

ДИПЛОМ
.pdfЗначение пространственных отклонений для заготовки из поковки
заг. 3220мкм
черн.точ. 0,06 3,220 0,193мм
получист.точ. 0,05 3,220 0,161мм
предв.шлиф. 0,04 3,220 0,129мм
черн.точ. 0,03 3,220 0,097мм
хонинг. 0,02 3,220 0,064мм
Значение пространственных отклонений для заготовки из поковки

 2см 2 экс 3,22мкм
2см 2 экс 3,22мкм
см 2,8мкм |
экс 2,8мкм |
На основании записанных в таблице данных рассчитываем минимальные значения межоперационных припусков:
2zmin 2(Rzi 1 Ti 1 
 i 12 i 2 ) ,
i 12 i 2 ) ,
Черновое точение
2zmin 2 (50 50 
 1932 1002 ) 2 317
1932 1002 ) 2 317
Получистовое точение
2zmin 2 (20 25 
 1612 ) 2 206
1612 ) 2 206
Черновое шлифование
2zmin 2 (10 20 
 1292 52 ) 2 132 .
1292 52 ) 2 132 .
Чистовое шлифование
2zmin 2 (5 15 
 972 ) 2 117
972 ) 2 117
Хонингование
2zmin 2 (2,5 5 
 642 ) 2 72
642 ) 2 72
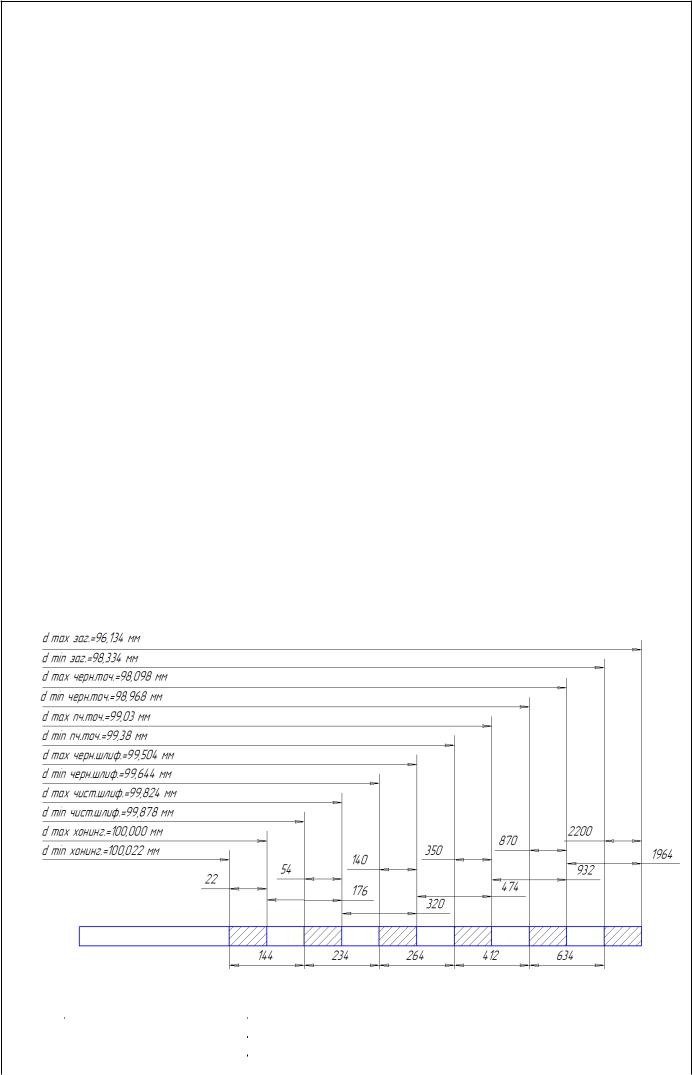
Графа «Расчётный размер d p » заполняется, начиная с конечного (чертёжного)
размера путём последовательного прибавления расчётного минимального припуска каждого технологического перехода:
Хонингование d p 100,022мм
d p d pi 1 2zmin i 1
Чистовое шлифование
d p 100,022 2 72 99,878мм ,
Черновое шлифование
d p 99,878 2 117 99,644мм ,
Получистовое точение
d p 99,644 2 132 99,38мм .
Черновое точение
d p 99,38 2 206 98,968мм
Заготовка
d p 98,968 2 317 98,334мм
|
|
|
|
|
0.010.00.00 ПЗ |
Лист |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
41 |
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|
|
|
|
|
|
|
|
|
Значение допусков каждого перехода принимаем по таблицам в соответствии с квалитетом того или иного вида обработки.
