

Технология приборостроения / Курсовой по ТП для ОК, ОТ / Курсовой по ТП для ОК, ОТ / Материалы для наладки / Справочник по выбору инструмента
.docxВыбор припусков для механической обработки
-
Диаметр сверления под последующее растачивание расточным резцом или расточной оправкой – 1 мм.;
-
Диаметр сверления под последующую обработку черновым зенкером – 0,5 мм, чистовым зенкером – 0,3 мм;
-
Диаметр отверстия под последующую обработку черновой разверткой – 0,2 мм, чистовой – 0,1 мм;
-
Припуск под последующее нарезание резьбы классов точности 4Н5Н, 5Н, 5Н6Н, 6Н, 7Н – 0,8 мм; для резьбы с классами точности 6G и 7G – 1мм;
-
Под резьбу диаметром 2 мм и меньше припуск на обработку независимо от класса точности - 0,4 мм.
В связи с тем, что расчет припуска на последующую механическую обработку достаточно сложный и в некоторых случаях регламентируется ГОСТом, в данных методических разработках он принят автором произвольно в зависимости от последовательности выполнения операции и от окончательной точности поверхности.
Сверла
Сверло спиральное - осевой режущий инструмент для образования отверстий в сплошном материале и (или) увеличения диаметра имеющегося отверстия (ГОСТ 25751-83). При обработке металлов сверлом достигается точность по 11-13 квалитету. Некоторые типоразмеры спиральных сверл по ГОСТ 10902-77.
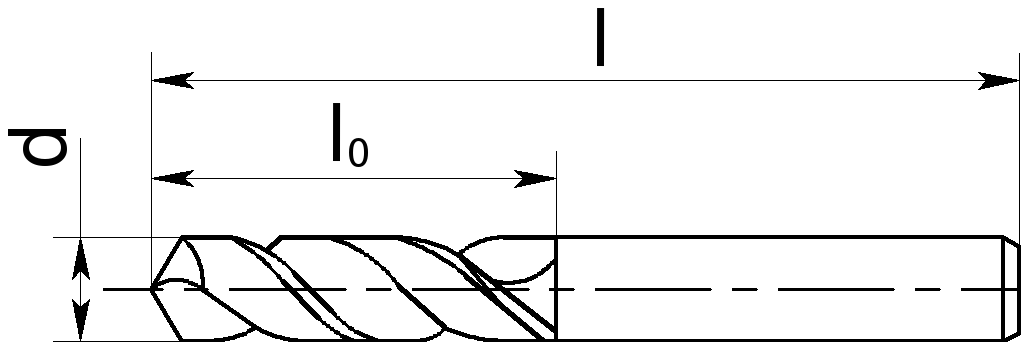
Рис.1 Таблица 1
|
Код инструмента согласно ГОСТ |
d, мм |
l, мм |
lo, мм |
Материал режущей части |
|
2300-0135 |
1,6 |
43 |
20 |
Р6М5 |
|
2300-1201 |
3,0 |
60 |
32 |
Р6М5 |
|
2300-1208 |
3,5 |
70 |
40 |
Р6М5 |
|
2300-1213 |
4,0 |
75 |
42 |
Р6М5 |
|
2300-1215 |
4,2 |
75 |
42 |
Р6М5 |
|
2300-1217 |
4,3 |
80 |
45 |
Р6М5 |
|
2300-1219 |
4,5 |
80 |
45 |
Р6М5 |
|
2300-1224 |
5,0 |
85 |
52 |
Р6М5 |
|
2300-1229 |
5,5 |
95 |
60 |
Р6М5 |
|
2300-1231 |
5,7 |
95 |
60 |
Р6М5 |
|
2300-1234 |
6,0 |
95 |
60 |
Р6М5 |
|
2300-1239 |
6,5 |
100 |
65 |
Р6М5 |
|
2300-1246 |
7,2 |
110 |
70 |
Р6М5 |
|
2300-1248 |
7,5 |
110 |
70 |
Р6М5 |
|
2300-1253 |
8,0 |
115 |
75 |
Р6М5 |
|
2300-1258 |
8,5 |
115 |
75 |
Р6М5 |
|
2300-1263 |
9,0 |
125 |
80 |
Р6М5 |
|
2300-1268 |
9,5 |
125 |
80 |
Р6М5 |
|
2300-1272 |
9,9 |
135 |
90 |
Р6М5 |
|
2300-1273 |
10,0 |
135 |
90 |
Р6М5 |
|
2300-12-78 |
10,5 |
135 |
90 |
Р6М5 |
Спиральные сверла изготавливаются с коническим хвостовиком диаметром 6-30 мм, что увеличивает жесткость и точность закрепления инструмента в станочном приспособлении. При использовании сверла данной конструкции возможна обработка отверстий без предварительного центрования.
