

2. Магнитно-электрическое шлифование.
Сущность магнитно-электрического шлифования (МЭШ) заключается в том, что электропроводный шлифовальный круг вводится в контакт с обрабатываемой поверхностью детали, а на круг и деталь подается постоянный электрический ток, причем зона обработки помещается в магнитное поле, вектор магнитной индукции которого перпендикулярен вектору электрического тока. Деталь и шлифовальный круг приводятся во вращение с разной угловой скоростью.

Рисунок 10.8 – Схема магнитно-электрического шлифования.
Физическая сущность МЭШ заключается в следующем:
1) При контакте инструмента – круга с поверхностью обрабатываемой детали замыкается электрическая цепь «круг – деталь», при этом происходят все физические явления, свойственные контактной магнитно-электрической обработке (МЭО) (разогрев поверхности, её размягчение, расплавление, выброс расплава и пластичного материала).
2) При контакте абразивного круга с обрабатываемой поверхностью образуется стружка, которая по мере движения зерна увеличивается и замыкает межэлектродный промежуток δ между деталью и кругом.
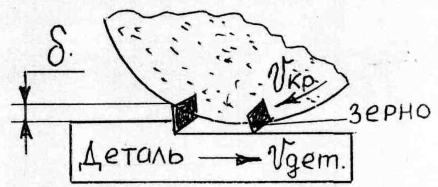
Рисунок 10.9 – Схема взаимодействия зерна круга с деталью.
Такое короткое замыкание приводит практически к мгновенному ее расплавлению, распылению магнитным полем и удалению продуктов расплава с большой скоростью из зоны обработки, при этом очищается зерно и круг не засаливается, а расплав нагревает и обрабатывает набегающую поверхность детали.
При подобном явлении сзади стоящего (последующего) зерна расплав и пластичный материал создают дополнительную опору задней поверхности зерна, увеличивая режущую способность, так как может воспринимать большее усилие.
Исследованием было установлено, что абразивные зерна обладают пьезоэлектрическим эффектом (изменением объемов при наложении разности потенциалов; либо изменение потенциала при его деформации).
Так как процесс протекает при импульсном токе разных частот и гармоник, то зерна вибрируют, осциллируя с той же частотой, что интенсифицирует процесс шлифования, улучшает качество поверхности и изменяет физико-механические свойства.
Пользуясь этим эффектом, можно управлять процессом МЭШ, так как наибольший импульс происходит при разрушении зерна.
Если звук усиливать через усилитель, то можно услышать как зерно «кричит», что сигнализирует о его предельной режущей возможности.
Так как часто в качестве абразивного материала шлифовальных кругов используется электрокорунд (Al2O3– рубин), то при наложении электрического потенциала магнитного поля происходит возбуждение энергии кристалла (его «накачка»), следовательно, он может излучать кванты энергии.
Это в свою очередь воздействует на обрабатываемую поверхность, интенсифицирует процесс, дополнительно снимает материал детали и приводит к изменениям физико-механических свойств поверхности.
Все эти основные факторы позволяют вести процесс шлифования с производительностью значительно выше производительности обычного шлифования.