

ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ № 10
1. Выполнить художественный проект изделия:
Портсигар из сплава на основе серебра в фольклорном стиле (с возможностью использования элементов декоративно-прикладного искусства различных стран и народов). Годовая программа выпуска - 5000 шт.
Разработать эскиз изделия в сборке с указанием необходимых разрезов, сечений, дополнительных видов и технических требований на сборку.
Выполнить главный вид изделия в отмывке, необходимое количество дополнительных проекций изделия.
Дать краткую аннотацию изделия и его композиционный анализ, отразив художественную ценность, оригинальность, пропорции, симметрию, ритм, пластику, динамику или статику всего изделия, или его отдельных элементов.
Искусство Древней Греции внесло значительный вклад в развитие всего мирового искусства. Среди основных характеристик греческого искусства: гармония, уравновешенность, упорядоченность и красота форм, четкость и пропорциональность. Трехмерность, пластика, скульптурность греческого искусства была отражением чрезвычайно целостной и гармоничной модели мира древних греков. Очень распространен был мотив пальметы и еще больше – стилизованной формы акант, который появился вместе с коринфским ордером. Греческий орнамент во многом использовал особенности египетского, частично финикийского и ассирийского, но все воспринятое было переосмыслено и переработано по своему. до н.э.) – шерстянные шпалерные ткани, на одной из которых изображены утки, плавающие по пурпурному морюСтрогая симметрия геометрического орнамента, составленного из простой комбинации вертикальных, горизонтальных линий и прямых углов, превращена греками в гармоническое совершенство. Основных форм орнамента мало, но они варьируются и комбинируются до бесконечности. Часто использовалось изображение листьев алоэ, всевозможных водяных растений, винограда, плюща, цветов жимолости, лавра и оливкового дерева. Правильность и симметрия – постоянное правило греческого орнамента. В данном проекте был разработан портсигар в фольклорном стиле из сплава серебра СрМ 925 с уклоном в греческую тематику с последующим гравированием и золочением портсигар подчеркивает индивидуальность владельца, греческий орнамент по контуру идеально сочетается с центральным орнаментом.
2. Разработать технологический процесс изготовления изделия.
Технология - листовая штамповка, с последующей гравировкой и золочением.
Выбрать и обосновать выбор основных и вспомогательных материалов для изготовления изделия.
Серебро 925 пробы подходить для золочения. Покрытие ровное , сцепление прочное, т к цвет этого сплава соответствует цвету чистого серебра. Сплав хорошо поддается обработке давлением., Температ плавления780-896 С
Припой (ПСр. 65) t = 7000С
Электролит блестящего золочения
KAu(CN)24-6 г/л
H3C6H5O7∙H2O 40 г/л
K3C6H3O7∙3H2O 40 г/л
NiSO4∙7H2O 4,5-9,5 г/л
18-30 С, 0,5 – 0,7A/дм² , 35мин
Для травления: Серная кислота (10%), t=60°С, 2-3 мин.
Для полировки и глянцовки: Полировальная паста ГОИ и паста фирмы DIALUX красная и синяя. И Полировальная паста ГОИ и паста фирмы DIALUX голубая.
Разработать маршрутную технологию изготовления изделия и заполнить маршрутную карту.
|
№ |
Название операции |
Оборудование и инструменты |
Примечания (материалы, режимы) |
|
1 |
Подготовка эскиза фоторамки, с указанием необходимых размеров
|
