

330 / ЗаданКурсЖурналПолныйМПУСУ / 1СУ_КовейерныйТранспорт
.pdfCИСТЕМНАЯ ИНТЕГРАЦИЯ
ДОБЫВАЮЩАЯ ПРОМЫШЛЕННОСТЬ
Управление конвейерным транспортом рудников в ПО «Беларуськалий»
Вячеслав Поручник, Евгений Талейко, Александр Талюкин
В статье представлена система управления разветвлённым конвейерным транспортом рудников, построенная на основе оборудования фирмы Siemens. Показана архитектура системы, описаны её принципы работы и возможности, рассмотрены перспективы развития. Система внедрена и эксплуатируется на рудниках РУП ПО «Беларуськалий».
|
ВВЕДЕНИЕ |
|
го комплекса руда вначале транспорти |
была поставлена задача создать подоб |
|||||
|
|
|
руется панельными (перемонтируемы |
ную систему и для рудников. |
|||||
|
Технологический |
|
ми), а затем магистральными (стацио |
|
|||||
|
объект управления |
|
нарными) конвейерами. На один ма |
Разработка |
|||||
|
В республиканское унитарное пред |
гистральный конвейер может перегру |
системы управления |
||||||
|
приятие «Производственное объедине |
жаться руда |
нескольких панельных |
Анализ зарубежного опыта, в том числе |
|||||
|
ние «Беларуськалий» входят четыре ру |
конвейеров. Как правило, панельные |
опыта предприятий России, не дал на тот |
||||||
|
доуправления и два строящихся рудни |
конвейеры (панель) имеют длину до |
момент положительных результатов. Сис |
||||||
|
ка. Каждое рудоуправление состоит из |
600–700 метров, магистральные (ма |
тем управления длинными разветвлённы |
||||||
|
рудника, обогатительной |
фабрики и |
гистраль) — до 1700 метров. |
|
|
ми конвейерными линиями рудников на |
|||
|
вспомогательных цехов. Добыча калий |
|
|
|
|
|
|
базе микропроцессорных контроллеров, |
|
|
ной руды ведётся с двух либо трёх гори |
Постановка задачи |
|
|
соответствующих средств передачи дан |
||||
|
зонтов. Кроме полезной составляющей |
Существовавшие средства автомати |
ных и ПЭВМ не было найдено. Проект |
||||||
|
руды — сильвита (KCl), наверх подни |
зации подземного конвейерного транс |
ные и конструкторские разработки аппа |
||||||
|
маются галит (NaCl) и нерастворимый |
порта не позволяли получать в центре |
ратуры управления велись силами специ |
||||||
|
остаток в виде глины. После переработ |
управления |
(диспетчерской рудника) |
алистов по автоматизации объединения с |
|||||
|
ки на обогатительных фабриках галито |
оперативную и полную картину его ра |
привлечением специалистов головного |
||||||
|
вые отходы складируются на солеотва |
боты с указанием причин и характера |
института ОАО «Белгорхимпром». В 2004 |
||||||
|
лах, а глина сбрасывается в шламохра |
неисправности. Схемы управления бы |
году опытно промышленная система уп |
||||||
|
нилища. Объёмы добываемой руды та |
ли громоздки, требовали большого ко |
равления заработала на пяти магистраль |
||||||
|
ковы, что для её транспортировки от |
личества кабельной продукции. Это |
ных конвейерах горизонта – 420 метров |
||||||
|
добычных комплексов |
к стволам |
приводило к значительным потерям ра |
рудника 3 го рудоуправления. В последу |
|||||
|
эксплуатируется более четырёхсот ки |
