

Крыло чертежи / Фюзеляж / 561479
.pdfРазмещено на http://www.allbest.ru/
здесь усилие снятие в суммировании не учитывается, т.к. снятие происходит на обратном ходе пресса, а суммарное усилие складывается из величин, действующих при прямом ходе пресса.
Определим требуемое усилие пресса:
Рпресса = 1,25·Ршт = 49382 Н.
5.1.7 Расчет исполнительных резмаров рабочих деталей штампа,
определение центра давления штампа, конструирование штампа Центр давления штампа. Ось равнодействующей усилий штамповки
должна совпадать с осью хвостовика штампа. Иначе возникнут перекос штампа, неравномерность зазоров между матрицами и пуансонами, износ направляющих пресса и даже поломка штампа. Центр давления находят из равенства момента равнодействующей моменту усилий штамповки относительно одной и той же оси.
Выполним расчет центра давления штампа:
хЦД = Σ(хi·Si) / ΣSi,(5.3) yЦД = Σ(yi·Si) / ΣSi,(5.4)
где xi – координата i-го контура элемента по оси x; yi – координата i-го контура элемента по оси y;
Si – площадь i-го элемента.
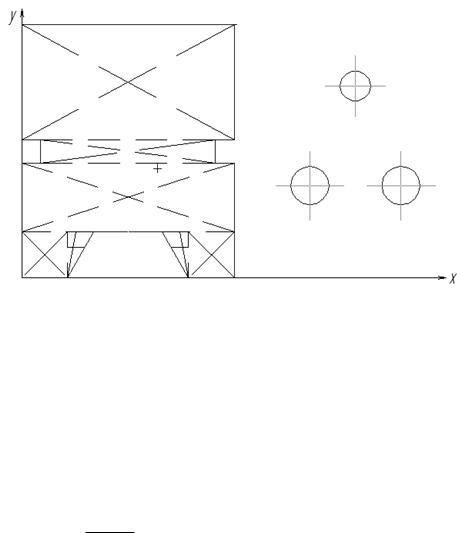
Расчет центра давления штампа выполним и представим в табл. 5.1
(рис.5.6).
Табл.5.1
№ контура |
x |
y |
S |
|
|
|
|
1 |
14 |
25,5 |
86 |
|
|
|
|
2 |
14 |
16,5 |
52 |
|
|
|
|
3 |
14 |
10,5 |
74 |
|
|
|
|
Размещено на http://www.allbest.ru/
4 |
3 |
3 |
24 |
|
|
|
|
5 |
25 |
3 |
24 |
|
|
|
|
6 |
6,77 |
4 |
16,42 |
|
|
|
|
7 |
21,23 |
4 |
16,42 |
|
|
|
|
8 |
44 |
25 |
12,57 |
|
|
|
|
9 |
38 |
12 |
15,71 |
|
|
|
|
10 |
50 |
12 |
15,71 |
|
|
|
|
центр давления |
230 |
115,5 |
|
|
|
|
|
Рис. 5.6. Определение центра давления штампа
Форма матрицы определяется формой и размерами штампуемой детали. Наименьшие габаритные размеры матрицы зависят от размеров рабочей зоны: 70 х 40 –не менее 125 х80мм.
Определим толщину матрицы:
Hм=S+Км 
 ар bp +7,
ар bp +7,
где S – толщина штампуемого материала; a p иbp - размеры рабочей зоны матрицы;
Км – коэффициент, Км =0.6,

