

6.3.2.4 Компоновочные схемы и основные характеристики металлорежущих станков.
3М151 станок круглошлифовальный
Для наружного шлифования гладких и прерывистых цилиндрических и пологих конических поверхностей методами продольного и врезного шлифования в условиях единичного, серийного и крупносерийного производства.
параметры ед. изм. величины
Класс точности П
Диаметр обрабатываемой детали мм. 200
|
|
|
|
|
|
ТП 2-360101 И-41 2011 |
Лист |
|
|
|
|
|
|
8 |
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |
Длина детали мм. 700
Мощность главного привода кВт 10
Габариты станка
- длина мм. 4635
- ширина мм. 2450
- высота мм. 2170
Вес станка кг. 6032
Аналоги: 3М152МВФ2-01

Рисунок 2 Круглошлифовальный станок 3М151Ф2.
А – станина; Б – передняя бабка; В – стол; Г – шлифовальный круг; Д – правочный механизм; Е – задняя бабка.
Круглошлифовальный станок 3М152. Станок предназначен для наружного шлифования гладких и прерывистых цилиндрических и пологих конических поверхностей методами продольного и врезного шлифования.
Класс точности станка – П.
Диаметр обрабатываемой детали – 200 мм
Длина обрабатываемой детали – 1000 мм
Пределы частот вращения шпинделя – 840 – 1590 об/мин
Мощность двигателя главного движения – 10 КВт.
|
|
|
|
|
|
ТП 2-360101 И-41 2011 |
Лист |
|
|
|
|
|
|
9 |
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |
Токарно-винторезный станок 16К20 предназначен для различных токарных работ; нарезания правой и левой метрической, дюймовой, модульной и питчевой одно- и многозаходных резьб с нормальным и увеличенным шагом; нарезания торцовой резьбы и т. д.
Наибольший диаметр обрабатываемой заготовки над станиной – 400 мм;
Наибольший диаметр заготовки над суппортом – 220 мм;
Наибольший диаметр обрабатываемого прутка – 50 мм;
Количество скоростей шпинделя – 22;
Пределы частот вращения шпинделя – 12,5-1600 об/мин;
Предельные продольные подачи – 0,05-2,8 мм/об;
Предельные поперечные подачи – 0,025-1,4мм/об;
Мощность электродвигателя – 10 кВт;
Частота вращения его сала – 1460 об/мин;
Габаритные размеры: 2505×1190×1500мм.
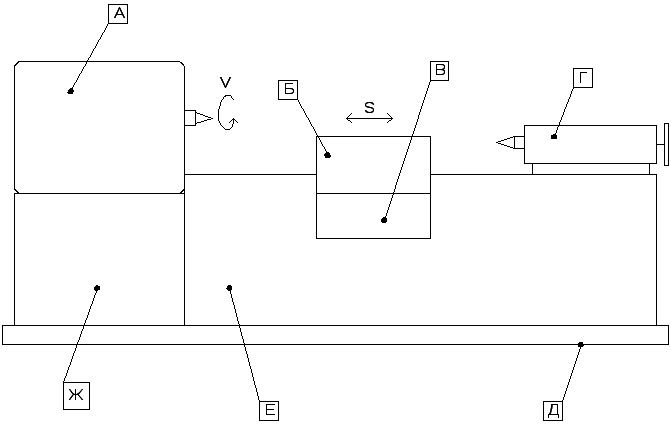
Рисунок 3 Токарно-винторезный станок 16К20.
А – передняя бабка; Б – суппорт; В – фартук; Г – задняя бабка; Д – основание; Е – станина, Ж – коробка подач.
Горизонтально-фрезерный станок 6М83Г предназначен для обработки наружных и внутренних поверхностей различной конфигурации, на станке можно прорезать прямые и винтовые канавки, нарезать наружные и внутренние резьбы, обрабатывать зубчатые колеса. Горизонтально-фрезерный станок имеет поворотный стол, который помимо возможности перемещения в трех взаимно перпендикулярных направлениях может быть повернут вокруг своей вертикальной оси на ±450 . Это позволяет обрабатывать на станке винтовые канавки и нарезать косозубые колеса. Хобот у горизонтальных станков служит для закрепления кронштейна, поддерживающего конец фрезерной оправки.
Размеры рабочей поверхности станка: 320×1250мм;
Наибольшее продольное перемещение стола – 800 мм;
Наибольшее поперечное перемещение стола – 240 мм;
Наибольшее вертикальное перемещение стола – 360 мм;
Наибольший угол поворота стола ±450;
Число частот вращения шпинделя – 18;
Мощность главного двигателя – 7,5 кВт;
Частота вращения вала двигателя – 1460 об/мин;
Габаритные размеры: 2260×1785×1680.
Вертикально-фрезерные станки применяют для фрезерования крупных деталей с большим сечением среза. Вертикальные станки имеют большую мощность, высокие частоты вращения шпинделя и величины подач стола.
Основные данные станка:
Размер рабочей поверхности стола: 1000×2500 мм;
Частота вращения шпинделя – 25-1250 об/мин;
Подача – 20-1500мм/мин;
Мощность электродвигателя – 22 кВт;
Габаритные размеры: 6500×4550×4700 мм;
Масса – 23,6 т.
|
|
|
|
|
|
ТП 2-360101 И-41 2011 |
Лист |
|
|
|
|
|
|
10 |
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |

Рисунок 4 Горизонтально-фрезерный станок 6М83Г.
А – станина; Б – хобот; В – стол; Г – салазки; Д – консоль; Е – основание.
|
|
|
|
|
|
ТП 2-360101 И-41 2011 |
Лист |
|
|
|
|
|
|
11 |
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |