

Крыло чертежи / Фюзеляж / 561479
.pdfРазмещено на http://www.allbest.ru/
муфты. На ушковый наконечник, соединяемый с кронштейном двигателя,
наворачивается гайка с зазором от контргайки, что обеспечивает снятие и установку двигателя на самолет без его последующей нивелировки.
Контргайка у муфты на одном ушковом наконечнике тяги и гайка на другом.
Заднее крепление является креплением двигателя к задней балке пилона и воспринимает вес, боковые силы, крутящий момент относительно вертикальной и продольной осей.
Заднее крепление состоит из нерегулируемого узла вращающегося в вертикальной плоскости. Соединение осуществляется с помощью болтов и гаек. Контргайки и муфты тяг переднего крепления двигателя контрятся между собой проволокой; болтовые соединения – шплинтами. Кронштейны крепления двигателя и фланец с втулкой и шаровой опорой под шкворень устанавливаются с помощью болтовых и шпилечных соединений на двигатель при его доукомплектовке перед установкой на пилон. При установленном на самолете двигателе должен быть обеспечен зазор между буртиком шкворня и шаровой опорой. В переднем и заднем поясах крещения двигатель имеет металлизацию. В переднем поясе перемычка металлизации одним концом крепится к заднему фланцу корпуса КНД, а другим - к
кронштейну, приклепанному к стенке нервюры пилона. В заднем поясе перемычка металлизации одним концом крепится к кронштейну крепления траверсы, - а другим - к нижнему концу задней балки пилона .
4.3.5 Выводы Анализируя полученные результаты, можно сказать, что
спроектированная система крепления двигателя отвечает основным требованиям, предъявляемым к ней, а именно: обеспечивает безотказную и надежную работу двигателей, выдержет расчетные нагрузки и колебания при полете самолета.

Размещено на http://www.allbest.ru/
5. Разработка технологии изготовления детали самолета
5.1 Разработка технологического процесса листовой штамповки и проектирование штампа
5.1.1 Разработка детали самолета Разрабатываемая деталь в самолетостроении используется в качестве
скобы. Эскиз детали приведен на рисунке5.1
Рис.5.1 Эскиз детали
5.1.2 Конструктивно-технологический анализ детали, выбор заготовки,
схемы штамповки Анализ чертежа детали (рис. 5.1) позволяет сделать следующие
выводы: конструкция данной детали имеет несложную конфигурацию,
габариты 33х28 мм. Размер пробивных отверстий больше минимально допустимого (d > 1,3S). Наименьшее расстояние от края отверстия до прямолинейного наружного контура больше минимально допустимого (не
Размещено на http://www.allbest.ru/
менее S), диаметр отверстий равен 4 мм и 5мм. Данная деталь изготовлена из сплава АМЦ ГОСТ 21631-76. В качестве заготовки используется лист толщиной 1,5 мм. Сплав АМЦ обладает высокими пластическими свойствами, что позволяет изготавливать деталь штамповкой.
5.1.3 Анализ технологичности конструктивных элементов детали В качестве основных показателей технологичности деталей
установлены уровни технологичности по трудоемкости и технологической себестоимости. Впроцессе изготовления детали будем стремится к максимальному снижению указанных показателей. Будем руководствоваться критериями технологичности для осуществления контроля детали. При этом после штамповки должен дыть достигнут параметр шероховатости Rz=10-
20мкм. Отклонение размеров контура после операции вырубки составляет
±0.20мм. Отклонение размеров отверстия детали после пробивки составляет
±0.08мм.
5.1.4 Выбор оптимального варианта раскроя материала, представление схемы раскроя полосы и листа
При изготовлении деталей методом штамповки, стоимость материала составляет до 50 ее полной стоимости. Поэтому при больших программах выпуска детали даже небольшой процент экономии материала дает значительный экономический эффект. В качестве заготовки при штамповке применяются полосы, вырубаемые из листа стандартных размеров. Заготовка располагается на полосе согласно рис. 5.2.Размеры перемычек определяется исходя из значений таблицы 166 [13].

