3. Последовательность выполнения задания .
1. Студенту выдаётся чертёж детали, по которому необходимо разработать
чертёж отливки. При этом он должен:
а) в зависимости о назначения и габаритов детали выбрать сплав из которого она будет выполнена и указать его механические свойства ( см. Приложение Д)
б) определить разъёмная или не разъёмная модель будет изготовляться по разрабатываемому чертежу. По возможности модель лучше делать неразъёмной, чтобы её можно было бы расположить в нижней части формы, в случае разъёмной модели определить линию разъёма;
в) определить напуски – мелкие отверстия, выступы, фаски, канавки и т. д., не выполняемые при литье (см. приложение Б);
г) в зависимости от чистоты обрабатываемой поверхности определить величину припусков на механическую обработку (см. Приложение А);
д) определить величину вертикальных уклонов для всех вертикальных
наружных поверхностей (см. приложение Б);
е) определить по соотношению толщин сопрягающихся стенок способ их
сопряжения (см. приложение Б);
ж) определить радиусы галтелей (см. приложение Б);
з) увеличить все размеры на величину усадки;
и) расшифровать маркировку литейного сплава.
2. По результатам проектирования оформить чертеж отливки и пояснительную записку , в которой привести данные расчетов .
Список контрольных вопросов.
1. Какие сплавы относятся к литейным.
2. Какими свойствами должен обладать литейный сплав.
3. Классификация методов литья.
4. Что входит в модельный комплект.
5. Что такое опока и для чего она нужна.
6. Что такое стержневой ящик и для чего он нужен.
7. Для чего нужны стержни.
8. Какие требования предъявляются к формовочной смеси.
9. Из каких элементов состоит литниковая система.
10. Что такое выпор и для чего он нужен.
11. Что такое прибыль и для чего она нужна.
12. Последовательность изготовления песчаной литейной формы.
13. Какие этапы включает в себя технологический процесс изготовления
отливки методом литья в песчаные формы.
14. Почему появляется литейная раковина и литейная пористость.
15. Чем отличается чертёж отливки от чертежа детали.
16. Что такое припуск на механическую обработку.
17. Почему припуск на механическую обработку в верхней части отливки
больше чем в нижней её части.
18. Что относится к технологическим припускам и зачем они нужны.
19. Что такое литейные уклоны, напуски, приливы, галтели, рёбра, стяжки и
зачем они нужны.
20. Каким требованиям должно отвечать положение линии разъёма модели.
Приложения
ПРИЛОЖЕНИЕ А
Таблица 01.
Области применения и механические характеристики литейных сплавов
Назначение |
Относите-льное удлинение δ, % |
Предел прочно-сти σв,МПА |
Марка материала |
Серый чугун , ГОСТ 1412-85 |
|||
Бытовые приборы , противовесы , плиты |
|
100 |
СЧ10 |
Детали машин с толщиной до 40 мм , работающие при не больших нагрузках ; корпусные детали , маховики , арматура низкого давления , поршневые кольца , кронштейны. |
|
150 200 |
СЧ15 СЧ20 |
Детали машин , испытывающие повышенные статистические нагрузки : станины станков ,блоки и гильзы цилиндров , шкивы , зубчатые колеса , корпуса. |
|
250 300 350 |
СЧ25 СЧ30 СЧ35 |
Высокопрочный чугун ГОСТ 7293-85 |
|||
Тяжелонагруженные детали сложной формы : станины , барабаны , коленчатые валы , корпусные детали турбин , насосов . Используется как заменитель стали . |
22 15 10 7 3 2 2 2 |
350 400 450 500 600 700 800 1000 |
ВЧ35 ВЧ40 ВЧ45 ВЧ50 ВЧ60 ВЧ70 ВЧ80 ВЧ100 |
Ковкий чугун . ГОСТ 1215-79 |
|||
Небольшие тонкостенные детали , работающие при умеренных динамических нагрузках : ступицы , шестерни , червячные колеса , тормозные колодки , паровая арматура , картеры ,корпуса редукторов. |
6 8 10 12 5 3 |
294 323 333 362 441 588 |
КЧ30-6 КЧ33-8 КЧ35-10 КЧ37-12 КЧ50-5 КЧ60-3 |
Конструкционные литейные стали , ГОСТ977-88 |
|||
Детали работающие при знакопеременных и ударных нагрузках : кронштейны , шестерни , корпуса двигателей , подшипников . Сварнолитые изделия . |
24 22 19 17
|
392 412 441 471 |
15Л 20Л 25Л 30Л |
Тяжелонагруженные детали машин : шестерни , барабаны , станины , корпуса . |
15 14 12 |
491 520 540 |
35Л 40Л 45Л |
Детали работающие при значительных нагрузках :колеса, толкатели , опоры |
11 |
569 |
50Л |
Ответственные тяжелонагруженные детали машин :диски, цапфы, корпусные детали турбин литые , детали вагонов, экскаваторов и т.д. |
18 12 14 18 15 12 12
|
540 540 589 441 589 687 785 |
20ГЛ 35ГЛ 30ГСЛ 08ГДНФЛ 30ХГСФЛ 30ХНМЛ 12ДХН1МФЛ |
Различают три группы стальных отливок :
отливки общего назначения ( для деталей , конфигурация и размеры которых определяются только конструктивными соображениями;
отливки ответственного назначения ( для деталей рассчитываемых на прочность и работающих при статических нагрузках );
отливки особо ответственного назначения (для деталей рассчитываемых на прочность и работающих при динамических нагрузках).
