

Химический состав (%) и некоторые свойства деформируемых и литейных сплавов на основе алюминия
|
Сплав |
Сu |
Si |
Mg |
Mn |
Ni |
Fe |
Режим термической обработки |
НВ |
σв, МПа/м2 (кгс/мм2) |
δ, % |
Назначение сплава |
|
АК-4 |
1,9-2,5 |
0,5-1,2 |
1,4-1,8 |
− |
0,8-1,3 |
0,8-1,3 |
Закалка 500-520 ºС в воде |
100 |
38 |
6 |
Для поршней |
|
АК6 |
1,8-2,6 |
0,7-1,2 |
0,4-0,8 |
0,4-0,8 |
≤ 0,1 |
≤ 0,7 |
Отпуск 150-175 ºС, 12–15 ч. |
100 |
40 |
12 |
Для штамповки фасонных деталей |
|
Д1 |
3,8-4,8 |
0,7 |
0,4-0,8 |
0,4-0,8 |
≤ 0,1 |
≤ 0,7 |
Закалка 495-515ºС в воде |
100 |
40 |
15 |
Листы, трубы, фасонные профили, винты |
|
Д16 |
3,8-4,9 |
0,6 |
1,2-1,8 |
0,3-0,9 |
≤ 0,1 |
≤ 0,5 |
Естественное старение 8-10 суток |
120 |
47 |
15 |
То же |
|
В95 |
1,4-2,0 |
– |
1.8-2,8 |
0,2-0,6 |
Zn ~ 5,0−7,0 |
Сr ~ 0,1-0,25 |
Закалка 460-480 ºС, 3 ч., кипящая вода; отпуск 150-120 ºС, 20 ч. |
100 |
60 |
12 |
Листы, трубы, фасонные профили, винты |
|
АЛ4 |
– |
8,0-10,5 |
0,17-0,3 |
0,25-0,5 |
– |
0,6-1,2 |
1,0-1,5 |
4,5-5,5 |
0,35-0,6 |
3 |
Картеры и блоки цилиндров, корпуса карбюраторов и др., отливки |
|
АЛ5 |
|
|
|
– |
– |
0,6-1,5 |
Закалка 520-530 ºС, 15 ч, кипящая вода; отпуск 225-235 ºС, 5 ч. |
65 |
20 |
1,0 |
То же |
Рекомендуемая литература Основная
Материаловедение и технология металлов. Учеб. Для студентов вузов/ Фетисов Г.П. и др. - М. Высшая школа, 2001,- 637 с.
Лахтин Ю.М., Леонтьева В.П. Материаловедение. - М. Машиностроение, 1990.-528 с.
Тарасов В.В, Малышко С.Б. Лабораторный практикум по материаловедению. Учеб. пособие - Владивосток: МГУ им. адм. Г.И. Невельского, 2003. - 117 с.
Кривошеева Г .Б., Тарасов В.В., Герасимов А.П. Материаловедение. Учеб. пособие для орган, самост. работы. Владивосток. ДВГМА. 1999.-110с.
Тарасов В.В., Кривошеева Г.Б., Герасимов А.П. Справочник - экзаменатор по материаловедению. Учеб. пособие. Владивосток. ДВГМА. 2000. - 70 с.
Дополнительная и справочная
Гуляев А.П. Металловедение. М. Металлургия. 1986, - 541 с.
Лахтин Ю.М. Металловедение и термическая обработка. М., Металлургия, 1983.-359 с.
Марочник сталей и сплавов. М., Машиностроение. 2001.
Лабораторная работа 9 макроскопический анализ сплавов
1.1. Цель работы. Провести макроанализ шлифов. Для каждого макрошлифа указать технологический процесс его изготовления.
Получить серные отпечатки по методу Бауману. По фотографиям объяснить причины неравномерного распределения серы в металле.
1.2. Теоретическое обоснование
Металлографический анализ проводится с целью изучения влияния химического состава и различных видов обработки на структуру металла.
Различают макро- и микроструктуру. Соответственно, металлографический анализ подразделяется на макроанализ и микроанализ.
Макроструктура – это строение металла, видимое невооруженным глазом или при небольшом увеличении (до 30 крат).
Микроструктура – это строение металла или сплава, видимое при больших увеличениях (более 50 крат) с помощью микроскопа.