Размещено на http://www.allbest.ru/
Рис.5.2 Схема расположения детали на полосе
Рис.5.3. Варианты раскроя листа
Для того чтобы выбрать наилучший вариант раскроя листа необходимо выполнить расчет коэффициента использования материала (КИМ) для обоих вариантов раскроя:
Для расчета оптимального раскроя листа необходимо определить КИМ который определяется по формуле:
Размещено на http://www.allbest.ru/
N S , (5.1)
B L
Где N-число заготовок помещающихся на листе размерами B и L S-площадь детали
Из справочника подбираем стандартные катаные листы размерами
1200х2000, 1600 х4000.
Для листа размерами 1200х2000 определим количество деталей размещаемых на нем, располагая детали, как по длине листа, так и по его ширине.
I вар. раскроя полосы: 1.На листе вмещается: 1200:33 =36 полос.
Количество заготовок в одной полосе: 2000:35=57 штук.
Итого на листе: 36*57=2052 деталей. 2.На листе вмещается: 2000:33=60 полосa.
Количество заготовок в одной полосе: 1200:35=34штук.
Итого на листе: 60*34=2040 деталей.
II вар. раскроя полосы: 1.На листе вмещается: 1200:38 =31 полоса.
Количество заготовок в одной полосе: 2000:30=66 штук.
Итого на листе: 31*66=2046 деталей.
Размещено на http://www.allbest.ru/ 2.На листе вмещается:
2000:38=52 полос.
Количество заготовок в одной полосе: 1200:30=40штук.
Итого на листе: 52*40=2080 деталей.
Определяем КИМ для N=2080
N S = 2080 779,8 0,676 B L 1200 2000
Для листа с размерами 1600х4000 получим следующее количество деталей помещающихся на нем:
I вар. раскроя полосы: 1.На листе вмещается: 1600:33 =78 полос.
Количество заготовок в одной полосе: 4000:35=114 штук.
Итого на листе: 114*48=5472 деталей. 2.На листе вмещается: 4000:33=121 полосa.
Количество заготовок в одной полосе: 1600:35=45штук.
Итого на листе: 121*45=5445 деталей.
II вар. раскроя полосы: 1.На листе вмещается: 1600:33 =42 полосы.
Количество заготовок в одной полосе:
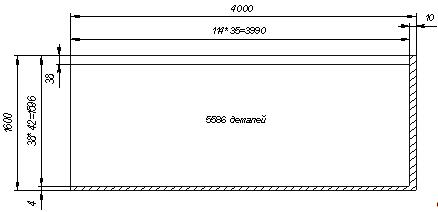
Размещено на http://www.allbest.ru/ 4000:30=133 штуки.
Итого на листе:
133*42=5586 деталей. 2.На листе вмещается: 4000:38=105 полос.
Количество заготовок в одной полосе: 1600:30=53штук.
Итого на листе: 105*53=5565 деталей Определим КИМ для N=5586
|
N S |
= |
5586 779,8 |
0,68 |
|
B L |
1600 4000 |
||||
|
|
|
На основании проведенных расчетов можно сделать вывод, что наибольшее значение коэффициента использования материала получается при раскрое листа с размерами 1600Ч4000мм по 2-му варианту раскроя полосы, т.е. наилучший КИМ равен 0,68 и N=5586 шт.
Рис.5.4 Схема раскроя листа1600х4000
Размещено на http://www.allbest.ru/
5.1.5 Разработка технологического процесса изготовления заданной детали
Для разработки техпроцесса изготовления детали нужно выбрать схему штамповки, т.е. последовательность выполнения операций и схему штампа. Операции в соответстии с технологическим процессом изготовления детали:
0050104 Раскрой104.60101.00001;ПИ№76-16;ИОТ№137-89
Ножницы Н-475Резчик 0102105/2109 Пробивка/Вырубка104.60121.00002;ПИ№72-
13;ИОТ№136-85
ПрессКД326Штамп(чертеж№104.КП.142.09.00.СБ) 0152156 Правка104.60121.00003;ПИ№78-31;ИОТ№253-81
Станок-автомат ТЛ-6Оператор 0200120 Галтовка104.60101.00004;ИОТ№135-77
Барабан галтовочный Оператор Технологический процесс Пробивка/Вырубка:
1.Установить полосу в штамп по временному упору; 2. Пробить отверстия и вырубить заготовку по наружному контуру; 3.Продвинуть полосу до постоянного упора; 4.Контроль исполнения;
5.Пробить отверстия и вырубить заготовку по наружному контуру; 6.Продвинуть полосу на шаг до постоянного упора; 7.Повторить переход 5-6 до конца полосы; 8.Снять отход полосы со штампа и отложить; 9.Контроль исполителем внешнего вида детали.
5.1.6 Разработка технологической схемы штампа, расчет потребных усилий
Выбор схемы штамповки:
Штамповку детали можно осуществить двумя способами:
Размещено на http://www.allbest.ru/
1)раздельной штамповкой на нескольких штампах, на каждом из которых выполняется только одна операция;
2)комбинированной штамповкой, когда в одном и том же штампе выполняется несколько операций. При выборе схемы штамповки особую роль необходимо уделить вопросу экономичности производства. Для данной детали целесообразно выбрать штамп совмещенного действия, при этом совмещаются операции вырубки/пробивки, трудоемкость значительно снижается, и повышается точность относительного расположения поверхностей D94 и пазов. По роду выполняемой операции в штампе производиться вырубка и пробивка. По способу воздействию на заготовку –
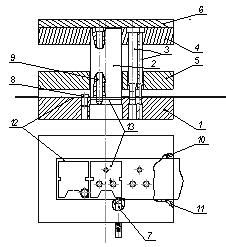
последовательного действия. Схема штамповки представлена на рисунке5.5.
Рис. 5.5 Схема штамповки: 1 – матрица; 2 – вырубной пуансон; 3 –
пробивной пуансон; 4 – пуансонодержатель; 5 – съемник; 6 – прокладка верхняя; 7 – упор временный; 8 – упор постоянный; 9 – ловитель; 10 и 11 –
планки направляющие; 12 – полоса; 13 – деталь.
Усилие Pвп вырубки по контуру или пробивки отверстия, если заготовка или отход свободно проваливается в отверстие матрицы,
определяют так:
Размещено на http://www.allbest.ru/
Pвп = k·σср·L·s;(5.2)
где k – коэффициент, учитывающий неравномерность толщины материала, его механических свойств, затупление режущих кромок и т.д. (k =
1,1…1,3); σср – сопротивление срезу;
L – суммарный периметр детали, т.е. периметр контура и отверстий;
L = Lк + 2 ·Lотв1 +·Lотв2 = 138,95+2*15,7+12,56=182,91 мм;
s – толщина материала; k = 1,1;
σср = 0,7·σВ = 0,7·170 = 119 МПа; s = 1,5 мм.
Тогда усилие вырубки-пробивки равно
Pвп = 1,1·119·182,91·1,5 = 35914,4 Н.
Кроме этого в штампе действуют так же усилие проталкивания Рпр и
снятия Рсн, которые определяются так:
Рпр = 0,1·Pвп = 3591,4 Н; Рсн = 0,1·Pвп = 3591,4Н.
Таким образом, суммарное усилие штамповки равно
Ршт = Pвп + Рпр = 49382,2 Н,