

4 Изображение и обозначение резьбы
В соответствии с ГОСТ 2.311-68 резьба должна изображаться:
1. На стержне – сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими линиями – по внутреннему (см. рисунок 4.1).
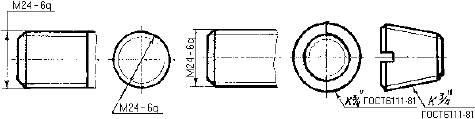
Рисунок 4.1 - Изображение и обозначение резьбы на стержне
2. В отверстии – сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями – по наружному диаметру (см. рисунок 4.2).
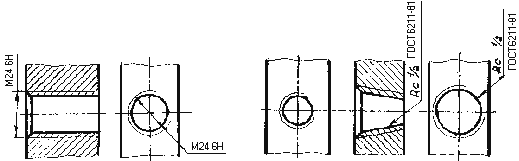
Рисунок 4.2 - Изображение и обозначение резьбы в отверстии
Сплошную тонкую линию при изображении резьбы наносят на расстояние не менее 0,8 мм от основной линии и не более величины шага резьбы.
Обозначение резьб указывают по соответствующим стандартам на размеры и предельные отклонения резьб и относят их для всех резьб, кроме конической и трубной цилиндрической, к наружному диаметру (см. рисунок 4.3).
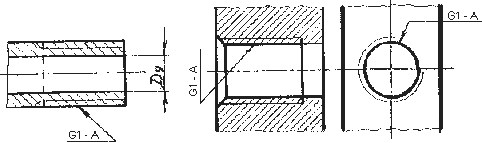
Рисунок 4.3 - Изображение и обозначение трубной резьбы
5 Резьбовые изделия и соединения
Для разъемных соединений деталей машин, приборов и т.п. широко применяются крепежные изделия — болты, винты, шпильки, гайки, шайбы и фитинги. Они весьма разнообразны по форме, точности изготовления, материалу, покрытию и прочим условиям их изготовления.
Болты
Болтом называют резьбовое изделие, служащее соединительной деталью для разъемного соединения и представляющее собой стержень, снабженный резьбой для навертывания гайки на одном конце и головкой – на другом.
В зависимости от технологии изготовления и качества обработки болты разделяются на три категории:
1. Болты класса точности В – ГОСТ 7795-70*, ГОСТ 7796-70* и ГОСТ 7798-70*.
2. Болты класса точности А – ГОСТ 7805-70*, ГОСТ 7808-70* и ГОСТ 7811-70*.
3. Болты класса точности С – ГОСТ 15589-70*, ГОСТ 15590-70* и ГОСТ 15591-70*.
По конструкции болты с шестигранными головками класса точности В и класса точности А имеют пять видов исполнения.
Исполнение 1 – без отверстия в стержне.
Исполнение 2 – с отверстием в стержне под шплинт.
Исполнение 3 – с двумя сквозными отверстиями в головке, предназначенными для прошплинтовки проволокой в целях предотвращения самоотвинчивания болта.
Исполнение 4 – с круглым отверстием в торце головки болта.
Исполнение 5 – с круглым отверстием в торце головки болта и отверстием в стержне.
Болты класса точности С с нормальной головкой имеют одно исполнение.
По размерам головки болты разделяются на болты с нормальной шестигранной головкой и уменьшенной шестигранной головкой.
По виду стержня болты с шестигранной головкой делятся на болты обыкновенные и болты для отверстия из-под развертки. ГОСТ 12414-66 предусматривает заточки концов стержня у болтов, шпилек и винтов четырех форм. Такая заточка облегчает установку резьбы гайки на резьбу болта и предохраняет крайние наружные нитки резьбы от повреждения.
Последовательность вычерчивания головки болта:
1. По размерам e и H строят 2 вида шестигранной головки болта.
2.
Проводят окружность D
= (0,9 0,95)S на
виде слева. Откладывают размер D на
главном виде и от точек 2-2 проводят
образующие конуса под углом 30° до
пересечения с ребрами шестигранника в
точках 1. Этих точек на главном виде
четыре.
