5.2.3 Внесение внешних изменений в шаблоны деталей
Шаблон с внесенными внутренними изменениями копируют на лист бумаги для разработки лекал. Отмечают на нем все конструктивные, декоративные линии и контрольные знаки. Далее переходят к расчету величин технологических припусков на швы.
Общая величина технологического припуска может включать в себя следующие составляющие:
-
припуск на шов (Пш) – проектируется в соответствии с конструкцией шва, которая зависит от модели изделия, конфигурации среза, свойств материала и определяется по ГОСТ 12807-88 «Изделия швейные. Классификация стежков, строчек и швов», по ОСТ 17-835-86 «Изделия швейные. Технические требования к стежкам, строчкам и швам»;
-
припуск на кант (Пк) – проектируется равным толщине основного материала;
-
припуск на толщину материала (Птм) – проектируется в случае, когда припуск на шов огибает многослойный пакет большой толщины;
-
припуск на огибание (Пог) – проектируется, когда одна деталь огибает другую;
-
припуск на осыпаемость (Пос) – проектируется только для осыпающихся тканей;
-
припуск на подгибку (Пподг) – проектируется в зависимости от вида шва и материала;
-
припуск на подрезку (Пподр) – проектируется для деталей симметричных декоративного назначения, если на срез выходит большое количество швов (например, линия низа изделия), если в пакет изделия входят материалы с различными свойствами (например, полочка дублируется, а спинка нет), если срез подвергается деформации (например, сутюживание или оттяжка), если оборудование не позволяет получить точный крой.
Припуски на подрезку увеличивают расход материала и трудоемкость изделия, поэтому необходимо стремиться к минимальной подрезке.
Величины проектируемых технологических припусков представлены в таблице 11.
Таблица 11 - Величины проектируемых технологических припусков.
|
Наименование Эскиз детали |
Наименование среза |
Структурная схема шва |
Составляющие технологического припуска, см |
Побщ |
||||||
|
Пш |
Пк |
Птм. |
Погиб. |
Пос. |
Пподг. |
Пподр. |
||||
|
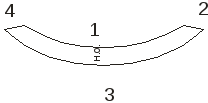
Центральная часть спинки
|
1 – срез горловины 2 – плечевой срез
3 –срез проймы
4 – срез рельефа
5 – нижний срез
6 – средний срез
|
|
1,0
1,0
1,0
1,0
0,6
1,0 |
0,1 |
|
|
|
|
|
1,0
1,0
1,0
1,0
0,7
1,0
|

Продолжение таблицы 11
|
Наименование Эскиз детали |
Наименование среза |
Структурная схема шва |
Составляющие технологического припуска, см |
Побщ |
||||||
|
Пш |
Пк |
Птм. |
Погиб. |
Пос. |
Пподг. |
Пподр. |
||||
|
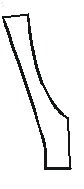
Боковая часть спинки
|
1- срез проймы
2-боковой срез 3 – нижний срез
4- внутренний срез
|
|
1,0
1,0
1,0 |
|
|
|
|
|
|
1,0
1,0
1,0
|
|
Продолжение таблицы 11 |
||||||||||
|
Центральная часть полочки
|
1-срез горловины
2-срез борта
3-нижний
4- срез рельефа
5- срез проймы
|
|
1,0
1,0
0,6
1,0
1,0
|
0,1 |
|
|
|
|
0,5 |
1,0
1,0
1,2
1,0
1,0 |


Продолжение таблицы 11
|
Наименование Эскиз детали |
Наименование среза |
Структурная схема шва |
Составляющие технологического припуска, см |
Побщ |
||||||
|
Пш |
Пк |
Птм. |
Погиб. |
Пос. |
Пподг. |
Пподр. |
||||
|
Боковая часть полочки
|
1- срез проймы 2-боковой срез 3 – нижний срез
4- внутренний срез
|
|
1,0
1,0 1,0
1,0 |
|
|
|
|
|
|
1,0
1,0 1,0
1,0 |

Продолжение таблицы 11
|
Подборт
|
1-плечевой срез 2-срез горловины 3-срез подборта 4-нижний
5-внутренний срез
|
|
1,0
1,0
1,0
0,6 1,0
|
|
|
|
|
|
0,5 |
1,0
1,0
1,0
1,1 1,0
|
Окончание таблицы 11
|
Обтачка горловины спинки
|
1 – срез втачивания в горловину 2,4 – боковой срез 3 – нижний срез |
|
1,0
1,0
1,0 |
|
|
|
|
|
|
1,0
1,0
1,0 |
|
Обтачка низа изделия
|
1-верхний
2,4 – боковой 3- нижний |
|
1,0
1,0
0,6 |
|
|
|
|
|
|
1,0
1,0
0,6 |