Размещено на http://www.allbest.ru/ Hм=4+0.6 
 70 40 +7=14.89 мм.
70 40 +7=14.89 мм.
Проверим, достаточной ли толщины матрица:
Нм= 3  100 P 3
100 P 3  100 49.38 17.02 мм.
100 49.38 17.02 мм.
Необходимая толщина матрицы Hм=20мм.
Расстояние осей болтовых отверстий от наружного контура (или рабочего) матрицы 10мм.
Расстояние от оси винта до оси штифта не менее 16мм.
Выбираем винты М8 и штифты D8мм Конструирование штампа.
Подача полосы – справа налево по направляющим линейкам.
Фиксация заготовок – на первом этапе по временному упору, затем на каждом рабочем ходу фиксация по постоянному упору. Взаимное расположение внутренних и внешнего контуров детали обеспечивается ловителями.
Способ съема деталей и удаления отходов – используем штамповку "на провал", когда отход и готовые детали (отдельно друг от друга) после пробивки-вырубки проваливаются в заранее приготовленные контейнеры.
Обычно штамп состоит из следующих основных деталей: верхней плиты, нижней плиты, пуансонов, матрицы, направляющих втулок и колонок, пуансонодержателя, съемника и хвостовика. Кроме этого, в штампе имеются крепежные детали, а также детали, предназначенные для направления и фиксации заготовки, съема детали или отхода.
К плитам крепятся рабочие части штампа, через плиты передается усилие пресса, на них монтируются направляющие и другие устройства.
Комплект из верхней и нижней плит с направляющими устройствами называется блоком, без направляющих устройств – пакетом. Формы и
Размещено на http://www.allbest.ru/
размеры плит определяются отраслевыми нормалями. При одинаковых размерах плит в плане нормали предусматривают плиты разной толщины.
Хвостовики, служащие для крепления верхней части штампа к ползуну,
также нормализованы.
Пуансонодержатель предназначен для крепления пуансонов. Верхняя плоскость его шлифуется в сборе с пуансонами для обеспечения соосности последних с матрицами. Отверстия для запрессовки пуансонов должны быть строго перпендикулярны к опорной плоскости пуансонодержателя.
Пуансонодержатели крепятся к верхней плите винтами с фиксацией штифтами, что предотвращает, смещение пуансонов относительно матрицы при работе штампа и ремонте его.
Направляющие колонки и втулки служат для направления верхней части штампа относительно нижней. Форма и размеры их нормализованы.
Втулки запрессовываются в верхнюю плиту штампа, а колонки – в нижнюю плиту по посадке с натягом. Посадка рабочей части колонки скользящая. Для крупных штампов нижнюю часть колонки выполняют того же диаметра, что и наружный диаметр втулки. Это позволяет совместно разделать отверстия в верхней и нижней плитах.
К фиксирующим деталям штампа относятся направляющие планки,
упоры, ловители. Направляющие планки служат для фиксации полосы в направлении, перпендикулярном к подаче полосы. Упоры предназначены для фиксации подачи полосы на шаг штамповки. В последовательных штампах одного упора недостаточно для точной фиксации полосы: упор не обеспечивает точного совпадения внутренних и наружных контуров детали.
Для этого используются ловители, которые устраняют погрешность подачи.
Для снятия деталей и отходов с пуансонов и матриц применяется съемник.
В штамповочном производстве для изготовления сравнительно небольших деталей чаще всего применяют механические прессы – ввиду большого числа ходов ползуна они отличаются высокой производительностью.
Размещено на http://www.allbest.ru/
Последовательность сборки штампа:
1.Запресовать в нижнюю плиту направляющие колонки;
2.Запрессовать в пуансонодержатель пуансон-матрицу, шлифовать;
3.Установить пуансон-матрицу на нижнюю плиту;
4.Крепить ступенчатыми винтами;
5.Развернуть отверстия под штифты в плите и пуансонодержателе;
6.Установить штифты, крепить винтами;
7.Установить съемник;
8.Крепить винтами;
9.Запрессовать хвостовик в верхнюю плиту;
10.Запрессовать в верхнюю плиту направляющие втулки;
11.Вставить толкатель в хвостовик;
12.Положить траверсу на толкатель;
13.Установить подставную плиту;
14.Закрепить пуансон в пуансонодержателе;
15.Установить толкающие штифты;
16.Установить пуансонодержатель на подкладную плиту;
17.Крепить ступенчатыми винтами;
18.Установить выталкиватель;
19.Установить матрицу;
20.Обеспечить зазор между пуансоном и матрицей;
21.Крепить ступенчатыми винтами;
22.Рассверлить отверстие под штифты;
23.Скрепить винтами;
24.Установить штифты;
25.Собрать верхнюю и нижнюю части штампа и обеспечить зазор по направляющим колонкам.
Допуски и посадки в сопрягаемых конструктивных элементах штампа
Приведем виды посадок и перечень сопрягаемых деталей,
применяемых в нашем штампе:
Размещено на http://www.allbest.ru/
- нижняя плита и направляющая колонка:
посадка с натягом 22 Sh67 ;
- верхняя плита и втулка:
посадка с натягом 30 Hs67 ;
- пуансон и пуансонодержатель:
посадка с натягом 28 Hm87 , 8 Hm67 , 6,4 Hm67 ;
- штифты:
посадка с натягом 8 Hm87 ;
- винты:
посадка с натягом 8 Hg87 ;
- хвостовик и верхняя плита:
посадка с натягом 42 Hm67 .
5.1.8 Расчет деталей штампа на прочность и жесткость; обоснование выбора пресса для спроектированного штампа, его техническая характеристика
Расчѐт опорной поверхности головки пуансона на смятие производится по формуле:
см FP ;
где см-напряжение смятия опорной поверхности;
[σсм]=1.5 σв; [σсм]=1.5 ·280=420Мпа;