Условное обозначение болта содержит форму исполнения, диаметр резьбы, шаг и класс точности резьбы, длину болта, класс прочности, обозначение материала и группу защитного покрытия, толщину покрытия, номер государственного стандарта на данную конструкцию болта.
Обозначение материала болта, а также группа защитного покрытия вводится обозначением класса прочности материала, группы покрытия и толщины покрытия по ГОСТ 1759-70*.
Материал назначается при заказе, согласно требуемой прочности болта и особых условий работы (агрессивная среда, антимагнитность, жаркий климат и т.д.).
Материалы, применяемые для изготовления болтов, в условном обозначении изделий указываются в соответствии с ГОСТ 1859-70* следующим образом:
– для углеродистых сталей указывается класс прочности, обозначенный двумя цифрами: 3,6; 4,6; 4,8; 5,6; 5,8; 6,6; 6,8; 6,9, где первое число, умноженное на 10, определяет величину минимального временного сопротивления в кгс/мм2; второе число, умноженное на 10, определяет отношение предела текучести к временному сопротивлению в процентах; произведение чисел определяет величину предела текучести в кгс/мм2;
– для легированных сталей, помимо класса прочности 8,8; 10,9; 12,9; 14,9 указывается также марка стали, например: 88,35X; 109,40Г2; 109,40X (ГОСТ 1759-70*, табл. 1);
– углеродистые стали, применяемые для изготовления гаек, обозначаются классами прочности: 4; 5; 6; 8. Это число, умноженное на 10, определяет величину напряжения от испытательной нагрузки в кгс/мм2;
– для легированных сталей, помимо класса прочности указывается также марка стали: например, 10,35Х; 10,38ХА; 12,40Х (ГОСТ 1759-70*, табл. 2);
– коррозионно-стойкие, жаропрочные, жаростойкие и теплоустойчивые стали, применяемые для изготовления болтов, винтов, шпилек и гаек, в условном обозначении изделия указываются условным обозначением группы материала 21; 22; 23; 24; 25; 26. Цветные сплавы указываются также условным обозначением группы 31; 32; 33; 34; 35; 36 (ГОСТ 1759-70*, табл. 3, 4, 5 и 6).
При необходимости болты, винты, шпильки и гайки могут изготовляться с покрытием. Тип покрытия выбирается по ГОСТ 9.303-84.
Толщина покрытия выбирается по ГОСТ 9.073-77 и равна: 1, 3, 6, 9… мкм.
Шпильки
Шпилька представляет собой стержень, имеющий резьбу на обоих концах. Шпильки выполняются по ГОСТ 22032-76…ГОСТ 22043-76.
Шпильки служат для соединения деталей в таких местах, где головки болтов по конструктивным соображениям нежелательны или, когда соединение болтом осуществить невозможно.
Особенно часто шпильки применяются в конструкциях, работающих при динамических нагрузках, так как в условиях динамической нагрузки, стандартная шпилька намного прочнее стандартного болта того же диаметра.
Одним нарезанным концом, называемым посадочным или ввинчиваемым, шпилька ввертывается в отверстие детали с резьбой, а на другой конец, называемым гаечным, навертывается гайка.
Шпильки делятся на две группы – с ввинчиваемым концом и для деталей с гладкими отверстиями.
В зависимости от длины l ввинчиваемого резьбового конца шпильки первой группы имеют следующие области применения:
l1 = d – для резьбовых отверстий в стальных, бронзовых и латунных деталях;
l1 = 1,6 d; l1 = 1,25 d – для резьбового отверстия в деталях из ковкого и серого чугуна;
l1 = 2 d; l1 = 2,5 d – для резьбовых отверстий в деталях из легких сплавов.
Шпильки второй группы (для деталей с гладкими отверстиями) выполняются по ГОСТ 22042-76 (класса точности В) и ГОСТ 22043-76 (класса точности А).