Определяем предельные размеры:
dmax i dmin i i ; (dmin i d pi )
dmax заг. 98,334 2200 96,134мм; dmax 1 98,968 870 98,098мм;
dmax 2 99,38 350 99,03мм; dmax 3 99,644 140 99,504мм. dmax 4 99,878 54 99,824мм. dmax 5 100,022 22 100,00мм.
Определяем предельные значения припуска:
2zпр |
|
d |
max i 1 |
d |
max i |
; |
|
|
2zпр |
d |
min i 1 |
d |
min i |
|
|
max i |
|
|
|
|
|
min i |
|
|
|||||
Черновое точение |
|
|
|
|
|
|
|
|
|
|||||
2zmaxпр |
i |
98,098 96,134 1964мкм; |
2zminпр i |
98,968 98,344 634мкм; |
||||||||||
Получистовое точение |
|
|
|
|
|
|
|
|||||||
2zmaxпр |
i |
99,03 98,098 932мкм; |
2zminпр i |
99,38 98,968 412мкм; |
||||||||||
Черновое шлифование |
|
|
|
|
|
|
|
|||||||
2zmaxпр |
i |
99,504 99,03 474мкм; |
2zminпр i |
99,644 99,38 264мкм. |
||||||||||
Чистовое шлифование |
|
|
|
|
|
|
|
|||||||
|
2zmaxпр |
i 99,824 99,504 320мкм; |
2zminпр i |
99,878 99,644 234мкм. |
||||||||||
Хонингование |
|
|
|
|
|
|
|
|
|
|
||||
2zmaxпр |
i 100,00 99,824 176мкм; |
2zminпр i |
100,022 99,878 134мкм. |
|||||||||||
|
|
|
|
|
Схема графического расположения допусков |
|||||||||
|
|
|
|
|
|
|
для поверхности 100H6: |
|
|
|
||||
|
|
|
|
|
0.010.00.00 ПЗ |
Лист |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
42 |
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|
|
|
|
|
|
|
|
|
1.7. Расчет суммарной погрешности обработки на одну поверхность
Расчёт суммарной погрешности обработки диаметра Ø186h8мм.
1. Определим величину погрешности u вызванную размерным износом резца
[2, с.73]:
u |
|
L |
u0 |
, |
|
|
|
||||
1000 |
|||||
|
|
|
|||
где L – длина пути резания при точении N партии заготовок:
LД |
|
D lд |
N |
|
3,14 186 60 800 |
186982,8м ; |
|
1000 |
S |
1000 0,15 |
|||||
|
|
|
|||||
где u0 |
6мкм/ км – интенсивность изнашивания резца с пластиной твердого сплава |
||||||
Т15К6 [2, с.74]. |
|
|
|||||
L LN LД N 186982 800 149585600м .
Для соблюдения условия Тd >∆Σ мы используем подналадку.
u 149585600 6 0,89мкм/ км. 1000
2. Определим колебание отжатий системы ∆у вследствие изменения силы Ру изза непостоянных глубины резания и податливости системы при обработке:
y ymax ymin Wmax Py max Wmin Py min ,
где Wmax и Wmin – наибольшая и наименьшая податливость системы;
Py max и Py min – наибольшая и наименьшая значение составляющей силы резания,
совпадающей с направлением выдерживаемого размера. |
|
|||
Деталь установлена на разжимную оправку Wmin |
будет при расположении резца |
|||
в конце обработки (т.е. у передней бабки). Тогда W |
|
|
30 |
30,61мкм/ кН (для |
|
|
|||
min |
0,98 |
|
||
|
|
|
||
токарного станка смещение резцедержателя и оправки установленной в шпиндель передней бабки под нагрузкой 0,98 кН составляет 30 мкм) [2, с.29]. Максимальная податливость системы имеет при расположении резца в начале вала
Wmax Wст max Wзаг.max ,
где Wзаг. max – максимальная податливость заготовки.
Wст max 30 40 35,7мкм/ кН - наибольшая податливость станка.
