

5
МОДЕЛЬ ОБРАЗОВАНИЯ ШЕРОХОВАТОСТИ ПРИ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКЕ
Принципы визуального моделирования отдельных звеньев технологической системы показаны на примере модели формирования шероховатости при алмазном выглаживании.
Большими возможностями в технологическом управлении качеством поверхности обладают методы поверхностно-пластического деформирования алмазными инденторами.
Продольная и поперечная шероховатость, степень и глубина упрочнения обработанной поверхности зависят от:
–исходной шероховатости (Ra исх) детали,
–силы прижима (Py),
–радиуса сферы (Rсф) алмазного индентора,
–подачи (s).
Для исследования влияния условий обработки выбраны следующие пределы варьирования:
s = 0,02÷2 мм/об, Ra исх= 0,64÷8 мкм, Py = 120÷300 Н, Rсф = 1÷4 мм.
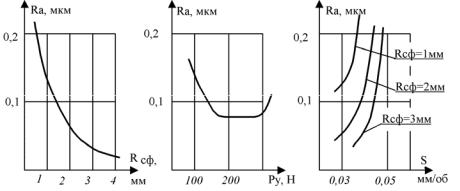
Результаты исследований показывают, что с увеличением силы до Py = 250 Н шероховатость уменьшается, при дальнейшем ее повышении Ra растет. Уменьшение исходной шероховатости (Ra исх ) снижает величину Rа после обработки. Величина скорости при обработке незначительно влияет на величину. Подача оказывает наибольшее влияние на получаемое качество поверхности. С одной стороны, в случае малой подачи каждая точка поверхности подвергается деформации несколько раз, с другой стороны, малая подача снижает производительность обработки, увеличение ее в 1,1÷1,2 раза приводит к увеличению Ra в 1,5÷2 раза.
Влияние технологических факторов на шероховатость стали 30ХГСА при алмазном выглаживании
Экспериментальные научные исследования устанавливают, что после обработки с оптимальным усилием (Py = 250 Н ) наблюдается зависимость:
Ra = |
110 s2 |
Ra èñõ |
, или Ra = K Rà èñõ , где K = |
110 s2 |
. |
R2 |
R2 |
||||
|
ñô |
|
|
ñô |
|
Положим данную зависимость в основу создания модели звена технологической системы.