Некоторые типоразмеры спиральных сверл с коническим хвостовиком по ГОСТ 10903-77.
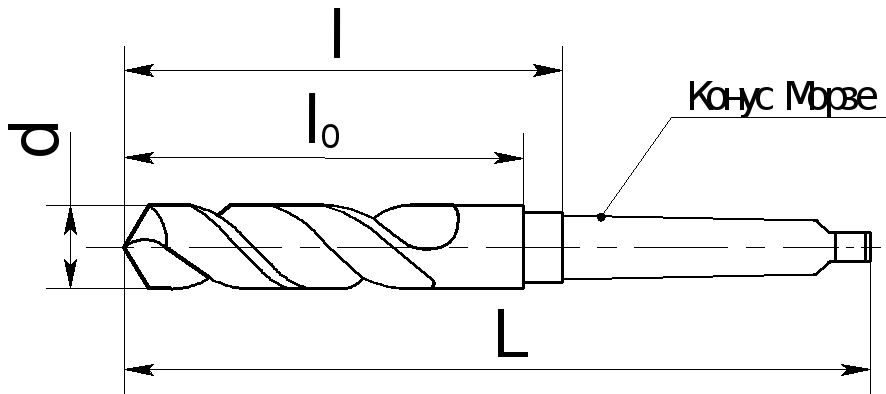 Рис.2
Таблица
2
Рис.2
Таблица
2
|
Код инструмента согласно ГОСТ |
d |
L |
l0 |
l |
Конус Морзе |
|
|
мм |
||||||
|
2300-1001 |
6,0 |
140 |
60 |
78 |
1 |
|
|
2301-1003 |
6,5 |
145 |
65 |
83 |
||
|
2301-1005 |
7,0 |
150 |
70 |
88 |
1 |
|
|
2301-1006 |
7,2 |
|||||
|
2301-1007 |
7,5 |
|||||
|
2301-1009 |
8,0 |
155 |
75 |
93 |
1 |
|
|
2301-1011 |
8,5 |
|||||
|
2301-1013 |
9,0 |
160 |
80 |
98 |
1 |
|
|
2301-1015 |
9,5 |
|||||
|
2301-1017 |
10,0 |
170 |
90 |
108 |
1 |
|
Пример обозначения сверла диаметром 8,5 мм с цилиндрическим хвостовиком. Сверло 2300-1258 ГОСТ 10902-77.
Центровочное сверло
Центровочное сверло – осевой инструмент, предназначенный для предварительного центрования поверхности под обработку спиральным сверлом. Для обработки применяются центровочные сверла исполнения 1 (рис.3) и исполнения 2 (рис.4).
Некоторые типоразмеры центровочных сверл по ГОСТ 14952-75.