Группу отливки указывают в технических требованиях на чертеже детали (отливки ) :
Отливка 2-й группы ГОСТ 977-88
Таблица 02 .
Классы размерной точности отливок , получаемых в песчаных формах
Наибольший габарит отливки, мм |
Тип сплава |
Ряды припусков |
||||
Цветные легкоплавкие
|
Черные нетермо-обрабатываемые |
Чугунные термо- обрабатываемые цветные тугоплавкие
|
Сталь термо-обрабатываемая |
|||
Классы точности размеров |
||||||
До100 |
5-10 |
6-11 |
7-11 |
7-12 |
5-8 |
|
101-250 |
6-11 |
7-11 |
7-12 |
8-13 |
6-9 |
|
251-630 |
7-11 |
7-12 |
8-13 |
9-13 |
6-10 |
|
631-1600 |
7-12 |
8-13 |
9-13 |
9-13 |
6-11 |
|
1601-4000 |
8-13 |
9-13 |
9-13 |
10-14 |
6-12 |
|
Примечание :
Меньшие значения классов соответствуют массовому производству простых отливок , большие – мелкосерийному.
Меньшие ряды припусков относят к отливкам из цветных металлов , большие – из ковкого чугуна.
Для верхних участков отливки номер ряда припуска следует увеличить на 1…3 единицы.
Таблицы для определения припусков на механическую обработку
Таблица 02 Знаки шероховатости
|



Таблица 03. Соответствие между знаками шероховатости и чистотой обрабатываемой поверхности
-
Вид окончательной механической обработки
Достигаемые параметры шероховатости(мкм)
Черновая
Rа 50…..6,3
Получистовая
Rа 12…..6,3
Чистовая
Rа 3,2…..0,8
Тонкая
Rа 0,8…..0,2
Таблица 1.
Допуски размера отливок (ГОСТ 26645 – 85)
Интервал номинальных размеров, мм |
Допуски размеров отливок, мм, не более, для классов точности |
||
8 |
9 |
10 |
|
До 4 |
0,64 |
1,0 |
1,2 |
Свыше 4 до 6 |
0,70 |
1,1 |
1,4 |
» 6 » 10 |
0,80 |
1,2 |
1,6 |
» 10 » 16 |
0,9 |
1,4 |
1,8 |
» 16 » 25 |
1,0 |
1,6 |
2,0 |
» 25 » 40 |
1,1 |
1,8 |
2,2 |
» 40 » 63 |
1,2 |
2,0 |
2,4 |
» 63 » 100 |
1,4 |
2,2 |
2,8 |
» 100 » 160 |
1,6 |
2,4 |
3,2 |
» 160 » 250 |
1,8 |
2,8 |
3,6 |
» 250 » 400 |
2,0 |
3,2 |
4,0 |
» 400 » 630 |
2,2 |
3,6 |
4,4 |
» 630 » 1000 |
2,4 |
4,0 |
5,0 |
Таблица 2.
Общие припуски для отливок, обрабатываемых при среднем уровне точности обработки (ГОСТ 26645 – 85)
Общий допуск элемента поверхности, мм |
Вид окончательной механической обработки |
Общий припуск на сторону, мм, не более, для ряда припуска отливки |
|
|||
8 |
9 |
10 |
|
|||
Свыше 0,64 до |
Черновая |
1,5 |
1,7 |
2,1 |
|
|
0,70 |
Получистовая |
1,9 |
2,1 |
2,4 |
|
|
(включительно) |
Чистовая |
1,9 |
2,2 |
2,6 |
|
|
|
Тонкая |
2,1 |
2,3 |
2,8 |
|
|
Св. 0,7 до 0,80 |
Черновая |
1,6 |
1,8 |
2,2 |
|
|
|
Получистовая |
2,0 |
2,1 |
2,5 |
|
|
|
Чистовая |
2,1 |
2,3 |
2,8 |
|
|
|
Тонкая |
2,2 |
2,4 |
2,9 |
|
|
Св. 0,8 до 0,90 |
Черновая |
1,6 |
1,8 |
2,2 |
|
|
|
Получистовая |
2,1 |
2,3 |
2,7 |
|
|
|
Чистовая |
2,2 |
2,4 |
2,9 |
|
|
|
Тонкая |
2,4 |
2,6 |
3,1 |
|
|
Св. 0,90 до 1,00 |
