

Лекция 6 планирование производственных мощностей
Рентабельность зависит от сбалансированности между спросом на товары и услуги и ресурсами. Важно решение не только об объеме производственных мощностей, но и расположение и планировка. Решения об объеме мощностей связаны с большими затратами и носят долгосрочный характер. Устанавливается верхний предел объема выпуска продукции и нижний предел эксплуатационных расходов.
Решения по расположению и планировке тоже влияет на эффективность.
Предварительные решения
Прежде всего, согласовать сферу деятельности (фокус) организации и определить общий объем выпуска. Решение об объеме основывается на корпоративной политике. Если она не ясна, успех решений маловероятен.
Использовать долгосрочное прогнозирование, экономическое моделирование, построение сценариев (логических). Привести примеры….
Результат корпоративного планирования – четкое представление о том, что и какие требуются максимальные мощности и какой гибкостью они должны обладать.
В сфере услуг, где спрос не постоянен, а использование запасов невозможно должны учитывать, какие бы мощности не создавались, может возникнуть спрос превышающий их. Будут очереди. Мощность сервисного центра должна превосходить спрос. Даже если мощность превосходят спрос (средний) - из-за непостоянства интенсивности потока клиентов и времени обслуживания очереди будут возникать с неизбежностью.
Поэтому должны быть приняты решения о max допустимой длине очередей, максимуме объеме простаивании оборудовании и об управлении длиной очередей.
Теория очередей – метод изучения производственной деятельности признанный найти оптимальный баланс между временем ожидания и объемом простаивающих мощностей. Применяется в условиях фиксированной производительности и переменного спроса. Центральным понятием системы является функция стоимости равная стоимости времени ожидания в очереди + стоимости простоя оборудования: С = f(С0 + Сп) min.
Главная цель исследования функции является поиск возможности её минимизации. Спо – определить просто, а Со – сложно. На примитивном уровне Со равны затратам на содержание помещения для ожидания (включить компенсацию за терпение клиента).
Наиболее общей является ситуация, когда интенсивность потока покупателя носит случайный характер, т.е. подчиняется распределению Пуассона.
Время обслуживанию подчиняется закону обратно экспоненциального распределения: Т = А/(SN)
Т – интенсивность нагрузки, трафик; А – средняя интенсивность потока покупателей; S – средняя скорость обслуживания на один сервисный канал; N– число сервисных каналов.
Интенсивность
нагрузки - Т должна быть
1, если N = 1, то Q
= T2/(1-T);
![]() Q
– среднее число покупателей в очереди;
v – загрузка мощностей.
Если N
1 – многоканальная система обслуживания.
Q
– среднее число покупателей в очереди;
v – загрузка мощностей.
Если N
1 – многоканальная система обслуживания.
Формула зависит от вероятности того,
что в системе не будет ни одного
покупателя. Это вероятность: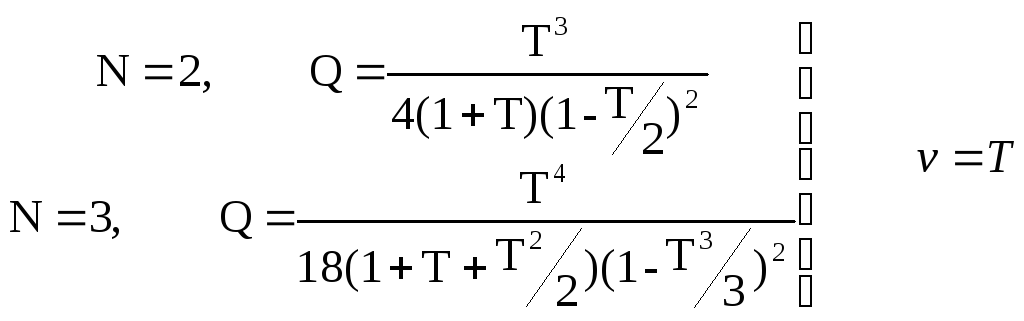

![]() .
Остальные формулы:
.
Остальные формулы:
Среднее
число покупателей в очереди равен
![]()
Среднее
число покупателей -
![]()
Среднее число обслуживаемых покупателей - Т
Среднее
время ожидания в очереди -
![]()
![]() ,
где
,
где
![]() .
При n = N
обслуживаются все. Определяя потребность
в мощности необходимо оценить относительные
затраты на ожидание покупателей в
очереди и простой оборудования для
разного числа точек обслуживающих и
выбрать то, что дает наименьше затраты.
