

2.Варианты выполнения операции “Предварительное формование пяточной части обуви”. Сущность, Область применения.
П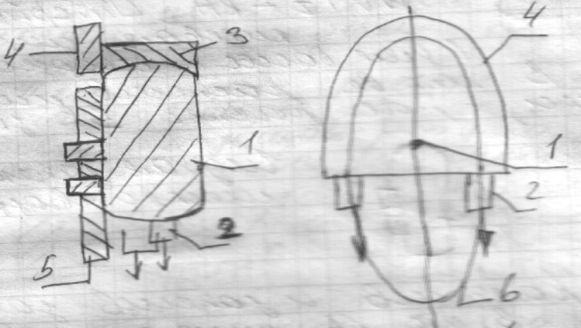 редварительное
формование служит для повышения
формоустойчивости и может использоваться
при любом методе формования и почти
всегда осуществляется предварительное
формование пяточной части. Оно служит
для повышения общей продольной деформации
заготовки, склеивание задника с верхом
и подкладкой, придание пяточной части
заготовки формы колодки и для обеспечения
качественной затяжки пяточной части.
Технология выполнения зависит от
материала и конструкции задника и от
варианта затяжки.
редварительное
формование служит для повышения
формоустойчивости и может использоваться
при любом методе формования и почти
всегда осуществляется предварительное
формование пяточной части. Оно служит
для повышения общей продольной деформации
заготовки, склеивание задника с верхом
и подкладкой, придание пяточной части
заготовки формы колодки и для обеспечения
качественной затяжки пяточной части.
Технология выполнения зависит от
материала и конструкции задника и от
варианта затяжки.
В том случае если задник формованный, используются машины:
02162Р4 Svit;
ФЗП-1-О, НФЗ-О - Россия, имеют пластины.
Пуансон нагревается до t=100-110oC.Есть пластины, обжимная форма и клещи.
Для задника, изготовленного из термопластичного материала, кроме горячего (t=140-160oC), необходим также холодный пуансон (t=0 - -5oC), который нужен для кристаллизации клеевого шва, т.е. переход клеевой композиции из вязкотекучего в кристаллическое состояние.
Нетрадиционный, нетиповой метод. Предусматривает предварительное формование пяточной части и затяжка пяточной части, осуществляется на машинах 501ф. Satra, 50Z Ральфс, 64Г Шеен.
Пуансон1 по форме пяточной части колодки, соответствующей родовой группы обуви. Клещи2 продольно вытягивают заготовку. Обжимная форма 3 обхватывает пуансон по всей поверхности. Затяжные пластины4 по контуру пяточной части. 5-основная стелька, 6-заготовка. Это оборудование имеет клееподающий механизм (клей-расплав подается на стельку в пяточной части). Лучше всего использовать термопластический задник.
Должна быть следующая конструкция стелек – 2 центрирующих отверстия. В заготовку вставляется термопластический задник, после этого заготовка одевается пяточной частью на пуансон и заводится в раскрытые губки клещей (имеется ориентирующая линия, по которой регулируется высота задника). С помощью педального устройства включается, клещи закрываются и опускаются, притягивая композицию к пуансону. Опускается обжим, который плотно обхватывает пуансон, прижимая заготовку пяточной части к поверхности пуансона. Подается на стельку по периметру клей расплав. После этого затяжные пластины надвигаются на след, загибая кромку заготовки по контуру пяточной части осуществляя приклеивание кромки заготовки с основной стелькой.
3. Прочность обувных клеевых соединений. Нормативы прочности,
Технологические причины при различных характерах разрушения.
Прочность – самый важный показатель свойств обувных клеевых соединений. Характеризуется средней удельной нагрузкой при расслаивании склейки. Жёстко нормируется только этот показатель – для ответственных соединений 2,5 кН/м = 25Н/см.
Для других клеевых соединений норматив может быть снижен на порядок. По стандарту прочность определяется при растяжении и при расслаивании образца. Рекомендуется снимать адезиограмму Q = f(Δl).
При этих испытаниях также снимают качественную характеристику – характер разрушения клеевого соединения.
Варианты разрушения соединения :
1.Адгезионный – между адгезивом и субстратом. Адгезив остается на одном из субстратов. Когезионная и аутогезионная прочность должна быть больше адгезии. Причины: недостаточная подготовка субстрата, не тот инструмент, не удалена пыль с поверхности субстрата, применен клей повышенной вязкости, не правильно произведена намазка, нарушены режимы сушки.
2.Аутогезионный – по границе раздела высушенных пленок (аутогезионные силы меньше). Причины: не правильно проведена активация клеевых пленок (либо температура маленькая, либо высокая - термодеструкция, нарушено время активации), занижено давление при прессовании, несвоевременно происходят соединения клеевых материалов после активации, условия окружающей среды не нормальные, повышенная влажность – наблюдается конденсация влаги на поверхности адгезива.
3.Когезионный по адгезиву–когда рвется адгезив ниже центра пленок. Причины: не качественный клей – нарушен состав или срок годности, нарушены режимы 2-й намазки, при оптимальной толщине прочность max, а при увеличении она уменьшается, неравномерная намазка – где-то подтеки клея, нарушены режимы сушки – уменьшена продолжительность 2-ой сушки, занижена температура.
4.Когезионный по субстрату – рвется субстрат. Причины: не правильно подобран материал, отрицательно влияет клей на физические свойства материала.
5.Смешенный – адгезионный + когезионный по адгезиву и др. Суммируются причины.
Для ответственных клеевых соединений не допускается адгезионный и аутогезионный. Для менее ответственных соединений допускается аутогезионные. для вспомогательных – все.
В классификации Раяцкаса предложено 5 признаков способов испытаний клеевых соединений:
1.Х-р деформирования образца: растяжение, сжатие, кручение, изгиб, сложные деформации. Виды растяжения: расслаивание, отстаивание, ползучесть, на отрыв, на двухосное растяжение. Сдвиг при сжатии.
2. Способ приложения нагрузки:
- Статическое испытание – неподвижное (или очень медленное ) Q=const
- Динамическое – движение более 100 мм/мин.
- Квазистатическое – при равномерном изменении нагрузки, скорости.
Подвиды испытаний по характеру приложения нагрузки:
- Цикловое: нагрузка – загрузка – отдых.
- Полуцикловое: нагрузка до разрушения.
- Многоцикловое: цикл повторяется не однократно.
3.Напряжения ответственные за разрушение:
- разрушение при действии касательных напряжений
- при действии нормальных напряжений
4. Конструкция образца: размеры по стандарту 140х25мм
5. Назначение испытания:
лабораторные
производственные
натурные