Черновая |
1,7 |
1,9 |
2,3 |
||
|
Получистовая |
2,1 |
2,4 |
2,7 |
||
|
Чистовая |
2,3 |
2,5 |
3,0 |
||
|
Тонкая |
2,5 |
2,7 |
3,1 |
||
Св. 1,00 до 1,10 |
Черновая |
1,8 |
2,0 |
2,4 |
||
|
Получистовая |
2,2 |
2,4 |
2,8 |
||
|
Чистовая |
2,4 |
2,6 |
3,1 |
||
|
Тонкая |
2,5 |
2,7 |
3,3 |
||
Св. 1,10 до 1,20 |
Черновая |
1,8 |
2,0 |
2,4 |
||
|
Получистовая |
2,3 |
2,5 |
2,9 |
||
|
Чистовая |
2,5 |
2,7 |
3,1 |
||
|
Тонкая |
2,7 |
2,8 |
3,4 |
||
Св. 1,20 до 1,40 |
Черновая |
2,0 |
2,1 |
2,5 |
||
|
Получистовая |
2,5 |
2,7 |
3,1 |
||
|
Чистовая |
2,8 |
3,0 |
3,4 |
||
|
Тонкая |
2,9 |
3,2 |
3,7 |
||
Св. 1,40 до 1,60 |
Черновая |
2,1 |
2,3 |
2,7 |
||
|
Получистовая |
2,8 |
2,9 |
3,3 |
||
|
Чистовая |
3,1 |
3,1 |
3,6 |
||
|
Тонкая |
3,4 |
3,4 |
3,9 |
||
Св. 1,60 до 1,80 |
Черновая |
2,1 |
2,3 |
2,7 |
||
|
Получистовая |
2,8 |
3,0 |
3,5 |
||
|
Чистовая |
3,1 |
3,3 |
3,8 |
||
|
Тонкая |
3,4 |
3,6 |
4,0 |
||
Св. 1,80 до 2,00 |
Черновая |
2,2 |
2,4 |
2,8 |
||
|
Получистовая |
3,0 |
3,1 |
3,6 |
||
|
Чистовая |
3,4 |
3,6 |
4,0 |
||
|
Тонкая |
3,6 |
3,8 |
4,3 |
||
Св. 2,00 до 2,20 |
Черновая |
2,4 |
2,6 |
3,0 |
||
|
Получистовая |
3,2 |
3,4 |
3,8 |
||
|
Чистовая |
3,6 |
3,8 |
4,3 |
||
|
Тонкая |
3,9 |
4,1 |
4,6 |
||
Св. 2,20 до 2,40 |
Черновая |
2,5 |
2,7 |
3,1 |
||
|
Получистовая |
3,4 |
3,6 |
4,0 |
||
|
Чистовая |
3,8 |
3,9 |
4,4 |
||
|
Тонкая |
4,1 |
4,3 |
4,8 |
||
Продолжение таблицы 2
Общий допуск элемента поверхности, мм
|
Вид окончательной механической обработки |
Общий припуск на сторону, мм, не более, для ряда припуска отливки |
||
8 |
9 |
10 |
||
Св. 2,40 до 2,80 |
Черновая |
2,6 |
2,9 |
3,3 |
|
Получистовая |
3,6 |
3,8 |
4,3 |
|
Чистовая |
4,0 |
4,3 |
4,8 |
|
Тонкая |
4,4 |
4,6 |
5,2 |
Св. 2,80 до 3,20 |
Черновая |
2,9 |
3,1 |
3,4 |
|
Получистовая |
4,0 |
4,1 |
4,6 |
|
Чистовая |
4,5 |
4,6 |
5,1 |
|
Тонкая |
4,8 |
5,0 |
5,4 |
Св. 3,20 до 3,60 |
Черновая |
3,1 |
3,3 |
3,6 |
|
Получистовая |
4,3 |
4,5 |
4,9 |
|
Чистовая |
4,9 |
5,2 |
5,6 |
|
Тонкая |
5,3 |
5,5 |
6,0 |
Св. 3,60 до 4,00 |
Черновая |
3,4 |
3,6 |
3,9 |
|
Получистовая |
4,8 |
4,9 |
5,3 |
|
Чистовая |
5,3 |
5,5 |
6,0 |
|
Тонкая |
5,8 |
6,0 |
6,5 |
Св. 4,00 до 4,40 |
Черновая |
3,5 |
3,7 |
4,0 |
|
Получистовая |
4,8 |
5,0 |
5,5 |
|
Чистовая |
5,4 |
5,8 |
6,1 |
|
Тонкая |
6,0 |
6,2 |
6,7 |
Св. 4,40 до 5,00 |
Черновая |
3,8 |
4,0 |
4,4 |
|
Получистовая |
5,3 |
5,5 |
5,8 |
|
Чистовая |
6,0 |
6,3 |
6,7 |
|
Тонкая |
6,7 |
6,9 |
7,3 |
ПРИЛОЖЕНИЕ Б
Данные для определения технологических припусков
Таблица 3 – Конструктивные уклоны для отливки при литье в песчаные
формы
Эскиз |
Н, мм |
а/Н |
β |
|
До 25 |
1/5 |
11°30' |
Св. 25 до 500 |
1/20 1/10 |
3° - 5°30' |
|
Св. 500 |
1/50 |
1° |

Таблица 4 .