.
При n = N
обслуживаются все. Определяя потребность
в мощности необходимо оценить относительные
затраты на ожидание покупателей в
очереди и простой оборудования для
разного числа точек обслуживающих и
выбрать то, что дает наименьше затраты.
Выбор места для расположения производственной мощности. Факторы влияющие:
1. Рынок. Ближе к рынку. Особенно важно в бизнесе связанный с транспортом или распределением (доставка к заказчику – основной вид деятельности). В банковской сфере менее важна (телефон, представители).
2. Сырье и материалы. Если использовать объемные, грам. Материалы расположенные ближе к источнику (руда, сахар). Принимаем во внимание в последнюю очередь.
3. Рабочая сила. Местный источник дешевле и легче в управлении. Затраты на оплату труда влияют на размещение (сборка на Тайване, в Кореи). Наличие рабочей силы (дешевой) быстро ведет к индустриализации страны, что повышает её благосостояние и как следствие требования. Возможность дешевизны недолго. Центры дешевой рабочей силы перемещаются. В сфере информации, где важны телекоммуникации, наличие подходящей рабочей силы является доминирующим фактором.
4. Транспорт. Выбрать метод перевозки. Если это железная дорога, воздушная – этим будет определено место. Автомобильные более гибкие. Пересечение автодорог. В сфере услуг, торговли – доступности заведения для покупателей, доступные для автотранспорта (место парковки) или хорошим транспортом обслуживанием (Большой спрос может побудить открыть новую остановку).
5. Инфраструктура. От масштабов предприятия зависит доступность дорог, услуг. Маленькой фирме достаточно места в промышленном районе или торговом центре. Для завода нужен пустырь (вспомогательные услуги за счет компании).
6. Техническая поддержка. Коммерческие заведения стремятся ближе к людям и друг к другу. Схожие товары продаются вместе. Пример: обувной магазин, банки, агентства недвижимости – в центре на одной улице. Разумно с точки зрения маркетинга. Если открыть магазин вне привычных путей перемещения – покупатели не найдут. Эта тенденция и в сфере высоких технологий. Причина близости к специализации, услугам, центрам компетенции (университет).
7. Политика. Власти стимулируют (финансы) размещения в определенных областях. Названные факторы могут противоречить друг другу. Например: то что удобно для покупателя может не подходит для рабочих. В конечном итоге составляет список (как можно меньше) доступных вариантов расположенных и каждый из них оценивается по соответствию критериям. Там где можно оценить финансово решения применим просто. Часто требуется субъективные суждения. Если нужно быстро переместиться на новое место, то основным фактором будет наличие такового.
Размещение одного объекта или несколько?
Необходимость в одном или нескольких точках: розничная торговля, транспортные услуги, сфера питания. Это в местах активного спроса. Работа через сеть агентств, агентов.
В производстве продукция перевозится покупателю, поэтому такой подход не обязателен. Выбор – одно крупное или несколько мелких. В последнем – проблема - как разделить работу между объектами. Возможны подходы реализации:
1. Каждое предприятия может выполнить весь спектр операций по номенклатуре продуктов. Это делается для преодоления торговых ограничений.
2. Разным предприятием можно поручить выпуск отдельных продуктов или группы. Мороженое на одном, колбасу – на другом предприятии.
3. Разные предприятия можно оснастить разными технологическими процессами. Например: в моторостроении производство блоков, деталей и сборка двигателей в разных местах (странах).
Преимущества централизованного размещения
1. Эффект масштаба:
-
меньше инфраструктуры для поддержания деятельности;
-
не нужно дублировать функции работа с кадрами закупки, складирование, техническое обеспечение.
-
увеличение размера партий, значит более низкие расходы на подготовку производства.
-
аналогичный уровень сервиса достигается с использованием меньших запасов. Вслед. запаса пропорционален
 - числа объектов, выпускающий один и
тот же продукт. При
- числа объектов, выпускающий один и
тот же продукт. При
 =1
запас вдвое меньше чем при 4-х.
=1
запас вдвое меньше чем при 4-х. -
обладает большей гибкостью. Переключим на другой продукт проще.
-
меньше затраты на транспорт.
-
надежнее коммуникации и координации.
Преимущества децентрализации расположения
Причина распределения – требование рынка. Типично для транснациональной деятельности. При развитии организации за счет приобретения других. Возможно, что разные заводы производят один товар.