бочего времени на ремонт оборудова |
ющие два года на микропроцессорную ап |
||||||
|
лометров конвейерного транспорта. На |
ния. В то же время у работников объе |
паратуру было переведено управление ма |
||||||
|
каждом горизонте транспортировка ру |
динения уже имелся опыт разработки, |
гистральными конвейерами всех рудни |
||||||
|
ды ведётся с нескольких направлений |
внедрения |
и |
эксплуатации |
систем |
ков. Изготовление аппаратуры комплекса |
|||
|
добычи. При этом от каждого добычно |
управления протяжёнными конвейер |
микропроцессорного управления кон |
||||||
|
|
|
|
|
ными линиями |
на |
базе |
вейерами (далее КМУК) выполняет ком |
|
|
|
|
|
|
|||||
|
|
|
|
|
микропроцессорной |
тех |
пания «ПАССАТ», которая имеет на это |
||
|
|
|
|
|
ники: с ноября 1998 года |
ТУ и право изготовления. |
|||
|
|
|
|
|
эксплуатируется |
система |
|
||
|
|
|
|
|
управления конвейерами |
ОПИСАНИЕ КОМПЛЕКСА |
|||
|
|
|
|
|
солеотвала 3 го рудо |
МИКРОПРОЦЕССОРНОГО |
|||
|
|
|
|
|
управления с использова |
УПРАВЛЕНИЯ КОНВЕЙЕРАМИ |
|||
|
|
|
|
|
нием контроллеров S7 300 |
|
|||
|
|
|
|
|
и S7 200 фирмы Siemens и |
Состав и структура |
|||
|
|
|
|
|
ПЭВМ. Аналогичные сис |
В состав КМУК входят следующие |
|||
|
|
|
|
|
темы применялись в ос |
блоки: |
|||
|
|
|
|
|
тальных рудоуправлениях, |
● центр управления (ЦУ) — рабочее |
|||
30 |
Рудник 2 го рудоуправления |
|
|
поэтому в 2001 году руко |
место оператора конвейерного транс |
||||
|
|
водством объединения |
порта в диспетчерской рудника; |
||||||
|
|
|
|
||||||
www.cta.ru |
© 2010, CTA Тел.: (495) 234-0635 Факс: (495) 232-1653 http://www.cta.ru |
СТА 1/2010 |
|
|
|
|
|
|
С И С Т Е М Н А Я И Н Т Е Г Р А Ц И Я / Д О Б Ы В А Ю Щ А Я П Р О М Ы Ш Л Е Н Н О С Т Ь |
||||||
● блок передачи данных (БПД) — сете |
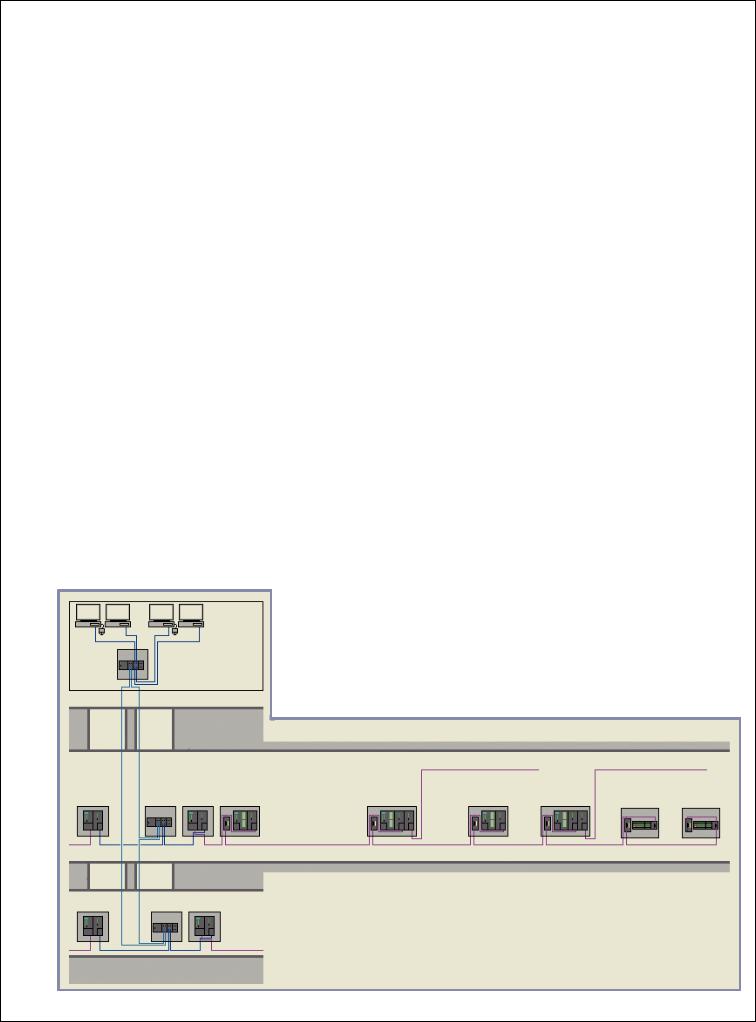
Пример структурной схемы комп |
ные коммутаторы MS20 16 (серия |
||||||||||
вое устройство, предназначенное для |
лекса для одного из направлений при |
MICE) компании Hirschmann, позво |
||||||||||
организации связи между поверх |
ведён на рис. 1. |
|
|
|
ляют использовать в качестве основ |
|||||||
ностной и подземной частями комп |
|
|
|
|
ной линии оптоволоконный кабель, а в |
|||||||
лекса; |
|
|
|
|
Способы коммуникации |
|
качестве резервной — медный теле |
|||||
● центральная станция (ЦС) — устрой |
При выборе способов коммуника |
фонный или организовать «кольцо» с |
||||||||||
ство |
на |
базе микропроцессорного |
ции между составными частями комп |
использованием двух оптоволоконных |
||||||||
контроллера семейства SIMATIC S7 |
лекса разработчики руководствовались |
кабелей, |
проложенных по |
разным |
||||||||
400, предназначенное для управле |
следующими требованиями: |
|
|
стволам рудника. Так как каждый из |
||||||||
ния разветвлённой конвейерной ли |
● удаление ЦС от ЦУ — до 3000 м, при |
четырёх рудников объединения имеет |
||||||||||
нией одного направления; |
|
этом на первоначальном этапе было |
свои особенности, в настоящее время |
|||||||||
● блок |
управления |
конвейером |