Минимальные размеры литых отверстий при литье в
песчаные формы
Толщина стенки, мм |
Диаметр отверстия, мм |
Толщина стенки, мм |
Диаметр отверстия, мм |
Толщина стенки, мм |
Диаметр отверстия, мм |
4-6 |
8 |
10-12 |
14 |
16-18 |
20 |
6-8 |
10 |
12-14 |
16 |
18-20 |
22 |
8-10 |
12 |
14-16 |
18 |
- |
- |
Определение способа сопряжения стенок различной толщины
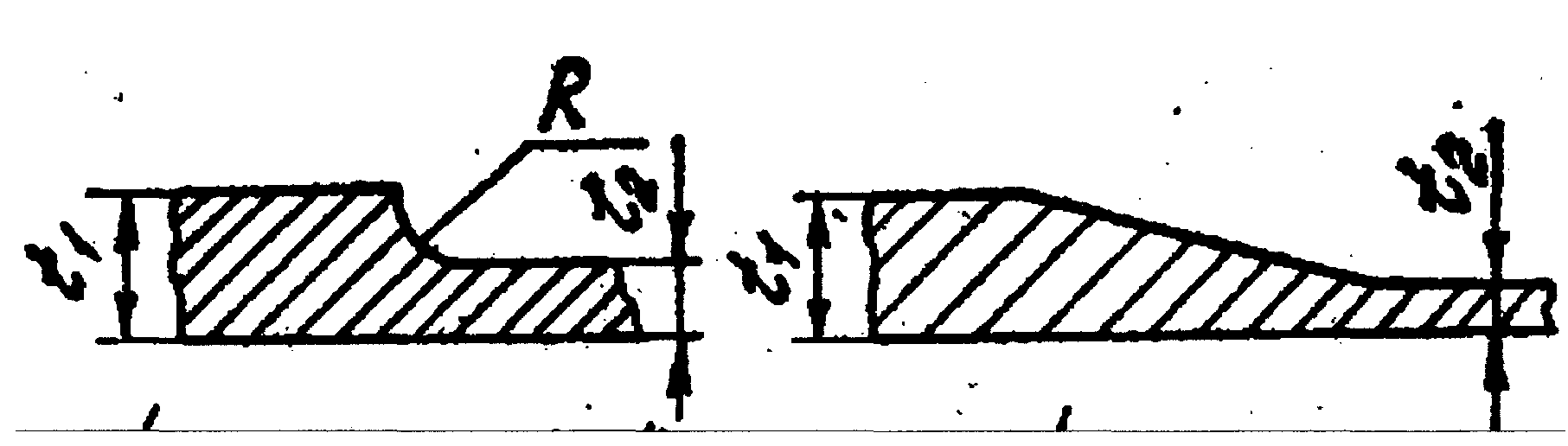
t1/t2 2; R = (1/3 1/6) (t1 + t2). t1/t2 2,0
t1; t2 - толщина сопрягающихся стенок; R - радиус сопряжения,
Определение радиуса галтелей :
r ≈ 0,5 X1 r1 ≈ 0,25 X1
Х1 – толщина стенки; r; r1 – радиусы галтелей.
Рекомендуемый ряд радиусов галтелей
1, 2, 3, 5, 8, 10, 15, 20, 25, 30, 40 мм
Таблица 5 .
Наименьшая толщина стенок отливки при литье в песчаные
формы.
Материал |
Усадка, % |
Величина отливки (масса, размеры) |
Наименьшая толщина стенок, мм |
Сталь |
2 |
Мелкие (вес < 2 кг) |
8 |
|
|
Средние (вес < 50 кг) |
12 |
|
|
Крупные (вес > 50 кг) |
20 |
Чугун серый |
1 |
Мелкие (вес < 2 кг) |
3-4 |
литейный |
|
Средние (вес < 50 кг) |
6-8 |
|