Примеры условных обозначений шпилек:
Шпилька диаметром резьбы d = 16 мм, с длиной ввинчиваемого конца l1 = 1d, с крупным шагом Р = 2 мм, с полем допуска 6 q, длиной l = 120 мм, класса прочности 5.8, без покрытия;
Шпилька диаметром резьбы d = 16 мм, с длиной ввинчиваемого конца l1 = 1d, с мелким шагом Р = 1,5 мм, с полем допуска 6 q, длиной l = 120 мм, класса прочности 10.9, из стали марки 40Х, с покрытием 02 толщиной 6мкм;
Шпилька диаметром резьбы d = 16 мм, с длиной ввинчиваемого конца l1 = 2d, с мелким шагом Р = 1,5 мм, с натягом на ввинчиваемом конце, с крупным шагом Р = 2мм на гаечном конце, с полем допуска 6q, длиной l = 120 мм, класса прочности 6.6, с покрытием 05.
Резьба шпилек – по ГОСТ 24705-81, с полем попуска 6q по ГОСТ 16093-81.
Материалом для изготовления стандартных шпилек служат те же конструкционные стали, что и для болтов. Для высоконагруженных соединений и соединений, работающих в особых условиях, шпильки изготовляются из легированных сталей.
Шпильки класса точности А с длиной ввинчиваемого конца l1, равной 1d, 1,25d, 1,6d,2d, 2,5d, предусмотрены соответственно ГОСТ 22033-76, ГОСТ 22035-76, ГОСТ 22037-76, ГОСТ 22039-76 и ГОСТ 22041-76.
Шпильки класса точности В с длиной ввинчиваемого конца l1 равной 1d, 1,25d, 1,6d,2,5d, предусмотрены соответственно ГОСТ 22032-76, ГОСТ 22034-76, ГОСТ 22036-76, ГОСТ 22038-76 и ГОСТ 22040-76.
Отверстия для шпилек выполняются следующим образом.
Сначала сверлом сверлят гнездо на глубину, превышающую длину ввертываемого конца шпильки примерно на 0,5d.
Таким образом, глубина сверления l2 = l1 + 0,5d запас резьбы в гнезде длиной 0,5d, т.к. последним виткам при нарезании метчиком имеют неполноценный профиль (сбег).
Гайки
Гайкой называется резьбовое изделие, имеющее нарезанное отверстие для навинчивания на болт или шпильку и являющееся замыкающей деталью в силовой цепи: болт – скрепляемые детали – гайка.
По стандартам гайки изготовляются: шестигранные класса точности В по ГОСТ 5915-70* с уменьшенным размером “под ключ” по ГОСТ 15521-70*, шестигранные класса точности А по ГОСТ 5927-70*, шестигранные класса точности С по ГОСТ 15526-70* и т.д.
Резьба для стандартных гаек применяется метрическая с крупным и мелким шагами.
По конструкции шестигранные гайки разделяются:
а) на исполнение 1 – с двумя фасками;
б) исполнение 2 – с одной фаской;
в) исполнение 3 – без фасок и с цилиндрическим или коническим выступом с одного торца гайки.
По высоте гайки исполняются:
а) низкие, высота н = 0,6d (где d – номинальный диаметр резьбы);
б) нормальные, высота н = 0,8d;
в) высокие, высота н = 1,2d;
г) особо высокие, высота н = 1,5d.
По форме гайки выполняются:
а) шестигранные, с нормальным и уменьшенным размером “под ключ”;
б) шестигранные с прорезью;
в) шестигранные с коронкой;
г) гайки круглые шлицевые;
д) гайки-барашки.
Для прорезных и корончатых гаек следует пользоваться ГОСТ 2528-73*, 5918-73*, 5919-73*, 5933-73*, 5935-73*.
Выбор типа гайки зависит от назначения и условий работы.
В машиностроении наиболее распространены обыкновенные шестигранные гайки: низкие гайки применяются при незначительных осевых усилиях, высокие и особо высокие гайки применяются при наличии больших осевых усилий, а также в тех случаях, когда в процессе эксплуатации приходится часто разбирать резьбовое соединение. В соединениях, подверженных переменной нагрузке и вибрации, употребляются прорезные и корончатые гайки со шплинтами, или обыкновенные гайки с замками. Гайки-барашки применяются в тех случаях, когда гайка должна завинчиваться вручную, без помощи ключа.