-
Мелкими заводами легче управлять. Эффект масштаба достигается не всегда и при превышении определенной величины на передний план выходят проблемы выгоды.
-
Дробление делает организацию менее уязвимой.
-
Повышает гибкость – затраты маленький завод контролировать проще.
-
Проще экспериментировать с методами работы.
-
Децентрализовать по принципу отдельных продуктивных групп.
1. Оптимизированные размещения отдельных фабрик по близости с сырьем, рынки, рабочей силы без ущерба к остальным продуктам.
2. Организация, производит товар для рынка с изменчивым спросом, изготавливает на заказ – в этом случае необходима децентрализация.
б) децентрализация по стадиям технологического процесса:
• упрощает задачу локального руководства. Разместить возле источников сырья или сферы обслуживания без ущерба для других аспектов. Такая схема применима для крупных производителей: автомобилестроение, автостроение, электронная.
в) распределение внутри одного объема с появлением принципа «точно-во время» (Just in Time) – JIT IIT ведет к появлению мелких сфокусированных производит единиц. Крупный объем может быть разбит на мелкие, достаточно независимые друг от друга.
Децентрализация – повышение требования к системе коммуникаций и контроля, отказаться от централизации контроля невозможно.
Составление плана размещения оборудования. Хороший план размещения сказывается на: безопасности, эффективности мотивации работников. Плохой план ведет к пустой трате производственных мощностей, площадей, времени.
Факторы, которые учитываются:
1. Доступное пространство.
-
учесть ограничения по имеющимcя площадям;
-
учитывать пространство в 3-х измерениях. Некоторые техпроцессы требуют запаса высоты. Площадь в вертикальном направлении более доступны, чем в горизонтальном Пример: краны, стеллажи, подъемники.
2. Безопасность. Подъездные пути – чистые и пространственные. Опасные производства отделить.
3. Доступ. Первые и последние стадии технологического процесса – вблизи запасов, заготовок и готовой продукции, а те поблизости от границ здания. Если участие в процессе принимают покупатели – точки приема рядом с входом. Если требуется отвод газа, пыли, света – вблизи стен здания.
4. Пространство – для каждого станка и для хранения заготовок. Для доступа людей, материалов. Для хранения промежуточных запасов.
5. Организация. Планировка – чувство единения (задачи контроля, стимулирование мотиваций). Помещения не должны препятствовать сближению и общению. Допускать наблюдение за не ходом ТП.
6. Гибкость. Возможность гибкого переноса оборудования проще реагировать на изменение в спросе или технологии.
Планирование размещения оборудования – это поиск компромиссов во всех потенциальных конфликтах лучше перестраховаться.
Варианты размещения оборудования.
Три основных варианта:
1. Функциональное (технологическое) размещение. Применимо в серийном и позаказном производстве. Вместе группируется оборудования, выполняющего сложные функции (включает станки выполняющие одну и ту же стадию ТП). При оптимизации схемы учитываютя критерии max использования пространства и min транспортных затрат на подвоз заготовок.
Функциональное размещение требует соответствующего управления: участок как единица планирования и учета; контроль на границах участка. Изменение в номенклатуре не сказывается на загрузке оборудования.
7.4.2. Размещение по видам продукции (предметное). Оборудование и рабочая сила приписывается к продукту. Организована поточная линия с приводом или без. Рабочие места распологаются в порядке стадий ТП.
Структура управления отражает структуру планировки: мастер отвечает за отдельные линии, а не за этапы ТП. Недостатки: малая гибкость, потеря спроса – к недогрузке мощностей, рост – к невозможности его удовлетворить (т.к. фиксированная производительность для данного продукта).
Темп выпуска определяется скоростью самой медленной операции. Поэтому линия должна быть сбалансирована: - каждая стадия должна занимать одинаковое время. ТП может быть max эффективным.
Пример. Для производства 1000 единиц продукции в неделю требуется 800 раб. Часов, длительность рабочей недели – 35 час. Для выполнения плана нужно 23 оператора (800/35) и поточная линия состоит из 23 стадий. Т.к. трудоемкость изготовления одной единицы продукции 800/1000=0,8 или 48 минут, средняя длительность операции на одной стадии 48/23=2,09 мин.