Размещено на http://www.allbest.ru/
Р-расчѐтное усилие;
F-опорная поверхность пуансона.
Пуансон для пробивки отверстия d=5мм:
P1 Pтехнол.1. 3390.96Н ; |
||||
F 50.2 10 6 м2 ; |
|
|||
1 |
|
|
|
|
см.1. |
Р1 |
|
3390.96 |
102.7МПа. |
F |
50.2 10 6 |
|||
|
1 |
|
|
|
Пуансон для пробивки отверстия d=4мм:
P1 Pтехнол.1. 2712.77Н ; |
||||
F 28.27 10 6 м2 ; |
|
|||
1 |
|
|
|
|
см.1. |
Р1 |
|
2712.77 |
105.4МПа. |
F |
28.27 10 6 |
|||
|
1 |
|
|
|
Пуансон для вырубки по контуру:
Р3 Ртехнол.3. 314100H ; |
|
|||
F 781.77мм2 ; |
|
|||
3 |
|
|
|
|
см.к. |
Р2 |
|
314100 |
401.8МПа. |
F |
781.77 10 6 |
|||
|
2 |
|
|
|
следовательно, между верхней плитой и пуансонодержателем ставим стальную калѐную прокладку для предотвращения смятия опорной поверхности.
Расчѐт пуансонов на сжатие в наименьшем сечении Расчѐт производим по формуле:
сж FР сж ;

Размещено на http://www.allbest.ru/
где сж- напряжение сжатия;
сж - допускаемое напряжение сжатия (для обычных пуансонов из закалѐнной инструментальной стали сж =1600Мпа).
Пуансон для пробивки отверстия d=5мм:
сж.1. |
|
Р2 |
|
3390 .96 |
172 .7МПа сж |
F |
19.63 10 6 |
||||
|
|
2 |
|
|
|
Пуансон для пробивки отверстия d=4мм:
сж.1. |
|
Р2 |
|
2713 |
215 .89МПа сж |
F |
12.56 10 6 |
||||
|
|
2 |
|
|
|
Пуансон для вырубки по контуру:
сж.3. |
|
Р3 |
|
314100 |
401 .8МПа сж |
F |
781 .77 10 6 |
||||
|
|
3 |
|
|
|
Итак, все напряжения сжатия меньше допустимых. Расчѐт свободной длины пуансонов на продольный изгиб производим по формуле:
l 4.43 |
|
E J |
|
, |
|
n P |
|||||
|
|
|
|
где E 2.2 105 МПа-модуль упругости;
J-момент инерции сечения;
n-коэффициент безопасности (для закалѐнной стали n=2…3).
Пуансон для пробивки отверстия d=5мм:

Размещено на http://www.allbest.ru/
J |
|
d 4 |
|
3.14 0.005 |
4 |
3.06 10 11 м4 ; |
|||
64 |
|
64 |
|
||||||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
||||
l |
4.43 |
2.2 1011 3.06 10 11 |
|
139.6мм. |
|||||
|
2 3390.96 |
||||||||
|
|
|
|
|
|
|
|||
Пуансон для пробивки отверстия d=4мм:
J 2 |
|
d 4 |
|
3.14 0.004 |
4 |
1.25 10 11 м4 ; |
|||||
64 |
64 |
|
|||||||||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||||
l |
4.43 |
|
|
2.2 1011 1.25 |
10 11 |
|
99.7 мм. |
||||
|
|
|
2 2713 |
|
|||||||
|
|
|
|
|
|
|
|
|
|||
Пуансон для вырубки по контуру:
J |
8.3 10 8 м4 ; |
|
|
|||
|
|
|
|
|
|
|
l2 |
4.43 |
2.2 1011 8.3 10 8 |
|
24.мм. |
||
2 314100 |
||||||
|
|
|
|
|
||
Наименьшей будет длина пуансона для вырубки по контуру, еѐ и принимаем для всех пуансонов.
Выбор пресса, его характеристики:
В штамповочном производстве сравнительно небольших деталей чаще всего применяют механические прессы, ввиду большого числа ходов ползуна они отличаются высокой производительностью.
Выбор механического пресса должен основываться на следующих критериях:
1.Нужное усилие штамповки Pшп должно быть меньше или равно номинальному усилию Pн , развиваемому прессом;
2.Величина хода ползуна должна соответствовать процессу штамповки;
Размещено на http://www.allbest.ru/
3.Закрытая высота пресса должна соответствовать закрытой высоте
штампа.
4.Габариты стола и ползуна пресса должны соответствовать размерам штампа, чтобы установить и закрепить штамп, подавать заготовку.
Отверстия в столе должны обеспечивать возможность выпадения детали и отходов.
Число ходов пресса должно обеспечивать высокую производительность работы
Для изготовления данной детали методом листовой штамповки был выбран пресс КД2318А со следующими характеристиками:
усилие пресса63 кН;
размеры подштамповой плиты300Ч200 мм;
диаметр хвостовика40 мм;
минимальный ход пресса5 мм;
максимальный ход пресса130 мм;
минимальная закрытая высота пресса170 мм;
максимальная закрытая высота пресса250 мм;
диаметр провального окна пресса160 мм.
5.1.9 Описание места рабочего и техники безопасности при штамповке детали
Правильная организация труда штамповщика, планировка и организация его рабочего места обеспечивают высокую производительность и полную загрузку рабочего.
Организация рабочего места - это правильная его планировка,
содержание пресса и штампа в исправности, а рабочее место в чистоте.
Основные положения организации труда штамповщика[13]:
штамповщик должен освобождаться от работ, не связанных с рабочим местом; обслуживание пресса (регулировку, уход, смазку) осуществляет