0,98 * 2
Вал в центрах можно представить как балку на 2-х опорах, нагруженную сосредоточенной силой, а наибольший прогиб в середине вала, тогда:
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
3 |
|
|
|
2 |
|
|
lд |
|
2 |
180 |
|
||||||
|
|
|
|
|
|
|
|
||||||||
Wзаг. max |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,78мкм/ кН , |
dпр |
d |
|
d I |
|
|
|
|
||||||||
|
|
|
пр |
|
186 |
186 |
|
|
|||||||
|
|
|
|
|
|
п р |
|
|
|
|
|
|
|
|
|
d пр - приведённый диаметр вала равен диаметру вала для гладких валов. Тогда величина наибольшей податливости технологической системы:
|
|
|
|
|
0.010.00.00 ПЗ |
Лист |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
43 |
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|
|
|
|
|
|
|
|
|
Wmax 30,61 0,78 35,7 67,06мкм/ кН .
На предыдущей операции (получистовое точение) заготовка обработана с допуском IT12 возможно колебание припуска на величину IT10/2, что для
186мм составит |
0,78 |
0,39мм , а колебание глубины резания |
|
2 |
|||
|
|
tmin 0,5мм,tmax 0,5 0,39 0,89мм .
огда наибольшее и наименьшее значение составляющей силы резания будут:
Ру min |
10 C p tminx |
S y V n K p |
|||||||||||||
Ру max |
10 C p tmaxx |
S y V n K p |
|||||||||||||
Сp |
243; x 0,9; y 0,6; n 0,3; 150м / мин; S 0,15мм / об; |
||||||||||||||
K |
p |
K |
м |
K |
|
K |
|
K |
|
K |
r |
|
(750 / 750)0,75 1 1 1 1 1. |
||
|
|
|
|
|
|
|
|
|
|
||||||
Ру min |
10 243 0,50,9 0,150,6 |
150 0,3 1 39,691Н 0,054кН; |
|||||||||||||
Ру max |
10 243 0,8750,9 0,150,6 150 0,3 1 97,195Н 0,117кН. |
||||||||||||||
Изменение обрабатываемого размера в следствии упругих деформаций системы:
y 67,06 0,117 30,61 0,054 5,353мкм.
3. Погрешность, вызванная геометрическими неточностями станка:
ст С l , [2, с. 53-55]
L
где С = 20 мкм – допустимое отклонение от параллельности оси шпинделя направляющим станины в плоскости выдерживаемого размера на длине
L = 300 мм ; l 60мм – длина обрабатываемой поверхности. Следовательно:
ст 20 60 4мкм. 300
4. Температурные деформации технологической системы, приняв их равными
15% от суммы остальных погрешностей:
т 0,15 (0,89 5,353 4) 1,5мкм .
Суммарная погрешность обработки:
2 
 y 2 (1,73 u)2 (1,73 ст)2 (1,73 т)2 ,
y 2 (1,73 u)2 (1,73 ст)2 (1,73 т)2 ,
2 
 5,3532 (1,73 0,89)2 (1,73 4)2 104,75мкм Td 72мкм.
5,3532 (1,73 0,89)2 (1,73 4)2 104,75мкм Td 72мкм.
|
|
|
|
|
0.010.00.00 ПЗ |
Лист |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
44 |
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|
|
|
|
|
|
|
|
|
1.7Выбор моделей станков
Выберем модели станков по [3] (см. приложение Б).
Токарные, операции выполняем на токарно-винторезном станке модели
16К20Ф3.
Сверлильную операцию выполняем на сверлильном станке 2Р135Ф2-1. Фрезерную операцию выполняем на фрезерном станке 6Б443ГФ3. Шлифовальные операции выполняем на круглошлифовальном станке
модели 3Б161 Внутришлифовальную операцию выполняем на внутришлифовальном
станке 3К228А.
Хонинговальную операцию выполняем на хонинговальном станке 3М83.
Выбор режущего инструмента
Назначим режущий инструмент по [3].
Черновое точение Резец проходной с φ = 60°, с трехгранной пластиной из твёрдого сплава
Т15К6 (ТУ 2-035-892-82). Режущие пластины по ГОСТ 19046-80.
Обозначение резца: PTТNR2020K10; h x b = 20 x 20; L = 125 мм;
Получистовое точение Резец проходной с φ = 60°, с трехгранной пластиной из твёрдого сплава
Т15К6 (ТУ 2-035-892-82). Режущие пластины по ГОСТ 19046-80.
Обозначение резца: PTTNR2020K10; h x b = 20 x 20; L = 125 мм;
Черновое точение Резец проходной подрезной с трехгранной пластиной (ε = 80°) из твёрдого
сплава Т15К6 с φ = 90° (ТУ 2-035-892-82). Режущие пластины по ГОСТ 19048-80.
