

9.2.3. Точность воспроизведения обводов агрегатов
В каркасном агрегате обводы обеспечиваются поверхностями, определяющими внешний контур, а также вписываемостью агрегатов в основной агрегат, например, навесок элеронов, рулей, закрылков, предкрылков и др. Качество внешней поверхности агрегата должно выбираться из условий снижения дополнительного сопротивления, обусловленного производственными неровностями и выступающими элементами, до 3% от значения коэффициента сопротивления аэродинамически гладкого самолета при нулевой подъемной силе.
Согласно ОСТу 1.02.507.84 внешнюю поверхность самолета можно разбить на три зоны: 0, 1 и 2. Нулевая зона включает передние участки агрегатов самолета, на которых осуществляется ламинарный режим обтекания. Первая зона – верхнюю поверхность крыла, поверхность от носа фюзеляжа до хвостика бортовой хорды крыла, на хвостовом оперении поверхность от носка до 50% хорды. Вторая зона – всю остальную внешнюю поверхность самолета.
Например, некоторые требования к качеству внешней поверхности дозвуковых самолетов приведены в таблице № 9.3.
Таблица № 9.3
|
Наименования требования |
Схема поверхности |
Норма по зонам поверхности | |||||||
|
0 |
1 |
2 | |||||||
|
Шероховатость Rz, мкм |
— |
2 |
5 | ||||||
|
Волнистость, мм (n = h/l) |
|
l= 0,5 h= 0,001 |
1,0 0,002 |
1,5 0,003 | |||||
|
|
|
|
|
| |||||
|
Продолжение таблицы № 9.3 | |||||||||
|
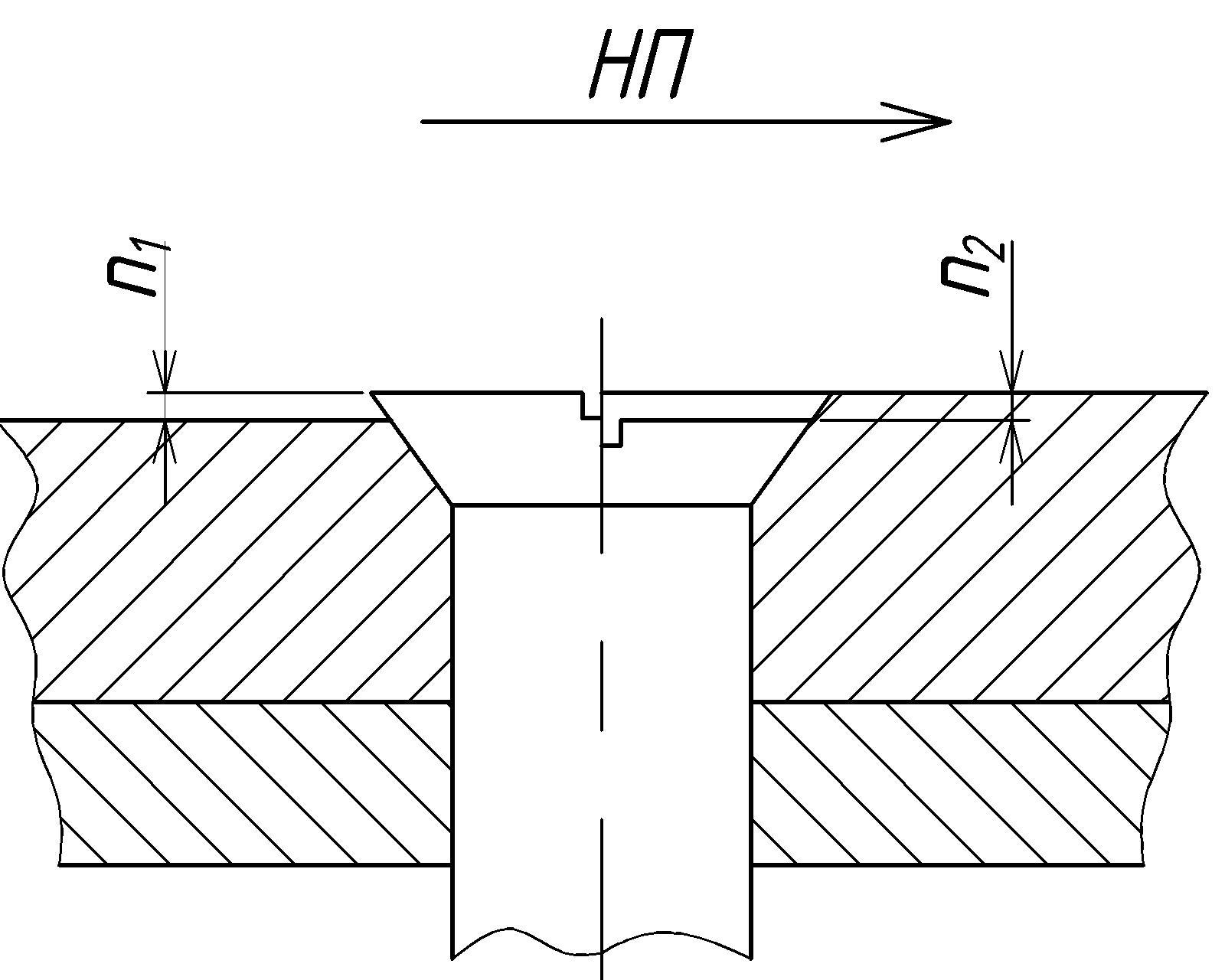
Выступание или западание съемных болтов, мм |
|
n1 = 0,05 n2 = 0,05 |
0,05 0,25 |
0,05 0,25 | |||||
|
Утяжка от заклепок, мм |
|
0,05 |
0,10 |
0,20 | |||||
|
Уступы на стыках листов обшивок, панелей, мм |
|
n1 = 0,1 n2 = 0,2 |
0,2 0,2 |
0,4 0,4 | |||||
|
Зазоры между обшивками, люками, мм |
|
При ширине проема: | |||||||
|
1,5 м <3,0 м >5,0 м |
5 7 12 | ||||||||
|
Уступы на дверях, грузовых люках шасси, мм |
|
n1 = 2,0 n2 = 3,0 | |||||||
|
Зазоры в стыках листов обшивок, мм |
— |