необходимо использовать существу |
применяются оба варианта. |
|
|||||||
(БУК) — устройство на базе мик |
ющие телефонные кабельные линии, |
Для соединения ЦС с БУК была |
||||||||||
ропроцессорного |
|
контроллера |
проложенные в стволе рудника; |
|
выбрана сеть PROFIBUS DP, ведущим |
|||||||
SIMATIC S7 300, предназначенное |
● в качестве полевой шины должен |
устройством в которой является ЦС, а |
||||||||||
для |
управления |
магистральным |
быть использован медный кабель, |
ведомыми — блоки БУК магистраль |
||||||||
конвейером; |
|
|
|
так как эксплуатация оптоволокон |
ной конвейерной линии. Для каждой |
|||||||
● блок управления панельным кон |
ного кабеля в то время в условиях |
панельной конвейерной линии созда |
||||||||||
вейером (БУК П) — устройство на |
рудника была связана со значитель |
ётся отдельная сеть PROFIBUS DP, |
||||||||||
базе микропроцессорного контрол |
ными трудностями; |
|
|
ведущим устройством в которой явля |
||||||||
лера SIMATIC S7 200, предназна |
● максимальное |
удаление |
БУК |
от |
ется БУК магистрального конвейера, а |
|||||||
ченное для управления панельным |
ЦС — до 10 000 м (длина магистраль |
ведомыми — блоки управления па |
||||||||||
конвейером; |
|
|
|
ной конвейерной линии), количество |
нельными конвейерами. БУК магист |
|||||||
● усилитель сигнала (УС) — устройство, |
БУК в одном направлении — до 15; |
рального конвейера не осуществляет |
||||||||||
содержащее повторитель RS 485; |
● максимальная длина панели — до |
никаких функций управления па |
||||||||||
● устройство контроля состояния кон |
7000 м, количество БУК П в одной |
нелью, а используется для передачи |
||||||||||
цевых выключателей |
и |
датчиков |
панели — до 15; |
|
|
|
данных между ЦС и БУК П. Данная |
|||||
(УКСКВД) — устройство, предна |
● задержка передачи команды управ |
технология позволяет управлять кон |
||||||||||
значенное для контроля состояния |
ления от ЦУ до любого БУК — не бо |
вейерами, находящимися на удалении |
||||||||||
датчиков, кабелей подключения дат |
лее 1 с; |
|
|
|
до 17 000 м от ЦС, а также повышает |
|||||||
чиков и передачи информации на |
● задержка отображения |
состояния |
надёжность системы, так как помехи, |
|||||||||
БУК по каналу RS 485; |
|
|
конвейера при его изменении — не |
которые могут возникнуть в сети |
||||||||
● специализированные блоки питания |
более 2 с. |
|
|
|
PROFIBUS DP панели (например в |
|||||||
и контроля отключения силовых ап |
Для связи ЦУ и ЦС (подземной и по |
случае обрыва кабеля), не повлияют на |
||||||||||
паратов (БПР). |
|
|
|
верхностной частей комплекса) была |
сеть PROFIBUS DP магистрали или |
|||||||
|
|
|
|
|
|
выбрана сеть Ethernet. На первом этапе |
других панелей. |
|
||||
|
|
|
|
|
ЦУ |
|
|
|
|
|
|
|
|
|
Ethernet (TCP/IP) |
|
|
|
|
|
|
|
|||
|
БПД |
|
|
|
|
|
|
|
|
|
|
|
|
|
Оптический кабель |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
до 15 БУК П |
|
до 15 БУК П |
|
|
|
|
|
|
|
|
|
PROFIBUS DP (панель 1) |
PROFIBUS DP (панель 2) |
||||
ЦС «Верх, |
БПД |
ЦС «Верх, |
БУК |
БУК |
БУК |
БУК |
БУК П |