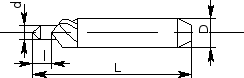

Рис.3 Рис.4
Таблица 3
|
Код инструмента согласно ГОСТ |
d |
D |
l |
L |
|
|
Исполнение 1 |
Исполнение 2 |
мм |
|||
|
2317-0101 |
2317-0001 |
1,0 |
3,15 |
1,9 |
33,5 |
|
2317-0103 |
2317-0003 |
1,6 |
4,0 |
2,8 |
37,5 |
|
2317-0104 |
2317-0004 |
2,0 |
5,0 |
3,3 |
42,0 |
|
2317-0105 |
2317-0005 |
2,5 |
6,3 |
4,1 |
47,0 |
|
2317-0106 |
2317-0006 |
3,15 |
8,0 |
4,9 |
52,0 |
|
2317-0107 |
2317-0007 |
4,0 |
10,0 |
6,2 |
59,0 |
|
2317-0108 |
2317-0008 |
5,0 |
12,5 |
7,5 |
66,0 |
|
2317-0109 |
2317-0009 |
6,3 |
16,0 |
9,2 |
74,0 |
|
2317-0111 |
2317-0010 |
8,0 |
20,0 |
11,5 |
83,0 |
|
2317-0112 |
2317-0011 |
10,0 |
25,0 |
14,2 |
103,0 |
Пример обозначения в документации центровочного сверла исполнения 1 диаметром 4 мм.
Сверло центровочное 2317-0103 ГОСТ 14952-75
Зенкеры
Зенкер - осевой инструмент для повышения точности формы отверстия и увеличения его диаметра (ГОСТ 25751-83).
После обработки отверстия зенкером достигается точность по 8-11 квалитету. Поскольку зенкер является инструментом для окончательной обработки поверхности, его диаметр принимается равным диаметру обрабатываемого отверстия.
Геометрические параметры некоторых зенкеров с цилиндрическим хвостовиком по ГОСТ 12489-71.
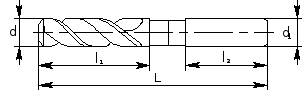 Рис.5
Рис.5
Таблица 4
|
Код инструмента согласно ГОСТ |
d |
d1 |
L |
l1 |
l2 |
Число зубьев |
|||||||
|
Черновые |
Чистовые |
мм |
|||||||||||
|
2320-0075 |
2320-0076 |
4,0 |
4,0 |
75 |
43 |
43 |
2 |
||||||
|
2320-0081 |
2320-0082 |
6,0 |
6,0 |
93 |
57 |
57 |
2 |
||||||
|
2320-0083 |
2320-0084 |
7,0 |
7,0 |
109 |
69 |
69 |
2 |
||||||
|
2320-0085 |
2320-0086 |
8,0 |
8,0 |
117 |
75 |
75 |
2 |
||||||
|
2320-0501 |
2323-0501 |
10,0 |
12,0 |
133 |
87 |
40 |
3 |
||||||
|
2320-0505 |
2323-0501 |
12,0 |
12,0 |
151 |
101 |
45 |
3 |
||||||
|
2320-0508 |
2323-0508 |
15,0 |
16,0 |
169 |
114 |
45 |
3 |
||||||
|
2320-0509 |
2323-0509 |
16,0 |
16,0 |
178 |
120 |
48 |
3 |
||||||
|
2320-0511 |
2323-0511 |
18,0 |
20,0 |
195 |
130 |
48 |
3 |
||||||
|
2320-0513 |
2323-0513 |
20,0 |
20,0 |
205 |
140 |
48 |
3 |
||||||
Геометрические параметры зенкеров с коническим хвостовиком по ГОСТ 12489-71.
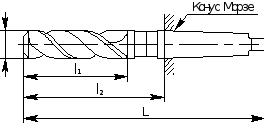 Рис.6
Рис.6
Таблица 5
|
Код инструмента согласно ГОСТ |
d |
L |
l1 |
l2 |
Конус Морзе |
Число зубьев |
||||||||
|
Черновые |
Чистовые |
мм |
|
|
||||||||||
|
2320-0001 |
2323-0001 |
10,0 |
168 |
87 |
106 |
1 |
3 |
|||||||
|
2320-0002 |
2323-0002 |
11,0 |
175 |
94 |
113 |
|||||||||
|
2320-0003 |
2323-0003 |
12,0 |
182 |
101 |
120 |
|||||||||
|
2320-0004 |
2323-0003 |
13,0 |
182 |
101 |
120 |
|||||||||
|
2320-0005 |
2323-0005 |
14,0 |
189 |
108 |
127 |
|||||||||
|
2320-0006 |
2323-0006 |
15,0 |
212 |
114 |
137 |
2 |
3 |
|||||||
|
2320-0011 |
2323-0011 |
16,0 |
218 |
120 |
143 |
|||||||||
|
2320-0012 |
2323-0012 |
17,0 |
223 |
125 |
148 |
|||||||||
|
2320-0013 |
2323-0013 |
18,0 |
228 |
130 |
153 |
|||||||||
|
2320-0014 |
2323-0014 |
19,0 |
233 |
135 |
158 |
|||||||||
|
2320-0015 |
2323-0015 |
20,0 |
238 |
140 |
163 |
|||||||||
Пример обозначения чистового зенкера с хвостовиком выполненным под конус Морзе диаметром 14 мм.