Макроанализ дает представление об общем строении металла и позволяет оценить его качество после различных видов обработки: литья, обработки давлением, сварки, термической и химико-термической обработки.
Макроструктурой называется строение металла или сплава, видимое невооруженным глазом или при небольших увеличениях (~ до 30 раз).
Не выявляя подробностей строения, макроанализ позволяет определить участки металла, требующие дальнейшего микроскопического исследования. Макроанализом можно определить:
1. Нарушения сплошности металла: центральную пористость, свищи, подкорковые пузыри, трещины, непровары и газовые пузыри при сварке;
2. Дендритное строение, размеры и ориентацию зерен в литом состоянии (рис. 1.1);
3. Химическую неоднородность литого металла – ликвацию (исследуется макрошлиф);
4. Волокнистое строение деформированного металла;
5. Вид излома: вязкий, хрупкий, нафталинистый, камневидный и т.д.;
6. Глубину слоя после химико-термической обработки (исследуется излом).
Макроанализ проводят на продольных и поперечных макрошлифах (темплетах) и изломах. Для успешного выполнения макроанализа необходим выбор наиболее характерного для изучаемого изделия сечения или излома. Вырезанные темплеты подвергают механической обработке, химическому травлению и исследованию. Макроскопический анализ проводится тремя способами:
- осмотром поверхности детали или металла;
- изучением изломов (изломом называют поверхность разрушенных (при эксплуатации или специально)) образцов или деталей;
- изучением специально подготовленных образцов - макрошлифов.

Рис.1.1. Схема дендрита по Чернову Д.К.
Исследование поверхности детали или заготовки проводят редко, так как этот способ макроанализа малоинформативен. На поверхности можно увидеть трещины или дефект металлургического производства.
Исследование изломов (фрактография) - один из распространенных способов анализа металлов. На изломе можно наблюдать трещины, газовые и усадочные раковины, шлаковые включения, глубину поверхностной термической обработки: незакаленная зона внешне отличается от закаленной. По строению излома можно сделать вывод о причинах поломки детали, о качестве термической обработки, о хрупком или вязком состоянии металла.
Вязкое состояние металла характеризуется матовым волокнистым изломом, который образуется в результате предшествующей разрушению значительной пластической деформации (рис 1.2, а).


а) вязкий б) хрупкий
Рис. 1.3. Виды изломов
Хрупкое состояние металла отличает кристаллический (зернистый) излом, образующийся в результате отрыва одной части от другой по кристаллографической плоскости без предварительной пластической деформации. Хрупкий излом имеет блестящую поверхность (рис 1.3, б).
Хрупкое и вязкое разрушение происходит в результате однократного превышения предела прочности металла (в).
Вязкое или хрупкое состояние металлического материала зависит от химического состава, внутреннего строения, действующих напряжений и температуры эксплуатации. Вязкое состояние свидетельствует о хороших свойствах материала, а хрупкое - о его ненадежности.
Особое место занимает разрушение металла в результате усталости. Усталостью называют распространенное в практике разрушение металла под действием длительных повторно-переменных напряжений, меньших предела текучести (s). Считается, что большая часть разрушений при эксплуатации является следствием усталости металла.
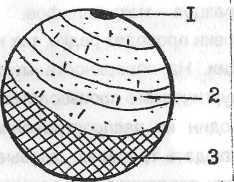
Рис. 1.4. Схема усталостного излома:
1 - очаг зарождения трещины;
2 - зона медленного развития трещины;
3 - зона долома.
Усталостный излом состоит из трех зон (рис. 1.4 и 1.5):
Очаг разрушения - место зарождения разрушения из-за наличия какого-либо концентратора напряжений.
Участок распространения или развития усталостной трещины.
Зона долома (имеет хрупкий или вязкий излом, характерный для данного материала, разрушенного в результате однократного нагружения).

Рис. 1.5. Усталостный излом
Наибольшая информация при макроскопическом анализе может быть получена в процессе исследования поверхности макрошлифов. Макрошлиф представляет собой пластину толщиной 15 - 30 мм, которую вырезают в том месте, где нужно исследовать металл. В некоторых случаях макрошлиф готовят из целой детали или её части. С одной стороны пластину (деталь) обрабатывают на станке до получения ровной поверхности, а затем шлифуют наждачной бумагой или абразивным камнем. Для выявления макроструктуры проводят травление, используя концентрированные растворы кислот (холодных или горячих). Время травления 10 - 60 мин.