БУК П |
||||
запад» |
восток» |
|||||||||||
|
|
|
|
|
|
PROFIBUS DP (магистраль) |
|
|
|
|||
ЦС «Низ, |
БПД |
ЦС «Низ, |
|
|
|
|
|
|
|
|||
запад» |
восток» |
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
Условные обозначения: |
|
|
|
|
||
|
|
|
|
|
|
ЦС – центральная станция; |
|
|
|
|
||
|
|
|
|
|
|
БПД – блок передачи данных; |
|
|
|
|
||
|
|
|
|
|
|
БУК – блок управления конвейером; |
|
|
|
|||
|
|
|
|
|
|
БУК П – блок управления панельным конвейером. |
|
|
||||
Рис. 1. Структурная схема КМУК (на примере одного из направлений) |
|
|
|
|
|
31 |
||||||
СТА 1/2010 |
© 2010, CTA Тел.: (495) 234-0635 Факс: (495) 232-1653 http://www.cta.ru |
www.cta.ru |

С И С Т Е М Н А Я И Н Т Е Г Р А Ц И Я / Д О Б Ы В А Ю Щ А Я П Р О М Ы Ш Л Е Н Н О С Т Ь
контроллером семейства SIMATIC S7 300, который осуществляет сбор и об работку информации о состоянии дат чиков, принимает команды на пуск и останов конвейера с ЦУ или местного поста и формирует управляющие воз действия на приводы конвейера. Ин формация о состоянии оборудования выводится на панель оператора на блоке БУК и передаётся для отображе ния в ЦУ.
Для сбора информации о состоянии датчиков БУК магистрального кон вейера использует систему распреде лённого ввода вывода. Устройство кон троля состояния концевых выключате лей и датчиков (рис. 2) имеет 8 диск ретных и 2 импульсных входа, а также 2 релейных выхода. Входы устройства позволяют распознавать обрыв, корот кое замыкание линии, замкнутое и ра зомкнутое состояния датчика. Им пульсные входы улавливают импульсы длительностью от 5 мс и используются для контроля скорости ленты и бараба нов, ведомых лентой.
БУК магистрального конвейера име ет два варианта исполнения: для управ ления многодвигательным (до 4 двига телей) конвейером с приводами посто янной скорости и для частотно регули руемых приводов (рис. 3). На рис. 4 приведена структурная схема магист рального конвейера с частотно регули руемыми приводами, использующими преобразователи MASTERDRIVES фирмы Siemens.
В ходе работ по переводу конвейер ного транспорта рудников на КМУК было принято решение создать упро щённый вариант блока управления для панельных конвейеров (рис. 5). Па нельный конвейер оснащается мень шим количеством датчиков, поэтому применение системы распределённого
ввода вывода на нём неоправданно. В качестве центрального устройства в БУК П применён микропроцессор ный контроллер SIMATIC S7 200, име ющий меньшие габариты и потребляю щий меньше мощности, что позволило уменьшить габариты шкафа управле ния. В целом применение БУК П для панельных конвейеров позволяет зна чительно сократить затраты на автома тизацию конвейеров и упростить их эксплуатацию.
При вводе в эксплуатацию блока БУК ему задаются необходимые на стройки, определяющие количество датчиков, их описания, количество приводов, необходимые задержки и т.п.; эти настройки хранятся в энер гонезависимой памяти контроллера БУК, а также в архиве ЦУ. При необхо димости в ходе эксплуатации настрой ки могут быть изменены путём ввода с ЦУ или с операторской панели на са мом блоке БУК.