Зенкер 2323-0005 ГОСТ 12489-71
Развертки
Развертки – осевой режущий инструмент для повышения точности формы и размеров отверстий и уменьшения шероховатости поверхности (ГОСТ 25751-83). При обработки отверстия разверткой достигается точность по 7-9 квалитету. Поскольку развертка является инструментом для окончательной обработки, ее диаметр принимается равным номинальному диаметру отверстия. Машинные быстрорежущие развертки изготавливаются с цилиндрическим хвостовиком (тип 1 рис. 7) и с хвостовиком под конус Морзе (тип 2 рис. 8).
Некоторые типоразмеры машинных быстрорежущих разверток с цилиндрическим хвостовиком по ГОСТ 1672-80.
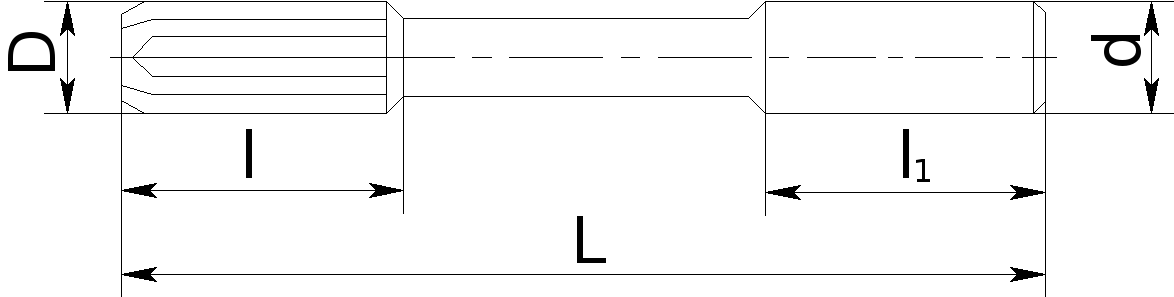 Рис.7
Рис.7
Таблица 6
|
Код инструмента согласно ГОСТ |
D |
d |
L |
l |
l1 |
||
|
Чистовые |
Черновые |
мм |
|||||
|
2363-0044 |
2363-0043 |
3,0 |
3,0 |
61 |
15 |
- |
|
|
2363-0048 |
2363-0047 |
3,5 |
3,5 |
70 |
16 |
- |
|
|
2363-0052 |
2363-0051 |
4,0 |
4,0 |
75 |
19 |
32 |
|
|
2363-0056 |
2363-0055 |
4,5 |
4,5 |
80 |
21 |
33 |
|
|
2363-0060 |
2363-0059 |
5,0 |
5,0 |
86 |
23 |
33 |
|
|
2363-0062 |
2363-0061 |
5,5 |
5,5 |
93 |
26 |
34 |
|
|
2363-0064 |
2363-0062 |
6,0 |
6,0 |
93 |
26 |
36 |
|
|
2363-0052 |
2363-0051 |
7,0 |
7,0 |
109 |
31 |
36 |
|
|
2363-0072 |
2363-0071 |
8,0 |
8,0 |
117 |
33 |
40 |
|
|
2363-0094 |
2363-0093 |
9,0 |
9,0 |
125 |
36 |
42 |
|
|
2363-0190 |
2363-0189 |
10,0 |
10,0 |
168 |
38 |
44 |
|
|
2363-3457 |
2363-3456 |
18,0 |
18,0 |
219 |
56 |
106 |
|
Пример записи в технологическую документацию черновой развертки с цилиндрическим хвостовиком диаметром 4,5 мм.