Анализ макрошлифов дает возможность получить достаточно полное представление о качестве металла. Анализом макрошлифов можно обнаружить:
Дефекты литого металла.
Дефекты металла после обработки давлением.
Дефекты металла после сварки.
МАКРОСКОПИЧЕСКОЕ ИССЛЕДОВАНИЕ ЛИТОГО МЕТАЛЛА
На рис. 1.6 показано продольный и поперечный макрошлифы литого металла. Макроструктура слитка состоит из трех зон.
1) мягких кристаллов на поверхности, где имеет место высокая скорость охлаждения 2) столбчатых кристаллов, которые растут нормально к поверхности отвода теплоты 3) равноосных крупных кристаллов в центре слитка, где скорость охлаждения мала.
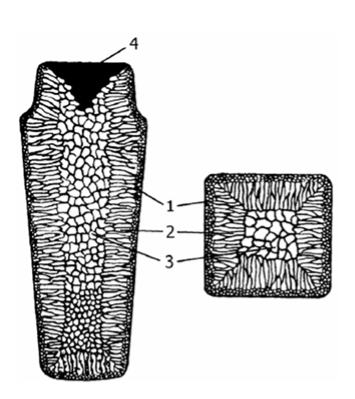
Рис. 1.6. Характерные зоны слитка:
1 – корка (зона мелких по-разному ориентированных кристаллов);
2 – зона столбчатых кристаллов, растущих в направлении,
обратном направлению теплоотвода;
3 – зона крупных, произвольно ориентированных кристаллов;
4 – усадочная раковина в верхней части слитка.
Первая зона - тонкий слой мелких равноосных кристаллов. Затем идет слой вытянутых, столбчатых кристаллов. В центральной части слитка расположена зона крупных равноосных кристаллов. Наличие трех кристаллических зон в литом металле связано с различной скоростью охлаждения металла при затвердении.
Размер этих зон существенно меняется в зависимости от состава металла и условий кристаллизации.
Аналогичное кристаллическое строение металла существует у любой отливки, меняется лишь соотношение между размерами кристаллических зон.
Обязательным дефектом литого металла является усадочная раковина. При охлаждении и затвердевании объём металла уменьшается. В результате этого в верхней части отливки образуется незаполненное металлом пространство, которое называется усадочной раковиной. В жидком металле может быть много растворенных газов: кислорода, азота, водорода, окиси углерода. При затвердевании газы выделяются из металла и образуют большие и мелкие зоны, заполненные газом - газовые пузыри.
Углерод и вредные примеси в стали: сера и фосфор обладают повышенной склонностью к ликвации. Ликвацией называют неравномерное распределение элементов (в первую очередь примесей) по сечению или объёму затвердевшего металла. В слитке большая часть примесей находится в центральной и верхней областях (рис.1.6). Ликвация, которая возникает при затвердевании металла, сохраняется и в готовых деталях после обработки давлением и резанием. В местах скопления серы и фосфора металл обладает пониженной пластичностью и ударной вязкостью.
Качественную оценку распределения серы в металле можно получить при помощи т.н. метода Баумана. Фотобумагу смачивают в 10% растворе H2SO4 в воде, кладут на ровную поверхность слоем эмульсии вверх и на эмульсию ставят готовый макрошлиф. Выдерживают его на бумаге в течение 5 - 10 мин.
Сера присутствует в металле не в чистом виде, а в виде сульфидов железа или марганца. В результате на поверхности металла проходят реакции:
FeS + H2SO4 = FeSO4 + H2S,
MnS + H2SO4 = MnSO4 + H2S.
Образующийся сероводород взаимодействует с бромистым серебром, входящим в состав фотобумаги: H2S + 2AgBr = Ag2S + 2НВг. Сульфид серебро имеет коричневый цвет. Отпечаток промывают в воде, фиксируют 20 - 30 мин. в растворе гипосульфида, вновь промывают и сушат. По образующимся на фотобумаге темным участкам можно судить о характере распределения серы в исследуемой стали (или чугуне).