Центральная станция
Центральная станция выполняет несколько функций. Во первых, она служит «мостом» между сетями Ethernet и PROFIBUS DP, что позво ляет оптимизировать программное обеспечение и достичь приемлемого быстродействия при сравнительно низкой скорости полевой шины и зна чительном объёме данных. Во вторых, ЦС формирует команды на запуск и остановку конвейеров в конвейерной линии в нужной последовательности, исключающей завалы перегрузочных течек. В третьих, ЦС принимает от блоков БУК показания уровнемеров, установленных на конвейерах для
32 |
Рис. 2. Устройство контроля состояния |
Рис. 3. БУК магистрального конвейера |
концевых выключателей и датчиков |
с частотно регулируемым приводом |
контроля рудной нагрузки. По этим показаниям в режиме реального вре мени рассчитывается количество руды на разных участках конвейерной ли нии и определяется оптимальное зада ние скорости для конвейеров, осна щённых частотно регулируемыми приводами.
Центр управления и АРМ оператора
конвейерного транспорта
Центр управления состоит из ПЭВМ (по две ПЭВМ на каждый обслуживае мый горизонт), работающих под управлением операционной системы Microsoft Windows XP. Программное обеспечение для системы управления конвейерным транспортом реализова но на SCADA пакете WinCC фирмы Siemens. Используются опции сервера
идублирования данных.
ЦУ обеспечивает выполнение пере
числяемых далее функций.
●Отображение на дисплее в виде мне мосхем в режиме реального времени информации:
■о состоянии и режимах работы кон вейеров;
■о состоянии датчиков и защит кон вейера;
■о конфигурации датчиков, выход ных сигналах, блокировках и защи тах с их параметрами;
■о состоянии и положении шиберов;
■о состоянии ЦС;
■о количестве транспортируемой ру ды по конвейерам.
●Управление с ПЭВМ:
■выбор маршрутов конвейеров для запуска и останова;
■запуск и останов конвейеров, вклю чённых в маршрут;
■перевод шиберов и секционных затворов.
●Выдача аварийных сообщений и изве щений:
■об остановках конвейеров, работаю щих в режиме управления «Дистан ционный», без команды оператора;
■о срывах процесса запуска или ос тановки групп (маршрутов) кон вейеров с указанием конвейера, на котором произошёл срыв про цесса;
■о нарушениях связи с блоками управления или центральной стан цией;
■о переключении режимов работы конвейера;
■о работе конвейера в любом из ре жимов;
www.cta.ru |
© 2010, CTA Тел.: (495) 234-0635 Факс: (495) 232-1653 http://www.cta.ru |
СТА 1/2010 |

С И С Т Е М Н А Я И Н Т Е Г Р А Ц И Я / Д О Б Ы В А Ю Щ А Я П Р О М Ы Ш Л Е Н Н О С Т Ь
Уровнемер
УКСКВД |
УКСКВД |
УКСКВД |
УКСКВД
PROFIBUS DP
RS 485 |
БУК |
|
|
|
|
Условные обозначения: |
|
|
|
|
|
|
|
|
– датчики импульсные; |
|
|
|
– датчики дискретные; |
|
|
|
– выключатели тросовые; |
|
|
|
– электрические соединения; |
|
|
MASTERDRIVES VS MASTERDRIVES VS |