|
Крупные (вес > 50 кг) |
10-20 |
Чугун ковкий и |
1 |
50 х 50 |
2,5-3,5 |
высокопрочный |
|
100 х 100 |
3,0-4,0 |
|
|
200 х 200 |
3,5-5,5 |
Бронза оловянистая |
1,5 |
При протяжённости |
|
|
|
стенки |
|
|
|
До 50 мм |
3 |
|
|
Св. 50 до 100 мм |
5 |
|
|
Св. 100 до 600 мм |
6-8 |
Специальные бронзы |
1,5 |
Мелкие (вес 2 кг) |
≥6 |
и латуни |
|
Средние (вес 50 кг) |
≥8 |
Алюминиевые |
1,5 |
При протяжённости |
|
сплавы |
|
стенки |
|
|
|
не более 200 |
3-5 |
|
|
не более 800 |
5-8 |
ПРИЛОЖЕНИЕ В
Пример выполнения работы и оформления отчёта
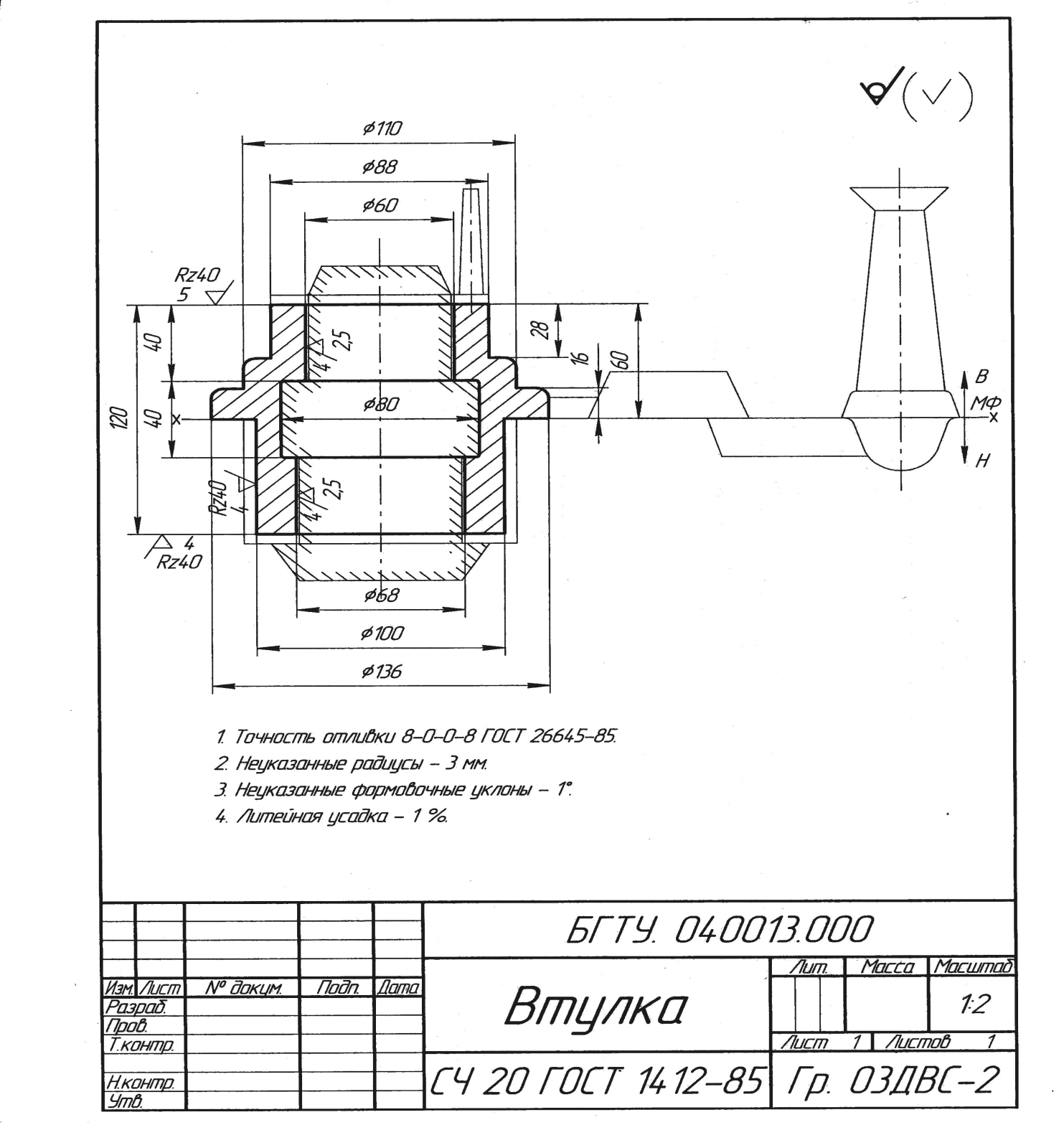
1. Студент получает эскиз задания – рис. 17.
На первом этапе он решает вопрос, будет ли модель разъёмной или её
можно изготовить не разъёмной (что предпочтительней).
В данном случае можно изготовить только разъёмной.

Рис. 17. Эскиз детали задания .
На втором этапе студент определяет положение линии разъёма.
В данном случае линия разъёма будет проходить по центру размера ø = 180, Н = 25 (рисунок 18), причём более длинная часть модели будет находиться внизу.
