвергают обжигу.
Наливной способ применяется при отливке сплошных изделий, например, специальных электроизоляторов низкого напряжения, овальных блюдец, ручек для посуды и др. Часто при этом применяют гипсовые стержни, т.е. используют сердечник.
Отличие последнего способа от способа отливки полых изделий состоит в том, что толщина массы определяется расстоянием между отдельными деталями формы, а не продолжительностью набора массы. Для сплошной отливки, как и для литья полой отливки, применяют составные формы. После образования отливки ее подсушивают.
Одним из прогрессивных способов изготовления изделий является литье под давлением. Ускорение образования массы при литье наливным или сливным способами достигается путем изменения давления в незначительных пределах. Одной из возможностей ускорения процесса образования массы является применение принципа электрофореза.При этом форма выполняет роль анода, а катод погружается в шликер. Под влиянием приложенного электрического напряжения частицы массы перемещаются к аноду и осаждаются на нем.