

Глава 4. Качество поверхности деталей машин
§ 4.1. Геометрические характеристики и физико-механические свойства поверхностного слоя
Качество поверхности детали машин определяется геометрическими характеристиками и физико-механическими свойствами поверхностного слоя.
Поверхность, ограничивающую деталь и отделяющую ее от окружающей среды, называют реальной поверхностью.
Номинальная поверхность- идеальная поверхность, номинальная форма которой задана чертежом или другой технической документацией.
Геометрические характеристики качества обработанной поверхности определяются отклонениями реальной поверхности от номинальной. Эти отклонения можно подразделить на три разновидности:
шероховатость,
волнистость,
отклонение от правильной геометрической формы.
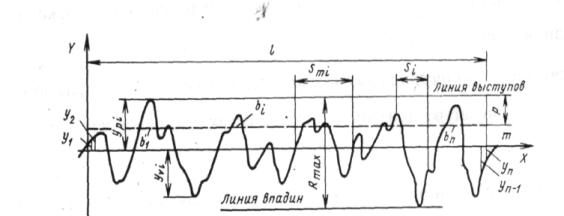
Шероховатостью поверхности называют совокупность неровностей поверхности с относительно малыми шагами, выделенную с помощью базовой длины (рис.3)
![]()
Базовая длина L-длина базовой линии, используемая для выделения неровностей,
 характеризующих
шероховатость поверхности.
характеризующих
шероховатость поверхности.
Базовая линия (поверхность) – линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности.
Шероховатость поверхности оценивается на длине L, которая может содержать одну или несколько базовых длин.
Установлено шесть параметров шероховатости поверхности.
1. Среднее арифметическое отклонение.
2. Высота неровностей профиля по десяти точкам.
3. Наибольшая высота неровностей профиля.
4. Средний шаг неровностей профиля.
5. Средний шаг местных выступов профиля.
6. Относительная опорная длина профиля.
Силы и температура резания оказывают влияние на формирование поверхностного слоя, поэтому его физико-механические свойства отличаются от исходного материала.
Структуру металла поверхностных слоев оценивают металлографическим анализом с помощью металлографических микроскопов.
Для исследования состояния поверхностного слоя широко используют рентгеновский метод, с помощью которого определяют остаточные напряжения и наклеп.
После обработки стальной заготовки в поверхностном слое можно выделить три зоны:
I – зона резко выраженной деформации; характеризуется большими искажениями кристаллической решетки металла, раздроблением зерен, высокой твердостью;
II – зона деформации; в этой зоне наблюдается вытягивание зерен, наволакивание одних зерен на другие, понижение твердости,
III – переходная зона; в этой зоне состояние слоя постепенно приближается к состоянию исходного материала.
Рис.4
Структура поверхностного слоя стальной
детали 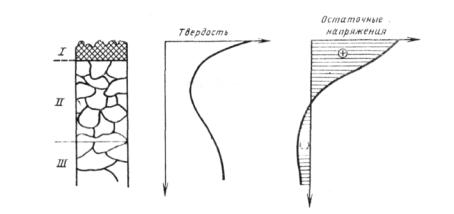
§ 4.2. Факторы, влияющие на качество обработанной поверхности
Факторы, влияющие на качество обработанной поверхности - это методы обработки, режимов резания, геометрических параметров и качества поверхностей режущей части инструмента, пластической и упругой деформации обрабатываемого материала, жесткости системы станок-приспособление-инструмент-заготовка и связанных с ней вынужденных колебаний и вибраций при резании, смазочно-охлаждающей жидкости и др.