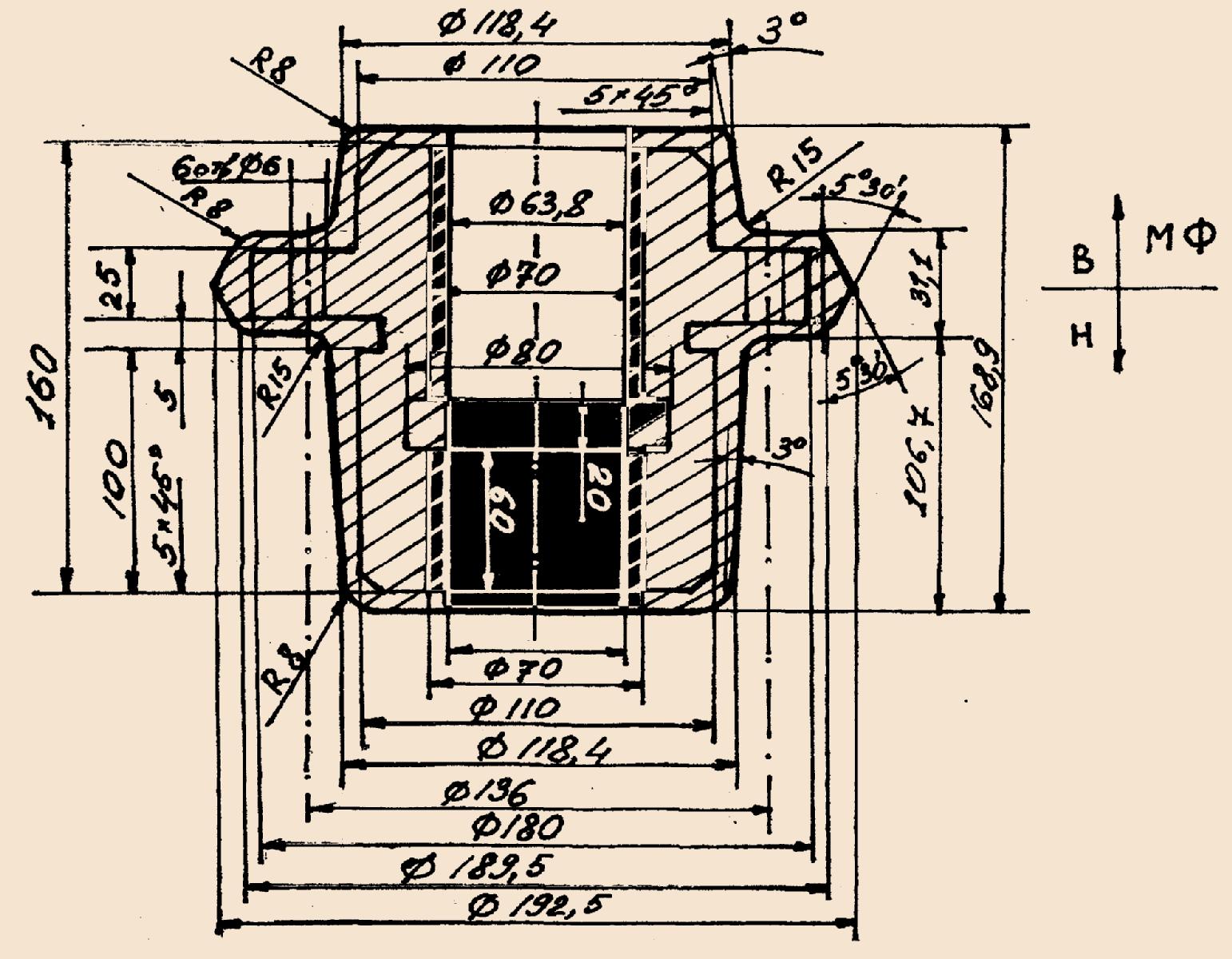
Рис. 18. Эскиз отливки.
На третьем этапе определяются напуски – те элементы детали, которые
будут отсутствовать в отливке и которые будут изготавливаться при последующей механической обработке.
К ним в данном примере относятся:
1. Канавки ø 100, ø 80;
2. Фаски 5 × 45°;
3. Отверстия ø 6; 6 шт.
На четвёртом этапе для определения величины припусков на механическую обработку (в данном задании предполагается обрабатывать все поверхности) по таблице № 1 (приложение А) студент находит величину допусков в соответствии с классом точности (№№ 8; 9; 10) на изготовление данной детали.
Например для 9-го класса точности допуска на имеющиеся размеры будут
следующими:
Размер, мм |
ø 180 |
ø 110 |
ø 70 |
Н160 |
Н25
|
Допуск, мм |
2,8 |
2,4 |
2,2 |
2,4 |
1,6
|
В соответствии с этими допусками – припуски на механическую обработку
(например, при чистовой обработке по девятому классу точности) будут составлять (на сторону):
Размер, мм |
ø 180 |
ø 110 |
ø 70 |
Н160 |
Н25
|
Припуск, мм |
4,3 |
3,9 |
3,8 |
3,9 |
3,1 |
Затем эти размеры изменяются (наружные увеличиваются, внутренние
уменьшаются) на процент усадки в соответствии с данными, приведёнными в
таблице № 5 приложения Б.
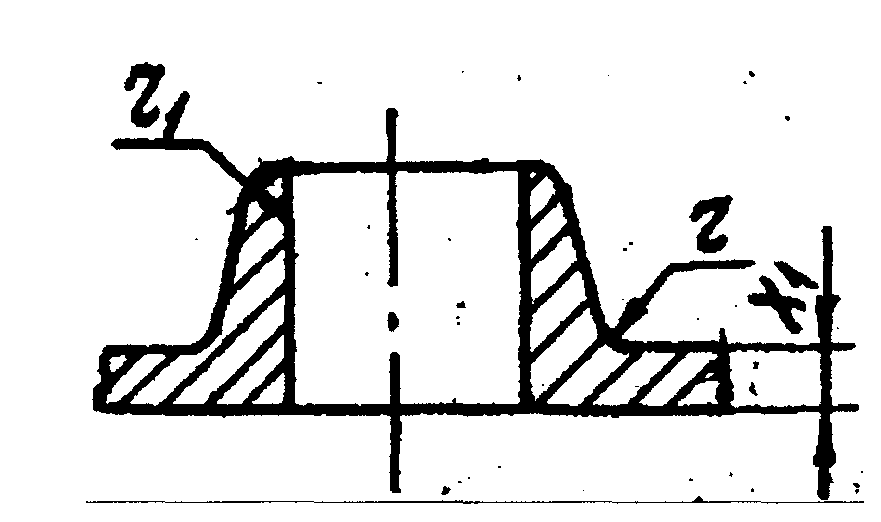
На пятом этапе определяются величины литейных уклонов для наружных
вертикальных поверхностей в соответствии с таблицей№ 3 приложения Б.