Обозначение резца: MWLNL2020K08; h x b = 20 x 20; L = 125 мм;
Получистовое точение Резец проходной подрезной с трехгранной пластиной (ε = 80°) из твёрдого
сплава Т15К6 с φ = 90° (ТУ 2-035-892-82). Режущие пластины по ГОСТ 19048-80.
Обозначение резца: MWLNL2020K08; h x b = 20 x 20; L = 125 мм;
Черновое точение Резец расточной с φ = 90°, с трехгранной пластиной из твёрдого сплава
Т15К6 (ТУ 2-035-1040-86). Режущие пластины по ТУ 19-4206-96-83.
Обозначение резца: К.01.4982.000-06; d= 20; L = 125 мм; Получистовое точение
Резец расточной с φ = 90°, с трехгранной пластиной из твёрдого сплава Т15К6 (ТУ 2-035-1040-86). Режущие пластины по ТУ 19-4206-96-83.
Обозначение резца: К.01.4982.000-06; d= 20; L = 125 мм.
Сверло Ø 10 спиральное с коническим хвостовиком (по ОСТ 2420-2-80) с 2φ=118 и φ = 55°. Р6М5.
Обозначение: 035-2301-1017.
|
|
|
|
|
0.010.00.00 ПЗ |
Лист |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
45 |
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|
|
|
|
|
|
|
|
|
Фреза 2240-0408 Р6М5 ГОСТ 3755-78 [3].
Абразивные круги [11]: Для внутреннего шлифования:
черновой 1 80х20х20 25А F40 М 6 V 35 м/с Б 3 кл. (ГОСТ 52587-2006);
чистовой 1 80х20х20 25А F40 М 6 V 35 м/с Б 3 кл. (ГОСТ 52587-2006);
Для круглого шлифования:
черновой 1 400х40х32 25А F40 К 6 V 35 м/с Б 3 кл. (ГОСТ 52587-2006); чистовой 400х40х32 25А F40 К 6 V 35 м/с Б 3 кл. (ГОСТ 52587-2006);
Бруски хонинговальные 100х24х12х6х100 63С F400 K 8 V(ГОСТ 52587-2006);
1.8. Расчёт режимов резания
8.1 Расчет режимов резания на обработку пов. № 11 200 мм по [3]:
Скорость резания при точении, м/мин, рассчитывают по эмпирической формуле, которая имеет общий вид:
v |
Сv |
kv , |
T m t x S y |
где T - стойкость инструмента, мин; S -подача, мм/об;
t -глубина резания, мм;
Kv - коэффициент, учитывающий фактические условия резания.
Kv = Kмv Kпv Kuv ,
где Kмv - коэффициент, учитывающий качество обработанного материала; Kпv - коэффициент, учитывающий состояние поверхности заготовки; Kuv - коэффициент, отражающий качество материала инструмента;
|
190 |
nv |
||
KMV |
|
|
|
, |
|
||||
|
НВ |
|
|
|
(3.1)
(3.2)
(3.3)
где nv- показатель степени;
HBфактический параметр, характеризующий обрабатываемый материал.
n |
1000 v |
|
|
|
D , |
(3.4) |
|||
|
||||
где v- скорость резания, м/мин; |
|
|
|
|
D- диаметр обрабатываемой поверхности, мм.
Cилу резания при точении, Н, рассчитывают по эмпирической формуле, которая имеет общий вид:
P |
10 C |
|
t x S y vn k |
p , |
(3.5) |
z,x, y |
|
p |
|
||
где Cp - поправочный коэффициент; |
|
|
|
|
|
x, y, n - показатели степени; |
|
|
|
|
|
kP kМр k p kyp k p , |
|
(3.6) |
|||
где kp - поправочный коэффициент, учитывающий фактические условия резания;
kMp - коэффициент, учитывающий влияние качества обрабатываемого
|
|
|
|
|
0.010.00.00 ПЗ |
Лист |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
46 |
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|
|
|
|
|
|
|
|
|
материала;
kφp, kyp, kλp - коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента.
|
|
В |
n |
|
|||
KМР |
|
|
|
|
, |
(3.7) |
|
750 |
|||||||
|
|
|
|
|
|||
Мощность резания, кВт, рассчитывают по формуле:
N |
Pz v |
, |
(3.8) |
1020 60 |
где Pz- тангенциальная сила, Н; v- скорость резания, м/мин.