При толщине листов: | |||||||
|
< 2,0 мм > 2,0 мм >4,0 мм |
1 1,5 2 | ||||||||
|
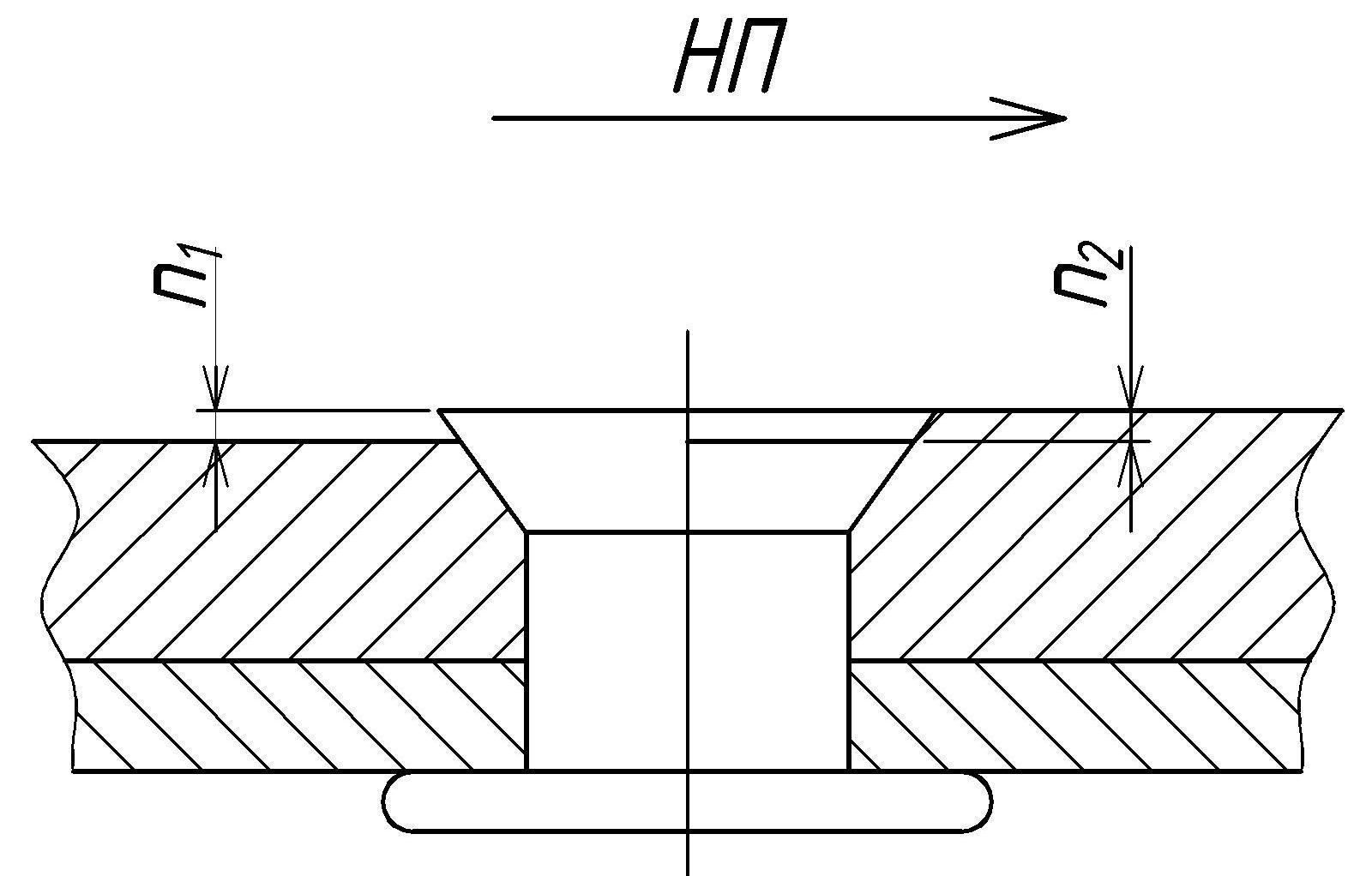
Выступание или западание головок заклепок, мм |
|
n1 = 0,05 n2 = 0,05 |
0,10 0,05 | ||||||
|
|
|
| |||||||
|
Продолжение таблицы № 9.3 | |||||||||
|
Невписываемость закрылка, элерона, рулей и др. в контур крыла, киля и стабилизатора, мм |
|
n1 = 2 n2 = 3 | |||||||






Качество обводов агрегатов самолета характеризуют следующие виды отклонений:
шероховатость – совокупность микроотклонений поверхности;
уступы и зазоры – ступенчатые отклонения и не плотности прилегания поверхностей торцевых частей деталей по стыкам и разъемам сборных частей агрегата; местные выступания, западания поверхности вследствие утяжки при клепке и др.;
отклонения сечения – отклонение действительного положения сечения от теоретического;
волнистость – волнообразное отклонение поверхности; отклонение обвода агрегата планера от теоретического.
Шероховатостьзависит от качества поверхности обшивок и других деталей, выходящих на обвод агрегатов (крыла, фюзеляжа, ГО, ВО и др.), и определяется в основном технологическими процессами производства. Для защиты качества поверхности изготовленных деталей от случайных механических повреждений, поверхности обшивок защищают полимерными материалами или оклеивают плотными сортами бумаги. После окончательной сборки агрегата с целью защиты от коррозии и улучшения качества производят грунтовку и окраску внешней поверхности агрегата специальными лаками.
Уступы и зазорыв стыках обшивок и других обводообразующих деталей агрегатов дифференцируются на продольные и поперечные, а для поперечных уступов – по потоку и против потока. С целью снижения отрицательного влияния уступов и зазоров в стыках на аэродинамические характеристики самолета используют различные технологические приемы, такие как: снятие фасок в местах уступов; копирование обреза одной из стыкуемых обшивок, имеющей припуск, относительно другой, окончательно обрезанной; тщательная подгонка стыкуемых деталей или шпатлеванием.