Чертежный инструмент, бумага, акварель. |
Спец.литература, ювелирные журналы. |
|
|
Изготовление детали 1 (крышка) | ||
|
2 |
Листовая штамповка |
|
|
|
|
ленты для проката |
|
Толщина 2 мм , ширина 125 длинна 795 (из расчетов) |
|
|
Вырубка |
Гидравлический пресс ПГ-10, штамп |
матрица и пуансон выполнены в соответствии с чертежом. пуансон из стали У10А; матрица – сталь У10А с последующей термической обработкой; усилие пробивки (194,69 кН) |
|
|
вытяжка |
Гидравлический пресс ПГ-10, штамп |
|
|
|
Отжиг изделия |
Муфельная печь ПМ-10 |
tоб= 600-6500 С |
|
|
травление |
Винипластовая ванночка, пинцет. |
Серная кислота (10%), t=60°С, 2-3 мин. |
|
|
промывка |
|
Проточная вода t=20°С |
|
|
сушка |
Сушильный шкаф |
t=50-60°С, время 10-15 мин |
|
|
Чеканка (гравирование, технологичней выполнить сразу с чеканкой ) |
Гидравлический пресс ПГ-40 , |
Нанесение орнамента Глубиной 0,8 мм Усилие |
|
|
Отжиг изделия |
Муфельная печь ПМ-10 |
tоб= 600-6500 С |
|
|
травление |
Винипластовая ванночка, пинцет. |
Серная кислота (10%), t=60°С, 2-3 мин. |
|
|
промывка |
|
Проточная вода t=20°С |
|
|
сушка |
Сушильный шкаф |
t=50-60°С, время 10-15 мин |
|
|
ОТК: визуальный контроль. |
ВЮМ, Лампа 300 люкс Лупа х 6 |
осмотр изделий на наличие дефектов (трещин, не пропечатанный орнамент чеканки) |
|
3 |
Изготовление детали 2 | ||
|
|
Подготовка ленты для проката |
|
Толщина 2 мм , ширина (рассчитано на глаз: 108(длинна дна)+ 2*8(высота кромок)+2*3,2(ширина перемычек) = 130,4 округляем ) 140мм (аналогично 10*(68+2*8)+2*3,2+9*3=873,4) 873,4мм |
|
|
Вырубка |
Гидравлический пресс ПГ-10, штамп |
матрица и пуансон выполнены в соответствии с чертежом. пуансон из стали У10А; матрица – сталь У10А с последующей термической обработкой; |
|
|
Вытяжка |
Гидравлический пресс ПГ-10, штамп |
матрица и пуансон выполнены в соответствии с чертежом. пуансон из стали У10А; матрица – сталь У10А с последующей термической обработкой; |
|
|
Отжиг изделия |
Муфельная печь ПМ-10 |
tоб= 600-6500 С |
|
|
травление |
Винипластовая ванночка, пинцет. |
Серная кислота (10%), t=60°С, 2-3 мин. |
|
|
промывка |
|
Проточная вода t=20°С |
|
|
сушка |
Сушильный шкаф |
t=50-60°С, время 10-15 мин |
|
|
ОТК: визуальный контроль. |
ВЮМ, Лампа 300 люкс Лупа х 6 |
осмотр изделий на наличие дефектов (трещин) |
|
4 |
Пайка шарнирного соединения |
Плита Буран, газовая горелка, пинцет, лудилка, |
Припой (ПСр. 65) t = 7000С (трубка полая для шарниров изготовлена ранее (унифицированная единица) |
|
|
травление |
Винипластовая ванночка, пинцет.(кислотостойкая ) |
Серная кислота (10%), t=60°С, 2-3 мин. |
|
|
Промывка. |
|
Проточная вода. |
|
|
Сушка |
Сушильный шкаф (марка) |
t = 60-80 °С |
|
|
Старение |
Муфельная печь ПМ-10, пинцет. |
Закалка, выдержка при Т=300 С и охлаждение. |
|
|
Зачистка паяного шва.
|
ВЮМ, Бормашина Foredom серии SR, напильник, надфили, боры, наждачная бумага, дискодержатели. |
Наждачная бумага 320- 400.
|
|
|
Шлифовка.
|
ВЮМ, Бормашина Foredom серии SR, напильник, надфили, боры, наждачная бумага, дискодержатели.
|
Наждачная бумага 600-800.
|
|
|
Штифтование |
Спец присобления для штифтовки, корневертка, флаценги |
Проволока СрМ 925 диаметром 0,8 |
|
|
полировка, |
двухшпиндельный шлифовально-полировальный станок с системой вытяжки воздуха (марка), полировальные круги из фетра, войлока, ткани. |
Полировальная паста ГОИ и паста фирмы DIALUX красная и синяя.