Черновая токарная:
Инструмент: резец проходной с трехгранной пластиной из твердого сплава Т15К6 с = 900 ТУ 2-035-892-82 PTGNR2020K16.
1)Глубина резания равна: t = 2 мм; [10]
2)Подача: s = 1 мм/об; [3]
3)Определим скорость резания при точении по формуле (3.1)
T = 40 мин; CV =340; х = 0,15; y = 0,45; m = 0,2 [3].
Определим коэффициент, учитывающий качество обработанного материала,
по формуле (3.3): |
|
||||
nv = 1; в |
420 |
, [3] |
|||
|
|
|
750 |
nV |
1,78 , |
KMV |
Kr |
|
|
|
|
|
|||||
|
|
|
B |
|
|
|
|
|
|
|
|
Kпv = 0,9; Kиv = 1. [3]
Вычислим коэффициент, учитывающий фактические условия резания по формуле (3.2):
Kv 1,78 0,9 1 1,6 ,
v |
|
|
340 |
|
1,6 236,5 м / мин . |
|
|
|
|
|
|
||
|
0,2 |
2 |
0,15 |
0,45 |
||
40 |
|
|
1 |
|||
4) Рассчитаем частоту вращения по формуле (3.4):
n 1000 236,5 375мин 1 . 3,14 200
5) Определим силу резания [3]:
Постоянная CP и показатели степеней x, y, n для расчётных условий обработки для каждой из составляющих силы резания в таблицу 3.1.
|
|
|
|
|
0.010.00.00 ПЗ |
Лист |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
47 |
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|
|
|
|
|
|
|
|
|
Таблица 8.1 - Значение коэффициента CP и показатели степени в формулах силы резания
Обрабат |
Мате |
|
|
Коэффициент и показатели степеней в формулах |
|||||||||||||
риал |
|
|
|
|
|
|
для составляющих |
|
|
|
|
|
|||||
ываемы |
Вид |
|
|
|
|
|
|
|
|
|
|
||||||
рабо |
тангенциальной |
|
радиальной Py |
|
осевой PX |
|
|||||||||||
й |
обработ |
|
|
|
|||||||||||||
чей |
|
|
|
PZ |
|
|
|
|
|||||||||
материа |
ки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
части |
CP |
|
|
|
|
|
CP |
|
|
|
CP |
|
|
|
|
||
л |
|
|
x |
y |
n |
|
x |
y |
n |
|
x |
y |
n |
||||
резца |
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Наружн |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сталь |
Твёр |
ое |
300 |
|
0,9 |
0,6 |
0,15 |
|
243 |
0,9 |
0,6 |
0,3 |
339 |
|
1,0 |
05 |
0,4 |
дый |
продоль |
|
|
|
|||||||||||||
15 |
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
сплав |
ное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
точение |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Определим коэффициент, учитывающий качество обработанного материала, по
формуле (3.7): |
|
|
|||
n= 0,75; в |
420 , [3] |
||||
|
В |
nV |
0,647 , |
||
KМР Kr |
|
|
|
|
|
|
|
|
|||
750 |
|
|
|||
k P , k P , k P поправочные коэффициенты занесены в таблицу 3.2.
Таблица 8.2 - Поправочные коэффициенты
Параметры |
Материал |
Поправочные коэффициенты |
|||||||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
Величина |
|
|||
|
|
|
режущей |
|
|
|
|||
|
|
|
Обозна |
коэффициента для |
|||||
Наименовани |
Величина |
части |
|||||||
чение |
составляющих |
||||||||
е |
|
|
инструмента |
||||||
|
|
|
P |
Py |
|
P |
|||
|
|
|
|
|
|
||||
|
|
|
|
|
Z |
|
|
X |
|
Главный угол |
90 |
|
k P |
0,89 |
0,5 |
|
1,17 |
||
|
|
|
|
||||||
в плане |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
Передний |
0 |
Твёрдый |
k P |
1,1 |
1,4 |
|
1,4 |
||
угол |
|
|
|||||||
|
|
сплав |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
Угол наклона |
|
|
|
|
|
|
|
||
главного |
0 |
|
k P |
1 |
1 |
|
1 |
||
лезвия |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рассчитаем поправочный коэффициент, учитывающий фактические условия резания по формуле (3.6):
для PZ
kP 0,647 0,89 1,1 1 0,63 ,
для Py
kP 0,647 0,5 1,4 1 0,45 ,
|
|
|
|
|
0.010.00.00 ПЗ |
Лист |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
48 |
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|
|
|
|
|
|
|
|
|
для PX
kP 0,647 1,17 1,4 1 1,06 .