Вписываемость съемных обводообразующих деталей и узлов (типа крышек, люков, створок) с одновременным устранением зазоров и уступов эффективно обеспечивается методом облойного гермотиснения. В этом случае слой герметика между съемным элементом конструкции и каркасом является компенсатором погрешностей исполнительных размеров деталей и сборки.
Одновременно гермотиснение обеспечивает пыле- и влагонепроницаемость во внутренние полости планера.
Выступание и западание потайных головок заклепок и болтов.Качество поверхности обеспечивается либо правильным зенкованием отверстия под болт или заклепку, либо путем доработки замыкающего звена – головки заклепки, методом фрезерования.
Местные выступания и западания поверхности проявляются в виде утяжек (провалов) в районе положения заклепки. Основным методом исключения данного вида дефектов является отработка и соблюдение технологии сверлильных, клепальных и монтажных работ при изготовлении агрегатов.
Отклонения действительного контура от теоретического. Отклонение определяется путем замеров от обводов рубильников сборочного приспособления, от эквидистантных шаблонов и в контрольно-измерительных приспособлениях.
Если поверхность агрегата контактирует с внутренними элементами конструкции, необходимо предусмотреть компенсирующие элементы, которые снизили бы производственные погрешности изготовления деталей.
К типовым компенсирующим элементам относятся:
Специальные кронштейны с соединениями в плоскости стыка. Непросверленные отверстия в таких кронштейнах играют роль припусков. Припуски удаляют путем совместного рассверливания, что позволяет компенсировать погрешности изготовления деталей и сборки узлов и агрегатов;
Припуски по длине обшивки и длине профилей;
Прокладки переменной толщины, равной зазору между контактирующими поверхностями деталей.