Внутренние дефекты горячекатанных заготовок
1.Основные группы дефектов, их характерные признаки, расположение и закономерности трансформации
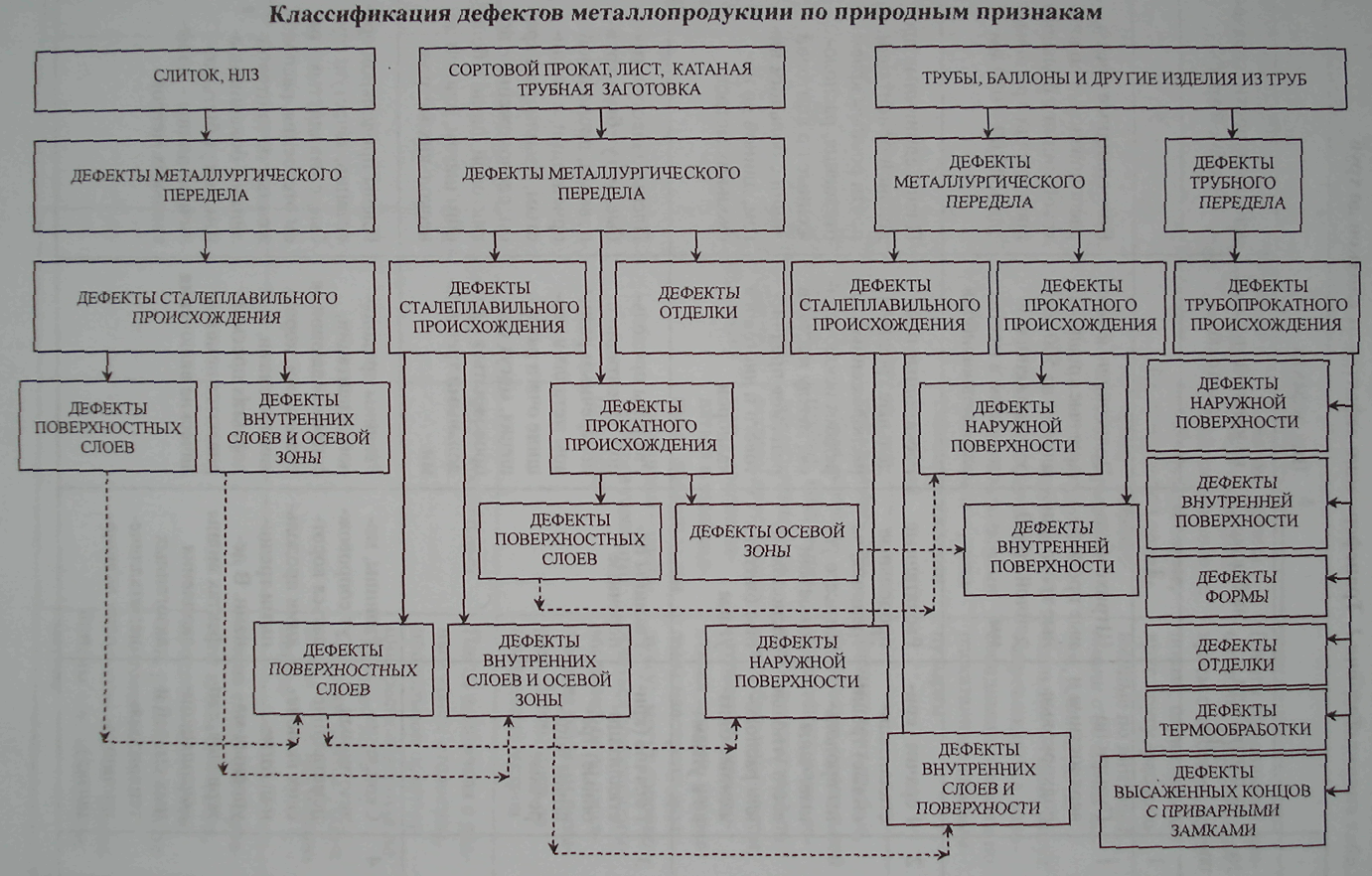
По расположению дефекты литого металла (слитков, непрерывнолитых заготовок) и проката (блюмов, квадратной и круглой заготовки, листа, гильз, труб и т.д.) делят на две основные группы: дефекты наружной поверхности и дефекты центральной (осевой) зоны слитка (НЛЗ), сортового проката и внутренней поверхности гильз, труб. Основные группы делят по природным (генетическим и морфологическим) признакам на подгруппы: пороки наружной поверхности металлопродукции, металлургического (сталеплавильного, прокатного) и трубного переделов.
