

КП_ПОС_PDF / 3_ч2_Сварка
.pdf34
3.4 Технологичность сварных конструкций
При разработке сварной сборочной единицы желательно использовать уже готовые технологические и конструкторские решения сварных соединений. Это позволит избежать Вам ошибок при проектировании и разработать технологичную и прочную конструкцию.
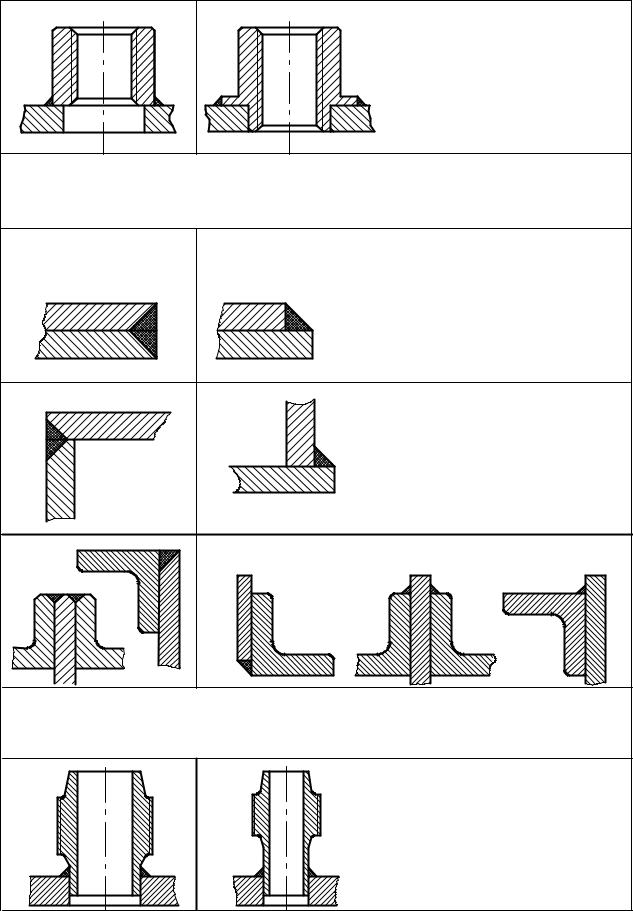
Неудовлетворительная |
Правильная конструкция |
|
|
конструкция |
|
Обеспечивать удобный подвод электродов к месту сварки
Ñварные швы вынесены из тесного пространства между перегородками
Для приварки размерных трубок к листам сварные швы вынесены на поверхность
Фланец отнести от смежной стенки патрубка
Сварной шов вынесен на торец фланца
Устранять совмещения швов. Сводить к минимуму количество сварочного металла
Ребра для приварки расположены в шахматном порядке
Для приварки перегородки расширены

35
Исключить сварки толстых деталей с тонкими
Свариваемым кромкам придано одинаковое сечение
Фланец приварен тонкостенным переходом
У пальца образован тонкостенный фланец
Предусматривать фиксацию свариваемых деталей без применения специальных приспособлений
Шаровая деталь и стержень взаимно центрируются
Для приварки фланец зафиксирован на трубе
Для приварки бобышка зафиксирована буртиком
36 |
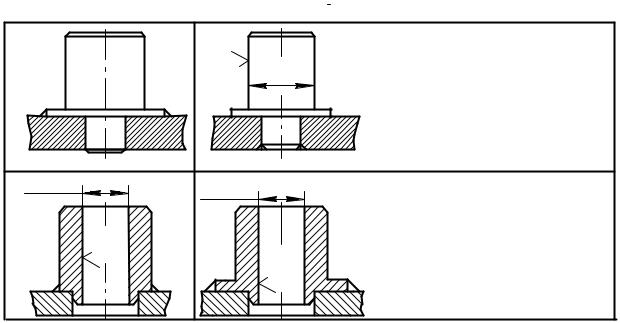
Втулка центрирована относительно |
листа. |
Чтобы резьбовая поверхность не де- |
формировалась при сварке, сварной |
шов отдален. |
Исключить трудоемкую разделку кромок. |
Для швов производить смещение свариваемых деталей |
Сварка кромок |
Угловое соединение |
Соединение профилей с листами |
Отдалить обработанные поверхности от места сварки. |
Точные и чистые поверхности обрабатывать после сварки. |
Резьба штуцера удалена на |
расстояние, достаточное для |
предотвращения оплавления |
резьбы. |
37
2.5 |
Ç17,84 |
|
Ç12,49 |
Ç12,49 |
|
|
2.5 |
2.5 |
Сварной шов удален от обработанной поверхности
Для предотвращения коробления отверстия втулки сварной шов удален