УКСКВД – устройство контроля состояния |
|
|
концевых выключателей и датчиков. |
|
|
|
|
|
PROFIBUS DP (к ЦС) |
PROFIBUS DP (к следующему БУК) |
|
|
Рис. 4. Структурная схема магистрального конвейера с частотно регулируемыми приводами
Уровнемер
|
|
|
БУК П |
Пусковая аппаратура |
|
|
|
||
|
|
|
|
|
|
Условные обозначения: |
|
|
|
|
|
|
|
|
|
– датчики импульсные; |
|
|
|
|
|
|
|
|
|
– датчики дискретные; |
|
|
|
|
|
|
|
|
|
– выключатели тросовые; |
|
|
|
|
|
|
|
|
|
– электрические соединения. |
|
|
|
PROFIBUS DP (к ЦС) |
|
PROFIBUS DP (к следующему БУК) |
|
|
|
||||
Рис. 5. Структурная схема панельного конвейера |
|
ров и затворов; |
|
|
|||||
|
|
|
|
|
|
|
● мнемоническое изображение секций |
||
■ |
об открытии дверки шкафа БУК; |
■ |
о началах запуска конвейера с фик |
контроля количества транспортируе |
|||||
■ |
о срабатывании тепловой защиты; |
|
сацией режима его работы; |
мой руды на конвейерах; |
|
|
|||
■ |
о пропадании напряжения питания |
■ |
о выходе конвейера на рабочий ре |
● мнемоническое изображение цент |
|||||
|
БУК; |
|
|
|
жим с фиксацией режима его рабо |
ральных станций; |
|
|
|
■ |
о |
неисправности |
аккумулятора |
|
ты. |
● две строки журнала аварийных сооб |
|||
|
БУК; |
|
|
Благодаря комплексному использо |
щений и извещений; |
|
|
||
■ |
о |
несовпадении |
конфигурации |
ванию оборудования и программных |
● кнопки для переключения на окно |
||||
|
конвейера на ЦС и в БУК; |
|
средств фирмы Siemens при разработке |
журнала аварийных сообщений и из |
|||||
■ о неисправности средств техноло |
прикладного программного обеспече |
вещений; |
|
|
|||||
|
гической блокировки с |
впереди |
ния для SCADA пакета WinCC исполь |
● кнопку для перехода к окну просмот |
|||||
|
стоящими конвейерами; |
|
зуются широкие возможности интегра |
ра исторических значений парамет |
|||||
■ |
о текущих скоростях конвейера; |
ции WinCC и среды программирования |
ров (трендов). |
33 |
|||||
|
|
|
|
|
|
||||
СТА 1/2010 |
© 2010, CTA |
Тел.: (495) 234-0635 Факс: (495) 232-1653 |
http://www.cta.ru |
www.cta.ru |
|||||
С И С Т Е М Н А Я И Н Т Е Г Р А Ц И Я / Д О Б Ы В А Ю Щ А Я П Р О М Ы Ш Л Е Н Н О С Т Ь
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
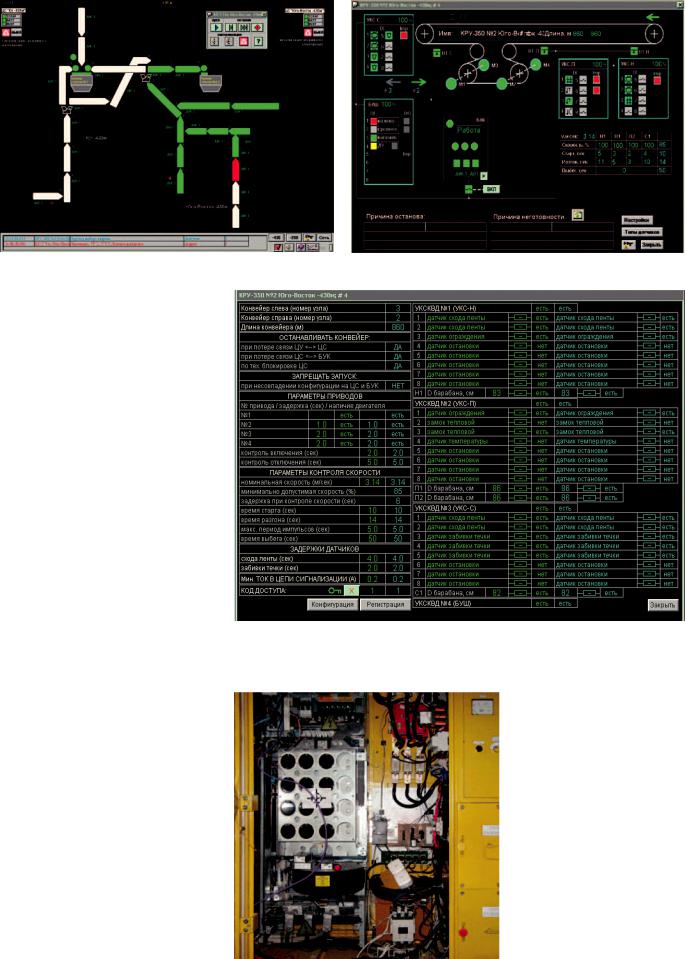
Рис. 6. Вид основной мнемосхемы в центре управления |
Рис. 7. Окно состояния датчиков конвейера |
|||||||
|
|
Оператор получает информацию о |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
||||
|
|
состоянии |
конвейерного |
транспорта |
|
|
|
|
|
|
|
|
горизонта по мнемоническому изобра |
|
|
|
|
|
|
||
|
|
жению на основной мнемосхеме. При |
|
|
|
|
|
|
||
|
|
указании курсором на мнемоническое |
|
|
|
|
|
|
||
|
|
изображение конвейера и нажатии на |
|
|
|
|
|
|
||
|
|
правую кнопку мыши можно получить |
|
|
|
|
|
|
||
|
|
