

проектирование режущего инструмента / Kursovoy_proekt_-_Protyazhka
.pdfФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ

Государственное образовательное учреждение высшего профессионального образования
«МАТИ»-Российский Государственный Технологический Университет им. К.Э. Циолковского

Кафедра: Технология производства двигателей летательных аппаратов
ПРОЕКТИРОВАНИЕ ПРОТЯЖКИ Методические указания к выполнению курсовой работы по курсу
«Проектирование режущего инструмента» Составители:
Бойцов А.Г.
Ковалев А.П.
Хворостухин Л.А.
Москва 2010

|
СОДЕРЖАНИЕ |
|
Введение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
3 |
|
Методика проектирования шлицевой протяжки. . . . . . . . . . . . |
14 |
|
1. |
Определение радиального припуска на протягивание . . |
14 |
2. |
Выбор схемы резания . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
15 |
3. |
Хвостовая часть и шейка . . . . . . . . . . . . . . . . . . . . . . . . . . |
16 |
4. |
Передняя и задняя направляющие . . . . . . . . . . . . . . . . . |
16 |
5. |
Подъем на зуб . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
17 |
6. |
Геометрия зубьев . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
18 |
7. |
Число режущих зубьев . . . . . . . . . . . . . . . . . . . . . . . . . . . |
24 |
8. |
Число калибрующих зубьев . . . . . . . . . . . . . . . . . . . . . . . |
25 |
9. |
Диаметр калибрующих зубьев . . . . . . . . . . . . . . . . . . . . . |
25 |
10.Длина рабочей части протяжки . . . . . . . . . . . . . . . . . . . . |
25 |
|
11.Расчет протяжек на прочность . . . . . . . . . . . . . . . . . . . . . |
26 |
|
12.Основные технические требования . . . . . . . . . . . . . . . . . |
30 |
|
Приложение 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
35 |
|
Библиотека инструментальщика
http://www.info.instrumentmr.ru/rezanie/protiagivanie.html

ЦЕЛЬ ВЫПОЛНЕНИЯ КУРСОВОГО ПРОЕКТА Изучение особенностей конструкции и получение обучаемыми навы-
ков проектирования протяжек. ЗАДАЧИ ПРОЕКТА
1.Разработать рациональную схему резания для протягивания шлицевых втулок по ГОСТ 1339-80;
2.Рассчитать основные конструктивные размеры и установить геометрические параметры шлицевой протяжки;
3.Произвести проверочный расчет протяжки на прочность;
4.Вычертить рабочий чертеж шлицевой протяжки (М 1:1);
а) профиль всех групп режущих, калибрующих и фасочных зубьев (М
5:1)
б) форму стружкоразделительных канавок (М 5:1); в) поперечный профиль протягиваемой шлицевой втулки (М 5:1; М
1:1)
г) указать основные технические условия.
5.Объем графических работ – один лист формата А1. Пояснительная записка должна включать расчеты по всем этапам проектирования шлицевой протяжки Задание на проектирование шлицевой протяжки должно содержать:
1.Серию (легкую, среднюю, тяжелую) шлицевой втулки соответственно таблицам 1, 2, 3;
2.Номинальный размер шлицевой втулки (табл. 1, 2, 3);
3.Систему центрирования ( по размерам D, d или b);
4.Материал шлицевой втулки, например: сталь в = 700 МПа;
5.Длину протягиваемого шлицевого отверстия L, мм;
6.Шероховатость обработанной центрирующей поверхности по ГОСТ
2789-73.
ОБОЗНАЧЕНИЕ ЗАДАНИЯ
1.Серия легкая D-6 26 30Н7 6D9 Сталь в = 800, L =30мм; Ra = 2,5 мкм .