Пороки центральной (осевой) зоны слитков (НЛЗ) и заготовки, рассмотренные в этой книге, за редким исключением, имеют сталеплавильное происхождение; пороки внутренней поверхности труб могут быть сталеплавильного и трубопрокатного происхождения.
Дефекты сталеплавильного происхождения являются следствием нарушения или несовершенства технологии при производстве слитков (НЛЗ) при выплавке и разливке, а также при их дальнейшей переработке в блюм, катаную заготовку, гильзу, трубу.
Дефекты прокатного происхождения являются следствием нарушения или несовершенства технологии прокатки, настройки станов нагрева металла перед прокаткой при производстве блюмов, катаной заготовки, а также при их дальнейшей переработке в трубы.
Дефекты трубного передела являются следствием нарушения или несовершенства технологии нагрева заготовки перед прокаткой в трубы и состояния инструмента, настройки станов, оборудования для отделки, термообработки.
Каждому дефекту присущ свой внешний вид и расположение на поверхности, а также во внутренних слоях металла изделия, своя форма полости и расположения структурных составляющих.
Каждая подгруппа дефектов имеет свои характерные морфологические и генетические признаки в микроструктуре, которые выявляют в процессе проведения металлографических исследований.
К характерным морфологическим признакам дефектов относятся: конфигурация на поверхности и в поперечном сечении, расположение и повторяемость по периметру и длине (высоте) металла изделия, размеры (длина, ширина, глубина), расположение структурных составляющих и неметаллических включений в сечении, т.е. их строение.
К характерным генетическим признакам относятся: состав структурных составляющих металла вокруг дефекта; обезуглероживание; ликвация легкоплавких компонентов (Р, S, As, Mn и др.); определенные неметаллические включения в полости дефектов, на ее продолжении и вокруг нее; науглероживание, т.е. то, что появляется в литом металле и наследуется прокатом или появляется в нем и наследуется в результате дальнейшей деформации или других видов переработки и сохраняется в готовых изделиях.
Анализ трансформации дефектов по схеме «слиток (НЛЗ) - блюм - круглая катаная заготовка - гильза - труба» устанавливает следующие основные закономерности.
1. Дефекты поверхности слитков и НЛЗ при деформации металла трансформируются в определенные дефекты поверхности трубной катаной заготовки (сортового проката, листа).
2. При трансформации дефектов, имеющих прерывистый характер в слитках (НЛЗ), их развитие в процессе деформации проходит и по промежуточным здоровым участкам металла
3. Дефекты поверхности и макроструктуры слитков (НЛЗ), литой и катаной или кованой трубной заготовки трансформируются на поверхности труб только в плены характерного вида и расположения для каждого типа порока.
4. Все плены металлургического (сталеплавильного и прокатного) происхождения на бесшовных трубах имеют продольную ориентацию и располагаются по винтовой линии с шагом, значительно превышающим величины подачи заготовки в валках прошивного стана за один ее оборот и равным величине подачи, умноженной на коэффициент вытяжки металла при прокатке. Шаг винтовой линии по величине обычно более метра, и тем больше, чем меньше диаметр труб и толщина стенки, т.е. чем больше коэффициент вытяжки металла.
5. Направление винтовой линии, по которой расположены плены наружной поверхности труб, развившиеся из дефектов литой и катаной (кованой) трубной заготовки, обратно направлению вращения валков прошивного стана и обратно направлению движения гильзы при прошивке.
6. Степень грубости плен на трубах (глубина, ширина, форма краев отслоений) зависит от степени грубости и вида исходных дефектов слитков (НЛЗ) и катаной заготовки.
7. Глубина дефектов сталеплавильного происхождения у всех видов проката и в трубах переменная по длине раската и колеблется в широком диапазоне от десятых долей до нескольких миллиметров.
8. Дефекты поверхности трубной заготовки при прокатке ее в трубы развиваются на ее поверхности в оба конца практически одинаково. Поэтому очаги разрушения металла, как правило, расположены в центральных участках по дин-не плен, имеющих характерные изменения в структуре металла. На концах плен по длине разрушение металла затухает по здоровым участкам, не имеющим характерных изменений в микроструктуре.
На схеме и в табл.1 приведена трансформация дефектов от слитков и заготовки до труб.