полную информацию о состоянии дат |
|
|
|
|
|
|
||
|
|
чиков конвейера в окне, внешний вид |
|
|
|
|
|
|
||
|
|
которого приведён на рис. 7. В данном |
|
|
|
|
|
|
||
|
|
окне имеется мнемоническое изобра |
|
|
|
|
|
|
||
|
|
жение конвейера и приводной стан |
|
|
|
|
|
|
||
|
|
ции, включающей четыре электродви |
|
|
|
|
|
|
||
|
|
гателя. |
|
|
|
|
|
|
|
|
|
|
Приведённая мнемосхема являет |
|
|
|
|
|
|
||
|
|
ся типовой для всех видов магист |
|
|
|
|
|
|
||
|
|
ральных конвейеров, так как на ней |
|
|
|
|
|
|
||
|
|
максимально представлено аппарат |
|
|
|
|
|
|
||
|
|
ное обеспечение всего |
комплекса. |
|
|
|
|
|
|
|
|
|
Также разработаны типовые схемы |
|
|
|
|
|
|
||
|
|
для панельных конвейеров и кон |
|
|
|
|
|
|
||
|
|
вейеров, |
оснащённых |
частотным |
Рис. 8. Окно конфигурирования датчиков конвейера |
|||||
|
|
приводом, и др. |
|
|
|
|
|
|
|
|
|
|
В окнах системы информационного |
параметров в БУК, будут окрашены в |
ЗАКЛЮЧЕНИЕ |
||||||
|
|
обеспечения реализованы всплываю |
жёлтый цвет. |
|
Внедрение КМУК на рудниках объе |
|||||
|
|
щие подсказки, появляющиеся при |
|
|
|
|
динения позволило значительно |
|||
|
|
|
|
|
||||||
|
|
указании курсором мыши на элемент |
|
|
|
|
повысить надёжность работы |
|||
|
|
системы. |
|
|
|
|
|
|
конвейерного транспорта и со |
|
|
|
Окно конфигурирования датчиков |
|
|
|
|
кратить время устранения не |
|||
|
|
конвейера (рис. 8) вызывается при на |
|
|
|
|
исправностей. Создание систе |
|||
|
|
жатии на кнопку «Настройка» на мне |
|
|
|
|
мы управления грузопотоками |
|||
|
|
мосхеме состояния датчика конвейе |
|
|
|
|
на базе комплекса микропро |
|||
|
|
ра. При этом оператор не может изме |
|
|
|
|
цессорного управления кон |
|||
|
|
нять настройки параметров конвейе |
|
|
|
|
вейерами с учётом рудной на |
|||
|
|
ра. Внесение изменений в настройки |
|
|
|
|
грузки и с использованием час |
|||
|
|
параметров конвейера возможно толь |
|
|
|
|
тотно регулируемых приводов |
|||
|
|
ко после регистрации в системе поль |
|
|
|
|
(рис. 9) позволяет сократить ко |
|||
|
|
зователя, имеющего на это право. Зе |
|
|
|
|
личество электродвигателей на |
|||
|
|
лёным цветом показаны текущие па |
|
|
|
|
конвейере и существенно сни |
|||
|
|
раметры работы конвейера из блока |
|
|
|
|
зить потребление электроэнер |
|||
|
|
БУК, голубым цветом показаны пара |
|
|
|
|
гии. Работы в этом направлении |
|||
|
|
метры, находящиеся в ЦС. При несов |
|
|
|
|
ведутся в объединении по целе |
|||
34 |
|
падении данных в ЦС и БУК те пара |
Рис. 9. Частотно регулируемый привод магистрального вой программе. ● |
|||||||
|
метры в ЦС, которые отличаются от |
конвейера |
|
|
E'mail: Talyukin@mail.ru |
|||||
|
|
|
|
|
|
|
|
|
|
|
www.cta.ru |
© 2010, CTA Тел.: (495) 234-0635 Факс: (495) 232-1653 http://www.cta.ru |
СТА 1/2010 |