2.Серия средняя d-8 36H7 42Н12 7H8 Сталь в = 700, L =40мм; Ra =
2,5 мкм
3.Серия тяжелая b-20 82 92H12 6D9 Сталь в = 900, L =70мм; Ra =
2,5 мкм
ВВЕДЕНИЕ Протягиванием называют вид обработки, при котором многолезвий-
ный инструмент, называемый протяжкой, в виде зубчатой скалки или рейки соответствующего профиля протягивается сквозь обрабатываемое отверстие (внутреннее протягивание) или по наружному контуру детали (наружное протягивание).
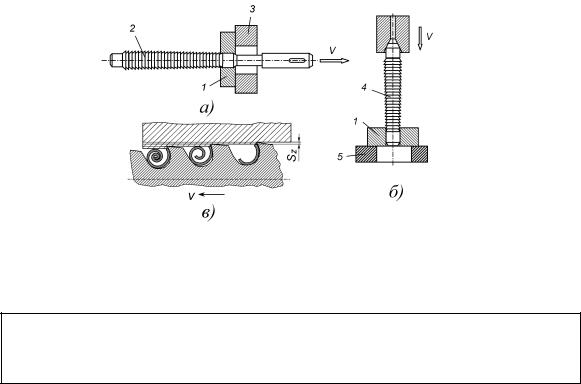
Прошиванием называют аналогичный вид обработки, но относительно коротким инструментом (прошивкой), который проталкивается сквозь обрабатываемое отверстие. Базовые схемы протягивания и прошивания показаны на рис. 1.
Протяжке или прошивке придается одно главное движение резания, которое может быть поступательным или вращательным. Для того чтобы протяжка удаляла материал, каждый последующий зуб на ее режущей части имеет превышение над предыдущим (подъем на зуб ) (рис. 1, в). Он может быть одинаковым для всех зубьев или изменяться при переходе от одной группы зубьев к другой.
Протяжной инструмент обеспечивает черновую, получистовую, чи-
Рис.1. Схемы протягивания (а), прошивания (б) и удаления материала при протягивании (в): 1 – заготовка; 2 – протяжка; 3 – упор станка; 4 – прошивка; 5 – стол пресса
стовую и упрочняющую обработки, выполняемые отдельными группами зубьев.
На калибрующей части протяжки все зубья одинаковы. Они придают окончательные размеры и форму обрабатываемому контуру и являются резервом для переточек инструмента. По мере износа протяжек первый калибрующий зуб становиться последним режущим зубом.
Задний угол протяжек обычно находится в пределах 2…4 с целью сохранения диаметральных размеров зуба при переточке. Переточка осуществляется только по передней поверхности зуба. Для наружных и шпоночных протяжек, имеющих возможность компенсации потери размера зуба, задние углы делают до 10 градусов.
Для обеспечения лучших условий свертывания стружки на рабочих зубьях протяжек предусматривают стружкоразделительные канавки.
Длина протяжки зависит от количества удаляемого материала (припуска и длины протягивания), подъема на зуб, мощности и габаритов протяжного станка. Обычно она не превышает 75 диаметров калибрующих зубьев.
По сравнению с другими способами механической обработки протягивание имеет ряд преимуществ:
-высокая производительность процесса протягивания. Одновременное участие в работе нескольких зубьев обеспечивает большую величину минутной подачи в процессе протягивания. При этом, несмотря на низкую скорость рабочего движения V = 3...5 м/мин (твердосплавные протяжки имеют V = 40...50 м/мин), относительная скорость снятия припуска получается выше, чем при использовании других методов механической обработки;
-высокая точность обработки (не ниже 9 квалитета);
-низкая шероховатость обработанных поверхностей, Ra = 0,32…1,25 мкм и в отдельных случаях Ra 0,16мкм;
-высокая стойкость протяжек;
-стабильность и воспроизводимость результатов обработки, почти полное отсутствие брака.
Высокая стоимость инструмента, обусловленная сложностью его изготовления, определяет рациональность применения протягивания в основном при крупносерийном производстве. Однако если размеры и формы обрабатываемых поверхностей нормализованы (шпоночные пазы, внутренние шлицы и др.) или протягивание является единственно возможным и наиболее экономичным способом обработки конкретного элемента - его применяют в условиях мелкосерийного и даже единичного производства.