|
|
|
ОТК: визуальный контроль. |
ВЮМ, лампа 300 люкс Лупа Х6 |
поверхность гладкая, швы пропаяны, шарнирное |
|
5 |
Клеймение знаком предприятия. |
Лазерная установка. Минимаркер 2 -10/20 |
Клеймо четкое, поверхность изделия не повреждена |
|
6 |
Клеймение гос. инспекцией. |
Транспортировка в гос. пробирную палату. (лазерная установка для клеймения) |
|
|
|
ОТК: визуальный контроль. |
ВЮМ, лампа 300 люкс Лупа Х6 |
Клеймо четкое , пов изделия не повреждена |
|
|
глянцовка |
двухшпиндельный шлифовально-полировальный станок с системой вытяжки воздуха (марка), полировальные круги из фетра, войлока, ткани. |
Полировальная паста ГОИ и паста фирмы DIALUX голубая
|
|
7 |
Блестящее золочение |
|
|
|
|
обезжиривание |
Винипластовая ванночка, пинцет., сетчатый ковш |
Натрий едкий-5-10 г/л, сода 25 г/л, Т=60-80 С 10-30 мин |
|
|
Промывка |
|
Проточная вода( контрастный душ 20+5°С, 75+5 °С) |
|
|
сушка |
Сушильный шкаф |
Т=70-80С |
|
|
Монтаж на подвески |
Подвесочное устройство (медь футерованная лаком ) |
|
|
|
Декапирование |
Ванна Подвесочное устройство, резиновые перчатки. |
HCl (10г/л); H2SO4(10 г/л) 5-10 A/дм², Т=20 С |
|
|
Ступенчатая промывка |
2 ванны Подвесочное устройство, резиновые перчатки. |
Промывка в горя чей, затем холодной воде. |
|
|
Сушка |
Сушильный шкаф с электроподогревом. |
Т=80 С |
|
|
золочение. |
Ванна для золочения. Подвесочное устройство, резиновые перчатки. |
KAu(CN)24-6 г/л H3C6H5O7∙H2O 40 г/л K3C6H3O7∙3H2O 40 г/л NiSO4∙7H2O 4,5-9,5 г/л 18-30 С, 0,5 – 0,7A/дм² , 15-20мин |
|
|
Промывка |
3 ванны улавливания Подвесочное устройство, резиновые перчатки |
|
|
|
Сушка |
Сушильный шкаф с электроподогревом. |
Т=80 С |
|
|
Демонтаж изделий с подвески. |
|
|
|
|
ОТК: визуальный контроль
|
ВЮМ, лампа 300 люкс Лупа Х6, |
Контролируем качество золотых покрытий по их внешнему виду, толщине, сплошности |
|
|
Взвешивание |
Весы ювелирные Ohaus SCOUT |
|
|
|
Упаковка, заполнение бирки, крепление бирок к изделию. |
|
|
Разработать схему вырубного штампа, схему раскроя в зависимости от стандартного размера исходного материала (полоса, лента, лист), рассчитать усилие вырубки и исполнительные размеры матрицы и пуансона.
Раскрой:
Безотходный(отрезка)
С отходами(вырубка-пробивка)
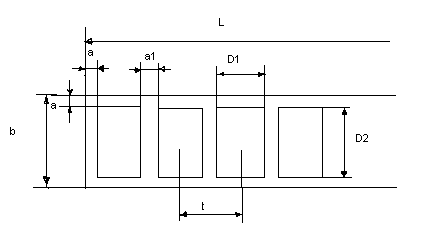
При вырубке контуры вырубаемых заготовок д б удалены друг от друга на величину технологической перемычки- компенсации погрешности при подачи матер и фиксации его в штампе.
а1- межконтурная перемычка (м/у контурами деталей)
а – боковая (м/у контуром детали и краем заготовки)
При однорядной вырубке из полосы: шаг подачи t=D1+a1 ; расчетная ширина полосы: bp=D2+2a ; b=D2+2a+ Δn (мм)
Т к крышка портсигара потом подвергается вытяжке , то к размерам верх крышки прибавляем по 3 мм на загиб + на скругления и прочии потери и получим:
D1=68mm +6+2=76 мм a1 =3mm Δn –допуск на ширину полосы = 0,8 mm
D2=108mm+8=116 мм a =3.2 mm
t= 76+3=73 mm
b н= 116+ 2*3.2 + 0.8 =123,2 mm - номинальная ширина полосы принимаем 125мм
выбираем стандарт ширину полосы.(не знаю как правильно!!!!!)
Кол-во деталей из полосы: nд= L/t ; nд= 10 ;
L= 10*76+9*3+3,2*2 = 793,4 мм принимаем 795мм
η= 100(f n/F) коэффициент использования материала
f- площадь вырезаемой детали =76*116=8816 мм2
F- площадь полосы = 123,2 *793,4 =97746,88 мм2 !!!!!!!!!! если по тем размерам которые приняты то совсем др песня!
n- кол-во вырезаемых деталей =10
η=100(8816*10/97746,88)=0,90 %
усилие вырубки-пробивки:
Р=К × L × S × σср , [ H ]
К – коэффициент притупления режущих кромок (1,1 ÷ 1,3)
σср - сопротивление сдвигу, МПа
σср = 260 МПа (серебро 925)
L – длинна контура вырубаемой детали
L=(116+76)*2= 384мм;
S – толщина детали
Р = 1,3*384*1,5*260 = 194688 Н = 194,69 кН
Выбор конструктивных элементов матрицы и пуансона.
Деталь с размерами : Наружный контур: 116h14(-0,87)*76h14 (-0,74)
а) двухсторонний зазор между матрицей и пуансоном: z = 8% S; z = 2 × 0.08 = 0.16
б) глубина матрицы 20 мм
в) толщина рабочего пояска матрицы 8 мм
г) углы заточки вырубного штампа. Для вырубки-пробивки металлического листового материала применяем пуансон с углами заточки режущей кромки (грани) 90˚, матрицы 90˚ (отклонение 5˚).
Значение а=90˚ считается оптимальным, так как при этом обеспечивается наибольшая скорость и надежность в работе штампа.