

28Характеристики размерной стойкости инструмента
Размерная стойкость инструмента имеет важное значение для анализа вопросов, связанных с работой инструмента в автоматизированном производстве. Размерную стойкость инструмента зачастую характеризуют временем его работы Г, в течение которого текущее, среднее значение размера обрабатываемых деталей располагается в пределах часта поля допуска, выделенной на переменные система™-, ческие погрешности размера, связанные с износом режущих кромок.
Иногда размерную стойкость инструмента характеризуют количеством деталей N, изготовленных в пределах допуска без вмешательства оператора для регулирования или замены инструмента. Размерную стойкость можно также характеризовать длиной пути резания L и площадью обработанной поверхности деталей П до регулирования или замены инструмента.
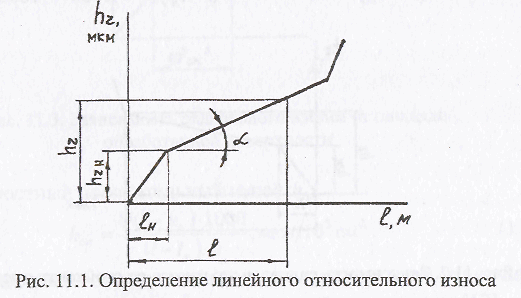
где hw - Линейный относительный износ;
hr -величина текущего радиального износа;
hrH -величина начального радиального износа;
1и 1Н -соответственно текущая и начальная длины пути резания;
tg а - размерная стойкость (рис. 11.1).
Размерную стойкость инструмента может характеризовать и скорость размерного износа Vh_. Под скоростью размерного износа понимается скорость укорочения инструмента в радиальном направлении в периоде нормального износа, т. е. (рис. 11.2)
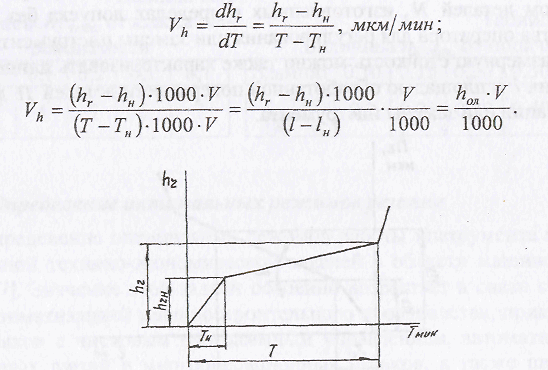
Итак, Vh- это величина, обратная периода1
стойкости при принятом критерии затупления.
Все отмеченные характеристики размерной стойкости являются частными и в общем случае оказываются непригодными для проведения анализа вопросов, связанных с проблемой размерной стойкости
инструмента, так как первая характеристика Т (время работы без подналадкн или замены инструмента) имеет ограничения со стороны скорости резания V, подачи s, величины износа инструмента Щ или h ; вторая N (количество обработанных деталей без подналадки инструмента)- размера обрабатываемой детали и износа (hr или й5); третья /- ограничения со стороны подачи s, величины износа h^ или }гг; четвертая Л- (площадь обработанной поверхности)- со стороны величины износа /i3 или hr\ пятая НШ1- со стороны подачи; шестая Vh (скорость размерного износа)- со стороны скорости резания V и подачи s.
И, наконец, последние две характеристики (рис. 113): поверхностный относительный износ Ио„ и удельная размерная стойкость Туд.
Поверхностный относительный износ him
Поверхностный относительный износ - радиальный износ инструмента, отнесенный к 1000 см2 обработанной поверхности [17].
Удельная размерная стойкость инструмента Т^ - площадь поверхности, которую способен обрабатывать инструмент при затуплении в радиальном направлении на 1 мкм, т. е.
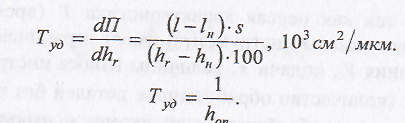
Последние две характеристики являются универсальными, так как на них не накладываются ограничения ни со стороны скорости резания V , ни со стороны s, критерия затупления, ни других.
Поэтому поверхностный относительный износ и удельная размерная стойкость могут быть использованы для сравнительной оценки размерной стойкости выбираемых режущих инструментов, для анализа точности и экономичности вариантов технологических процессов и режимов резания, а также для конструирования систем автоматического управления технологическими системами.