Протягивание может быть свободным и координатным. Метод свободного протягивания применяют, как правило, для обработки симметричных внутренних поверхностей в тех случаях когда положение их геометрической оси не связано жесткими допусками на взаимное расположение с элементами обрабатываемой детали. В процессе обработки протяжка самоустанавливается (центрируется) относительно оси отверстия. При этом обеспечивается необходимая точности размеров и формы протянутых поверхностей.
Координатное протягивание, выполняемое при перемещении протяжки по специальным направляющим, дополнительно дает возможность получения точного расположения обрабатываемого элемента относительно баз обрабатываемой детали.
Различают профильную, генераторную и прогрессивную схемы протягивания.
При профильной схеме протягивания (рис. 2, а) конфигурация каждого зуба протяжки подобна конфигурации протягиваемого профиля. Профильную схему целесообразно использовать при обработке поверхностей простой формы, поскольку при изготовлении и заточке протяжек с зубьями сложной формы возникают технологические сложности, обуславливающие увеличение трудоемкости и стоимости.
При генераторной схеме протягивания (рис. 2, б) материал удаляется дугообразными или плоскими слоями, причем конфигурация режущих зубьев протяжки не соответствует профилю протягиваемого элемента. Окончательное формирование поверхности из-
делия производится режущими и калибрующими зубьями, работающими по профильной схеме.
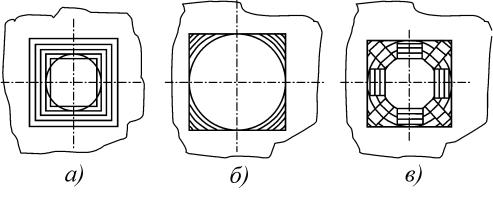
Прогрессивная (групповая) схема (рис. 2, в) отличается тем, что срезание припуска производиться зубьями, имеющими укороченную длину режущих кромок. При прогрессивной схеме протягивания каждый зуб срезает слой не по всему контуру, а по части его. Определенный слой металла обрабатывается группой зубьев. Первые зубья вырезают в металле канавки, а последующие удаляют промежутки. Каждый зуб срезает узкую, но 5…10 раз более толстую стружку, чем по профильной схеме. Устраняется основной недостаток профильной и генераторной схем – большая длина режущих кромок и их кривизна, затрудняющие свертывание образующейся стружки в валик. Обработанная поверхность окончательно оформляется зубьями, работающими по профильной схеме. Протяжки, работающие по прогрессивной схеме сложнее проектировать, изготавливать и затачивать.
При протягивания сложных поверхностей используют инструмент, работающий по комбинированным схемам. Например, при протягивании шлицевых отверстий базовое отверстие обрабатывают круглыми зубьями по профильной схеме, а шлицы - по генераторной.
Рис. 2. Схемы протягивания отверстий: а – профильная; б – генераторная; в – прогрессивная
Выбор той или иной схемы протягивания зависит от множества факторов: профиля обрабатываемой поверхности, материала заготовки,
применяемого оборудования, технологичности конструкции протяжки стоимости изготовления и переточки и др.

Протяжки подразделяют на две основные группы: для обработки внутренних поверхностей (отверстий) и для обработки наружных поверхностей.
Внутренним протягиванием обрабатывают отверстия различной формы (рис. 3) с размерами от 1 до 500 мм с точностью 6…9-го квалитета и шероховатостью Rа = 2,5…0,15 мкм. Наиболее часто его применяют для обработки круглых отверстий, шлицевых отверстий с различными типами шлицев, шпоночных пазов, отверстий сложной формы и многогранных отверстий, винтовых канавок.