Определим значения составляющих сил резания по формуле (3.5):
PZ 10 300 21,0 10,75 236,50,15 0,63 9942,6кН,
PY 10 243 20,9 10,6 236,50,3 0,45 12229,9кН,
PX 10 46 21,0 1,20,4 236,50,4 1,06 45256,2кН.
6) Рассчитаем мощность резания по формуле (3.8):
N |
2,942 236,5 |
0,0384кВт. |
|
1020 60 |
|||
|
|
8.2 Расчет режимов резания на обработку поверхность №7 10 мм по [3]:
Сверление Глубина резания при сверлении определяется по формуле:
t 0,5 D 0,5 10 5мм , |
(3.9) |
где D - диаметр получаемого отверстия, мм.
Скорость резания при сверлении, м/мин:
v |
C Dq |
(3.10) |
||
T m |
s y Kv , |
|||
|
V |
|
|
|
где D - диаметр сверла, мм;
CV- поправочный коэффициент на скорость; Т - период стойкости, мин;
q , m и y - показатели степени. |
|
|
|
|
|
Kv = Kmv Kиv Klv, |
|
(3.11) |
|||
|
|
750 |
|
nV |
, |
KMV Kr |
|
|
|
|
|
|
|
||||
|
|
B |
|
|
|
|
|
|
|
||
где KMv - коэффициент на обрабатываемый материал;
KИv - коэффициент на инструментальный материал ; Klv - коэффициент, учитывающий глубину отверстия. Частота вращения, мин-1, определяется по формуле:
n 1000 v , 3,14 d
Крутящий момент определяется по формуле:
М кр 10 СМ Dq S y k p ,
где СМ - поправочный коэффициент; КР- коэффициент , учитывающий фактические условия обработки.
КР=КмР,
(3.12)
(3.13)
|
|
|
|
|
0.010.00.00 ПЗ |
Лист |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
49 |
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|
|
|
|
|
|
|
|
|
|
|
В |
n |
|
|
|
K |
МР |
|
, |
|||
|
||||||
|
|
750 |
|
|
|
|
КмР - поправочный коэффициент, |
учитывающий влияние |
|||||
обрабатываемого материала на силовые зависимости. |
||||||
Осевая сила рассчитывается по формуле: |
|
|
||||
P 10 C |
p |
Dq S y |
k |
p |
, |
|
0 |
|
|
|
|
||
где СР - поправочный коэффициент; КР- коэффициент, учитывающий фактические условия обработки.
Мощность резания можно определить по формуле:
N М кр n , 9750
качества
(3.14)
(3.15)
Сверление 10 мм:
Инструмент: сверло спиральное 10 мм с коническим хвостовиком (по ОСТ 2420-2-80) с 2 = 1180 и = 550. Р6М5.
1) Глубину резания при сверлении определяем по формуле (3.9) :
t 0,5 10 5мм ;
2)Подача: s = 0,2 мм/об; [3]
3)Определим скорость резания при сверлении по формуле (3.10):
T = 25 мин; CV = 9,8; y = 0,5 ; m = 0,2; q = 0,4. [3]
Определим коэффициент, учитывающий качество обработанного
материала, по формуле (3.3): nv = 1,3; HB = 190 [3].
|
В |
nV |
420 |
|
0,9 |
|||
KМР Kr |
|
|
|
1 |
|
|
1,68 , |
|
|
|
|||||||
|
750 |
|
750 |
|
|
|||
Kиv = 1, [3] |
|
|
|
|
|
|||
Klv = 0,75, [3] |
|
|
|
|
||||
Kv |
1,68 1 0,75 1,26 , |
|
|
|||||
v |
9,8 100,4 |
1,26 34,5 м / мин . |
||||||
250,2 0,20,5 |
||||||||
4) Рассчитаем частоту вращения по формуле (3.12):
n 1000 34,5 1098,7 мин 1 . 3,14 10
5) Рассчитаем крутящий момент по формуле (3.13):
СМ 0,0345, q 2, y 0,8.
Определим коэффициент, учитывающий качество обработанного материала, по формуле (3.7):
n= 0,75, [3]
, KМР К р ,
Мкр 10 0,0345 102 0,20,8 64 6,093 Н м .
6)Определим осевую силу по формуле (3.14):
|
|
|
|
|
0.010.00.00 ПЗ |
Лист |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
50 |
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
|
|
|
|
|
|
|
|
|