Развертка
2363-0055 ГОСТ 1672-80 (тип 1)
Геометрические
параметры некоторых разверток с
коническим хвостовиком по ГОСТ
1672-80.
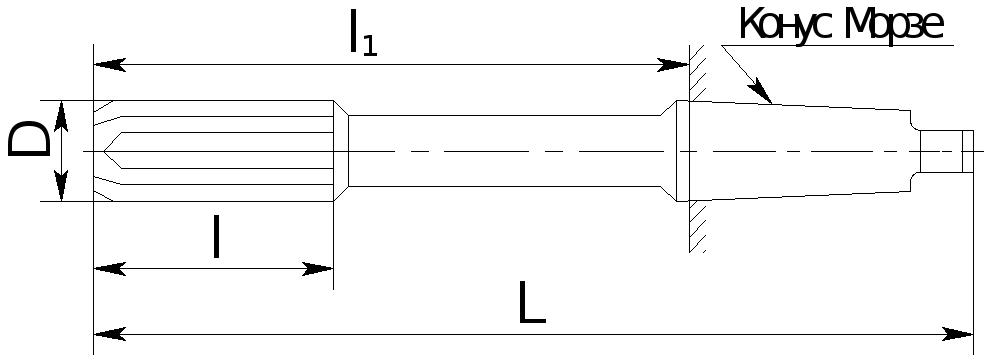 Рис.8
Рис.8
Таблица 7
|
Код инструмента согласно ГОСТ |
D |
L |
l |
l1 |
Конус Морзе |
|
мм |
|
||||
|
2363-0189 |
10,0 |
168 |
38 |
106 |
1 |
|
2363-3426 |
11,0 |
175 |
41 |
113 |
1 |
|
2363-3426 |
12,0 |
182 |
44 |
120 |
1 |
|
2363-3433 |
13,0 |
182 |
44 |
120 |
1 |
|
2363-3436 |
14,0 |
189 |
47 |
127 |
1 |
|
2363-3449 |
16,0 |
210 |
52 |
135 |
2 |
|
2363-3456 |
18,0 |
219 |
56 |
144 |
2 |
|
2363-3463 |
20,0 |
228 |
60 |
153 |
2 |
Пример записи в технологическую документацию развертки второго типа диаметром 12 мм.
Развертка 2363-3426 1672-80 (тип 2)
Метчики
Метчик – осевой многолезвийный инструмент для образования и обработки внутренней резьбы (ГОСТ 25751-83).
Типоразмеры наиболее применяемых метрических метчиков из быстрорежущей стали по ГОСТ 3266-81 (без учета точности и шага резьбы).
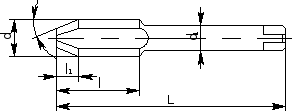 Рис
9.
Рис
9.
Таблица 8
|
Код инструмента согласно ГОСТ |
Диаметр резьбы d |
L |
l |
l1 |
d1 |
φ˚ |
|
|
мм |
|||||||
|
2620-1003 |
2,0 |
41 |
8 |
0,75 |
2,5 |
14 |
|
|
2621-0507 |
8,0 |
65 |
18 |
4,5 |
8 |
7 |
|
|
2620-0518 |
10,0 |
75 |
20 |
2 |
10 |
19 |
|
|
2620-0525 |
12,0 |
90 |
28 |
9 |
9 |
6,5 |
|
|
2620-0541 |
14,0 |
90 |
25 |
3,8 |
11,2 |
13 |
|
|
2620-0550 |
16,0 |
100 |
30 |
4,5 |
12,5 |
13 |
|
|
2620-0559 |
18,0 |
110 |
36 |
6 |
14 |
12 |
|
|
2620-0571 |
20,0 |
110 |
36 |
6 |
14 |
12 |
|
|
2620-0579 |
22,0 |
120 |
40 |
15,0 |
16 |
6 |
|
|
2620-0594 |
24,0 |
120 |
36 |
12 |
18 |
6 |
|