Длина обрабатываемого отверстия обычно не превышает трехкратной величины диаметра. Перед протягиванием производится предварительная подготовка отверстия сверлением, зенкерованием или растачиванием. Высокая точность и низкая шероховатость поверхностей после протягивания достигаются наличием калибрующих или упрочняющих режущих кромок.
Рис. 3. Некоторые формы отверстий, получаемых внутренним протягиванием
Иногда протяжкам дополнительно задается вращательное движение (рис. 4, б), которое позволяет получать винтовые поверхности (винтовые канавки и шлицы). Вращательное движение используется также при обработке круглых отверстий специальными протяжками для повышения производительности и снижения сил резания.
Для обработки нормализованных отверстий со шлицами и шпоночными канавками используют серийно выпускаемые протяжки. В остальных случаях протяжки проектируются и изготавливаются непосредствен-
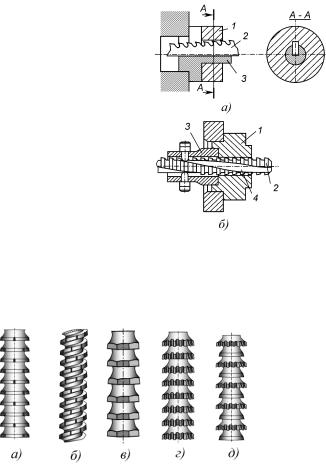
но на предприятии или по специальным заказам инструментальными заводами. Процесс протягивания шпоночного пара показан на рис. 4, в .
На рис. 5 приведены некоторые виды внутренних протяжек.
Рис. 4. Протягивание шпоночного паза (а) и винтовой поверхности (б): 1 – заготовка; 2 – протяжка; 3 – направляющая втулка; 4 – винтовой паз
Рис. 5. Внутренние протяжки: а – круглая профильная; б – круглая спиральная; в – шестигранная; г – шлицевая; д – шлицевая с последовательным расположением шлицевых и круглых зубьев
Наружное протягивание чаще всего используют для получения поверхностей сложной формы: наружных шлицев разного профиля на валах, пазов и профильных поверхностей типа ласточкин хвост и елочка, Т- образных пазов и др. Протягиванием обрабатывают венцы зубчатых колес, цилиндрические конические и фасонные элементы поверхностей вращения.
Съем припуска наружными протяжками может осуществляться по профильной, генераторной и прогрессивной схемам (рис. 6). Схему реза-
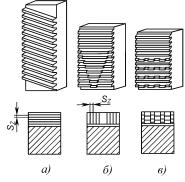
ния выбирают в зависимости от формы и размеров обрабатываемой поверхности, удобства размещения режущих элементов и надежности их крепления, а также для обеспечения равномерности протягивания. К примеру, при обработке нешироких поверхностей с небольшим припуском, а также для круглых поверхностей применяют профильную схему. Широкие плоские поверхности обрабатываются протяжками с групповой схемой резания, а заготовки, полученные ковкой и штамповкой – по генераторной схеме.
Значение припуска при наружном протягивании по необработанным поверхностям назначают в пределах 2…6 мм, а по предварительно обработанным 0,5…1 мм. Чтобы избежать быстрого затупления и выкрашивания зубьев протяжек при обработке по корке применяют прогрессивное протягивание специальными протяжками, у которых режущие кромки расположены наклонно по отношению к направлению их движения. Металл при этом срезается не по всей ширине обрабатываемой поверхности, а узкими полосками, ширина которых с каждым зубом протяжки увеличивается, и только калибрующие зубья зачищают обрабатываемую поверхность по всей ширине. Шероховатость поверхности при наружном протягивании обычно составляет Ra = 2,5...0,63 мкм.
Рис. 6. Протяжки для обработки плоских поверхностей: а – профильная; б
– генераторная; в - прогрессивная
Протяжки больших размеров собирают из отдельных секций (рис. 7), что позволяет упростить их изготовление и заменять изношенные элементы. Отдельные протяжки могут собираться в блоки с определенным взаимным расположением, с целью увеличения