Гайки выполняются из обычных конструкционных и легированных сталей. Гайки из цветных металлов и сплавов изготовляются в случае, если материал гаек должен обладать антимагнитными свойствам, или когда гайки должны быть токопроводящими. Для обоих условий работы гайки изготовляются с антикоррозийным покрытием.
Условное обозначение гайки, так же как и болта, и шпильки, содержит форму исполнения, размер резьбы, шаг резьбы и поле допуска резьбы, класс прочности материала, группу защитного покрытия и номер государственного стандарта.
Форма исполнения 1, шаг крупной резьбы и поле допуска резьбы 7Н в условном обозначении гайки не указывается.
На чертеже гайка записывается условным обозначением, включающим все основные характеристики данного изделия.
Резьба для гаек (также, как и для болтов и шпилек) метрическая (с крупным и мелким шагами) по ГОСТ 9150-81, поле допусков резьбы по ГОСТ 16093-81.
Механические свойства, рекомендуемые марки материалов и покрытия, – по ГОСТ 1759-70*.
Винты
Винты для металла выполняют ту же роль, что и болты и шпильки. Винты представляют собой стержень с головкой различной формы и резьбой для ввинчивания в одну из соединяемых деталей. В зависимости от назначения винты бывают соединительные или крепежные (для соединения деталей) и установочные – для взаимного фиксирования деталей.
Крепежные винты ввинчиваются непосредственно в деталь без применения гаек.
По своему виду винты разделяются на винты с головкой “под отвертку” и винты с головкой “под ключ”.
Головки крепежных винтов бывают полукруглые, цилиндрические, потайные, полупотайные, шестигранные, квадратные.
Все винты для металла изготовляют классом точности А (повышенной точности) и В (нормальной точности).
Концы установочных винтов выполняются плоскими, закругленными, цилиндрическими, коническими (см. рис. 5.1)
Винты для дерева, выполненные с головкой под гаечный ключ, называются глухарями, а с головкой под отвертку – шурупами.
Условное обозначение винта, также, как и болта, содержит размер резьбы, длину винта, поле допуска резьбы, обозначение материала, номер государственного стандарта и форму исполнения, класс точности.
Шайбы
Шайба – штампованное или точеное кольцо, которое подкладывается под гайку. Шайба предохраняет поверхность детали от повреждения при завинчивании гайки и, кроме того, способствует более равномерному распределению давления от болта на соединяемые детали.
Стандартные шайбы разделяются по величине:
а) нормальные (ГОСТ 11371-78*, 9649-78, 9065-75);
б) увеличенные (ГОСТ 6958-78);
в) уменьшенные (ГОСТ 10450-78).
По назначению и форме шайбы бывают глухие, обычные под гайку, косые, пружинные и стопорные.
В условном обозначении шайбы указываются вид исполнения, диаметр стержня, на который она надевается, материал, группа защитного покрытия и номер государственного стандарта.
Материалы и покрытия для шайб – по ГОСТ 1759 -70*. Материал для шайб нулевой группы без покрытия 00 (сталь 10) в условном обозначении шайбы не проставляется.
Все размеры шайбы выбираются по государственному стандарту в зависимости от диаметра стержня или шпильки, на которые надевается шайба.
Фитинги
Соединение труб на резьбе осуществляется посредством соединительных частей, так называемых фитингов. К ним относятся муфты, тройники, кресты, угольники прямые и переходные, которые могут быть изготовлены из ковкого чугуна или стали, с цилиндрической трубной резьбой и служат для соединения водо-газопроводных труб.
Соединительные части для трубопровода и соединяемые трубы имеют цилиндрическую резьбу по ГОСТ 6357-81 (класс точности В). Обозначение размера резьбы на чертеже в дюймах соответствует размеру внутреннего диаметра трубы (т.е. размеру в “свету”), а не фактическому размеру наружного диаметра резьбы.
Это несоответствие наружного размера цилиндрической трубной резьбы, выполненной на фитингах, с ее размером, указанным на чертеже, объясняется установившимся в заводской практике правилом обозначать мелкую (газовую) резьбу диаметром условного прохода трубы (т.е. внутренним диаметром), выраженным в дюймах.