На шестом этапе определяются радиусы галтелей (скруглений) в
соответствии с данными, приведёнными в приложении Б.
В итоге в отчёте приводится эскиз задания и эскиз модели (отливки),
который включает в себя эскиз задания (в тонких линиях со всеми данными
размерами) и поверх него эскиз отливки (в жирных линиях) со всеми новыми
размерами, включая литейные уклоны и радиусы галтелей. На эскизе также
указывается линия разъёма модели и (или) формы, как показано на рисунках приложения Г.
Штриховке подлежит весь объём отливки, который будет заполнен металлом.
В отчёте указывается перечень элементов детали, которые не будут
получены литьём, а будут изготовлены при последующей механической обработке и приводится расшифровка марки сплава, из которого будет изготовлена отливка.
Приложение Г
Примеры выполнения чертежей отливок .
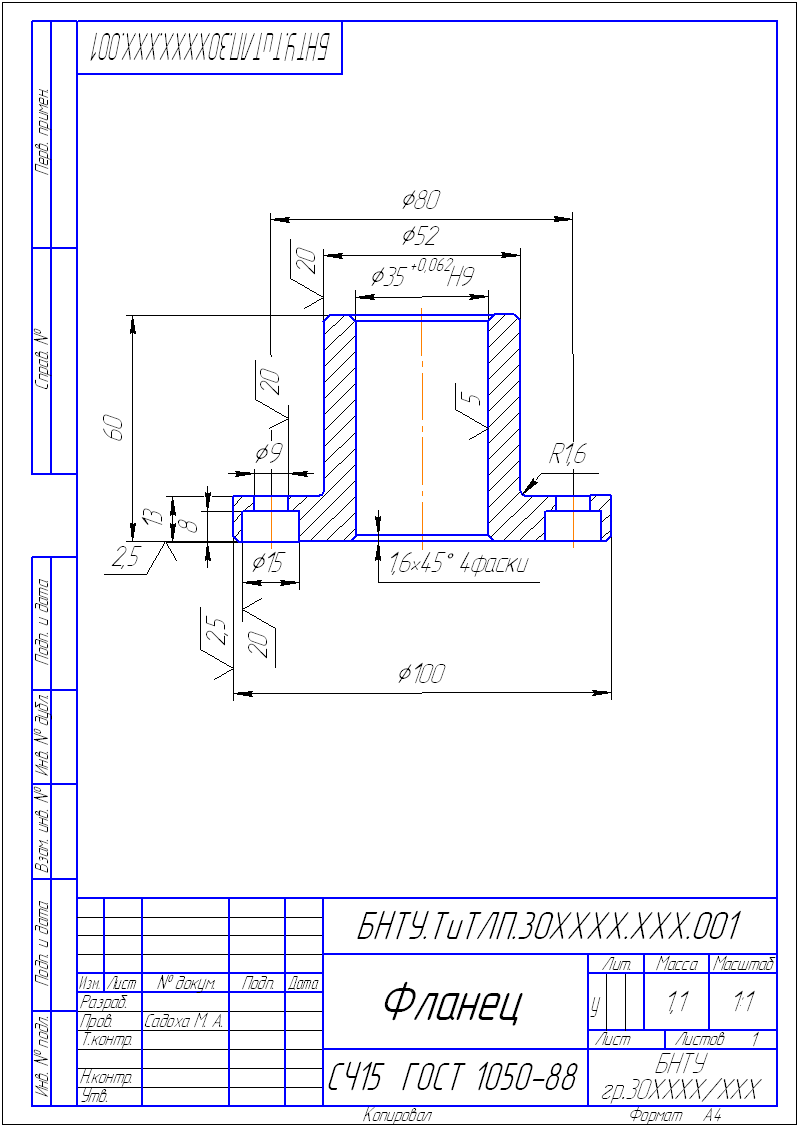
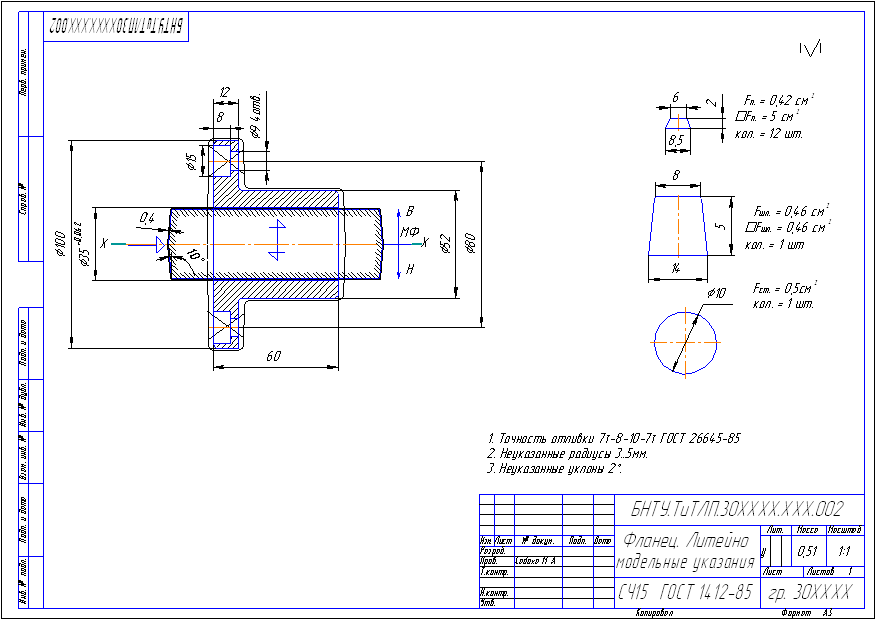
Чертеж детали и отливки изделия Фланец
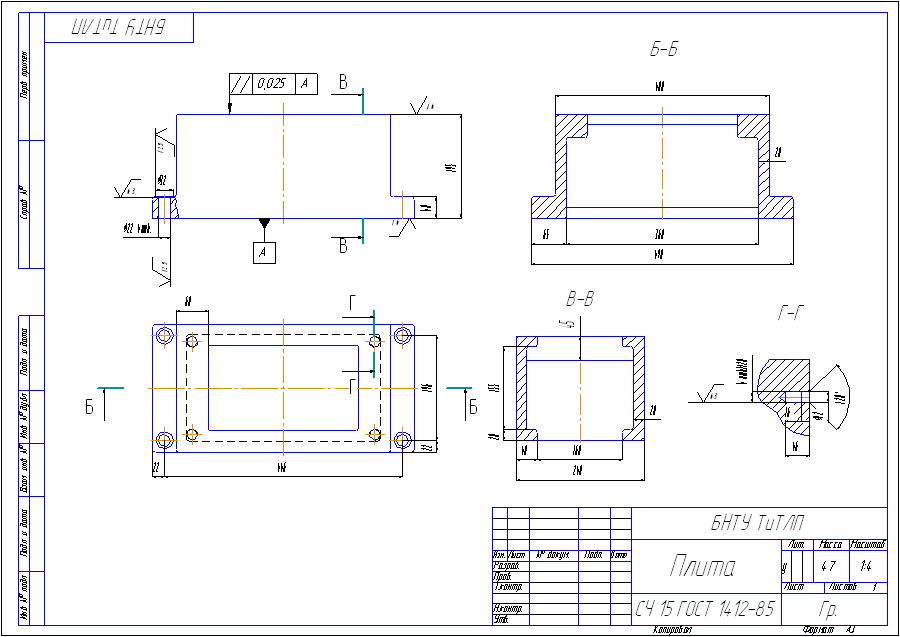
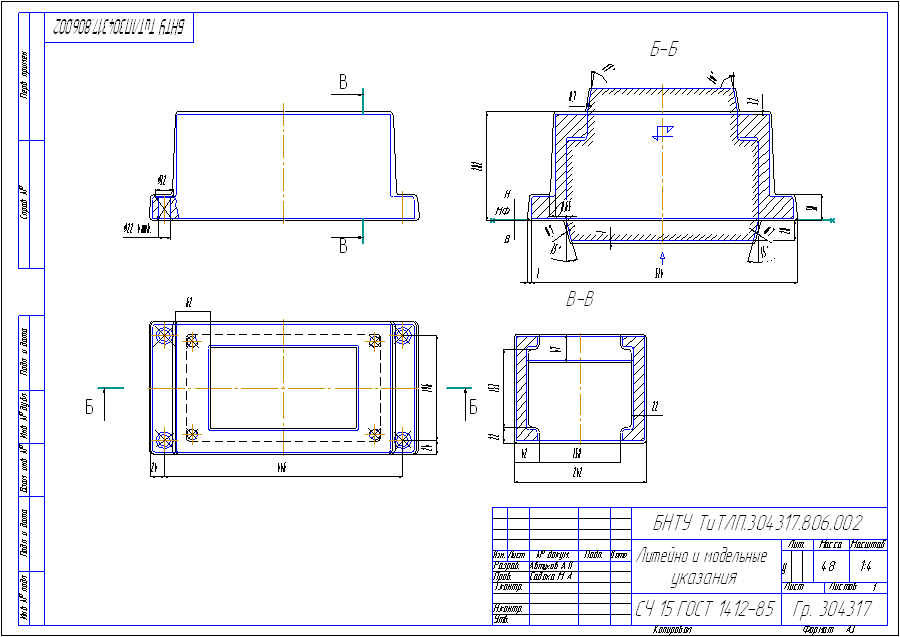
Чертеж детали и отливки изделия Плита