Эффективность лини будет зависить – как близко стадия приближена к идеальному времени. Стадию, которую нельзя разбить на ТО, можно продублировать, чтобы она отнимала не 5 мин, а 2,5, если параллельно её выполняют два оператора. Дальнейшее распаралеривание усложняет ТП.
Поточные линии нельзя применять, где требуется гибкость.
Размещение по группам операций (технологий). Продукт можно сгруппировать по семействам. В основе - схожесть технологических процессов. Учитывать последовательность операций, тип станков, размер. Общий выпуск по семейству будет большим. Размещение оборудования приводит к появлению мелких замкнутых рабочих участков взамен дорогих поточных линий и применим для отдельной части ТП.
Преимущества:
-
сокращение времени наладки оборудования, площадей для хранения запасов, пути прохождения деталей, длительность технологических переходов.
-
Связь работников и мастеров с небольшим семейством продуктов ведет к повышению опыта и компетентности.
-
Повышается мотивация.
Планировка производственных помещений.
С
на практике недостижимо![]() недопустимо
недопустимо
-
Учет стоимостных факторов всех показателей (7.4.).
-
Проведение оптимизации всех затрат.
Обычно:
а) выявляются жестко фиксированные ограничения (размер здания, расположение входящих и исходящих потоков товаров);
б) минимизируются издержки от неиспользованных площадей и потери времени на транспорт и передачу.
Размещение оборудования начинается с плана помещений:
1. Постоянные двери и окна, внутренние несущие стены и колонны.
2. Неструктурные сооружения можно игнорировать.
План – чертежи в масштабе. Можно :
а) на схему накладываются заранее заготовленные квадратики;
б) пластиковые конструкции с учетом высоты;
в) компьютерное моделирование помещений.
3. Особое внимание транспортным перемещениям и минимизировать их. Удобно пользоваться маршрутными (технологическими картами). Пример: фирма производит 6 товаров, применения ТП из 8 стадий.
|
Товар |
Маршрут |
К
Технологическая
карта – таблица, где стадия представлена
и как источник и как пункт назначения
ячейка – маршрут. Число партий
проходящих через определенный маршрут
вносится в соответствующую ячейку.
Так по маршруту от А до В проходят
товары 1, 2, 3 и 5, которые составляют
65% партий. В ячейку впишем 65. Направляя
движения роли не играет. Партии
двигающиеся от Е к Д – эквиваленты
от Д к Е.
|
|
1 |
А, В, С, Д, Е, F |
15 |
|
2 |
А, В, С, Е, G, H |
20 |
|
3 |
А, В, С, E, Д, F, H |
10 |
|
4 |
А, С, Д, F, H |
5 |
|
5 |
А, В, F, Д, G, H |
20 |
|
6 |
А, С, Д, F, G, H |
30 |
|
|
|
|
|
|
|
|
|
|
l |
|
|
l |
||||||||||||||
|
A |
B |
C |
Д |
E |
F |
G |
H |
A |
B |
C |
Д |
E |
F |
G |
H |
|||
|
А |
|
65 |
35 |
|
|
|
|
|
А |
|
65 |
35 |
|
|
|
|
|
|
|
В |
|
|
45 |
|
|
20 |
|
|
В |
|
|
45 |
|
|
20 |
|
|
|
|
С |
|
|
|
50 |
30 |
|
|
|
С |
|
|
|
50 |
30 |
|
|
|
|
|
Д |
|
|
|
|
|
15 |
10 |
20 |
Д |
|
|
|
|
25 |
30 |
20 |
|
|
|
Е |
|
|
|
10 |
|
15 |
20 |
|
Е |
|
|
|
|
|
15 |
20 |
|
|
|
F |
|
|
|
20 |
|
|
30 |
15 |
F |
|
|
|
|
|
|
30 |
15 |
|
|
G |
|
|
|
|
|
|
|
70 |
G |
|
|
|
|
|
|
|
70 |
|
|
H |
|
|
|
|
|
|
|
|
H |
|
|
|
|
|
|
|
|
|
Осталось упорядочить переходы
Далее методом подбора – найдем оптимальное решение. Цель – min путь детали. Специальные компьютерные программы.
|
Количество партий |
70 |
65 |
50 |
45 |
35 |
30 |
30 |
30 |
25 |
20 |
20 |
20 |
15 |
15 |
|
Маршрут |
G/H |
A/B |
C/Д |
B/C/ |
A/C |
C/E |
Д/F |
F/G |
Д/E |
B/F |
Д/G |
E/G |
E/F |
G/H |