

330 / ЗаданКурсЖурналПолныйМПУСУ / 2ПроизвАлюминий
.pdfСИСТЕМНАЯ ИНТЕГРАЦИЯ
МЕТАЛЛУРГИЯ
СИСТЕМА АВТОМАТИЗАЦИИ ПРОЦЕССА ПРОИЗВОДСТВА АЛЮМИНИЯ
Теймураз Хазарадзе, Виктор Гейнце
Представлена система автоматизации ТРОЛЛЬ, внедренная на Саянском алюминиевом заводе. Большое внимание уделено техническим аспектам применения контроллеров MicroPC в крупном проекте автоматизации. Проект был реализован фирмой ТоксСофт в течение 1996197 годов.
Панорама Саянского алюминиевого завода
Особенности поставленной |
|
задачи |
|
Задача автоматизации состоит в раз |
|
работке, изготовлении и внедрении |
|
оборудования и программного обеспе |
|
чения для управления процессом про |
|
изводства алюминия электрохимичес |
|
ким способом. |
|
Производство алюминия является |
|
многоступенчатым процессом, включа |
|
ющим в себя производство сырья, полу |
|
чение алюминия электролизом криоли |
|
то глиноземного расплава и литье заго |
|
товок для дальнейшей переработки. Нас |
|
интересует |
производство алюминия |
в процессе |
электролиза. Электролиз |
алюминия происходит в специальной |
|
ванне, называемой электролизёром Общий вид объекта автоматизации. Цех электролиза |
|
4/97 |
|
56
(C) 1997 CTA Тел.: (095) 234 0635 Факс: (095) 330 3650 http://www.cta.ru
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
СИСТЕМНАЯ ИНТЕГРАЦИЯ |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
МЕТАЛЛУРГИЯ |
||||||
|
|
|
|
|
|
|
|
от 3×6×2 до |
нозёмом (АПГ). Система АПГ предна |
|
|
|
|
|
|
|||||||||||||||||||||||||||||
(примерные размеры |
|
ния пробойников и дозаторов. В совре |
||||||||||||||||||||||||||||||||||||||||||
5×12×4 м). В каждом корпусе алюминие |
значена для подачи сырья (глинозема) |
|
менных системах один блок управляет |
|||||||||||||||||||||||||||||||||||||||||
вого завода в среднем находится 80 100 |
в область электролиза. Подача осуще |
|
двумя электролизёрами. |
|||||||||||||||||||||||||||||||||||||||||
ванн, |
включенных последовательно |
ствляется парами «пробойник + доза |
|
Главной отличительной особеннос |
||||||||||||||||||||||||||||||||||||||||
в цепь постоянного тока. На Саянском |
тор». При срабатывании пробойник |
|
тью системы автоматизации электро |
|||||||||||||||||||||||||||||||||||||||||
алюминиевом заводе (СаАЗ), стояла за |
пробивает корку над жидким элект |
|
лиза алюминия является наличие мно |
|||||||||||||||||||||||||||||||||||||||||
дача |
автоматизировать |
два корпуса, |
ролитом и дозатор, установленный |
|
жества однотипных объектов управле |
|||||||||||||||||||||||||||||||||||||||
в каждом из которых находится 98 эле |
в нижней части бункера с глиноземом |
|
ния. В рассматриваемой системе нали |
|||||||||||||||||||||||||||||||||||||||||
ктролизёров. |
|
|
|
|
|
|
, засыпает в ванну фиксированное ко |
|
чие 196 электролизёров привело к не |
|||||||||||||||||||||||||||||||||||
С точки зрения автоматизации, элект |
личество (3 8 кг) сырья. Таким образом, |
|
обходимости |
изготовить ровно 100 |
||||||||||||||||||||||||||||||||||||||||
ролизёр представляет |
собой объект, |
управление режимом работы электро |
|
блоков управления. Количество блоков |
||||||||||||||||||||||||||||||||||||||||
с которого снимается |
информация |
лизёра осуществляется следующими |
|
управления даже в рамках одного про |
||||||||||||||||||||||||||||||||||||||||
о его состоянии и выдаются сигналы |
двумя путями. |
|
екта приближается к серийному, и со |
|||||||||||||||||||||||||||||||||||||||||
для управления оборудованием, уста |
1. Изменение положения анода, то есть |
|
ответственно возрастают требования |
|||||||||||||||||||||||||||||||||||||||||
новленным на нем. Анализируемая ин |
его высоты над расплавленным алю |
|
к цене, надежности и удобству эксплуа |
|||||||||||||||||||||||||||||||||||||||||
формация включает в себя текущее на |
минием . Это так называемое |
|
тации. Кроме того, к системе предъяв |
|||||||||||||||||||||||||||||||||||||||||
пряжение на ванне (обычно 4 5 В, дохо |
межполюсное расстояние (МПР) вли |
|
ляется ряд особых требований, связан |
|||||||||||||||||||||||||||||||||||||||||
дит до 80 В) и силу тока (порядка |
яет на сопротивление электролита. |
|
ных с условиями её эксплуатации, |
|||||||||||||||||||||||||||||||||||||||||
172000 А). Учитывая, что все 196 элект |
2. Изменение интервала между подача |
|
а именно: |
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
ролизёров включены последовательно, |
ми доз глинозема (обычно порядка 2 |
|
● наличие сильного постоянного маг |
|||||||||||||||||||||||||||||||||||||||||
достаточно измерять ток в одном месте. |
3 минут), что, в свою очередь, влияет |
|
нитного поля (БУ работает в непо |
|||||||||||||||||||||||||||||||||||||||||
Совокупность соединенных последова |
на концентрацию глинозема в элект |
|
средственной близости от проводни |
|||||||||||||||||||||||||||||||||||||||||
тельно электролизёров часто называют |
ролите. |
|
ка тока на 100 300 кА); |
|||||||||||||||||||||||||||||||||||||||||
серией. |
|
|
|
|
|
|
Основной задачей системы является |
|
● работа в широком температурном ди |
|||||||||||||||||||||||||||||||||||
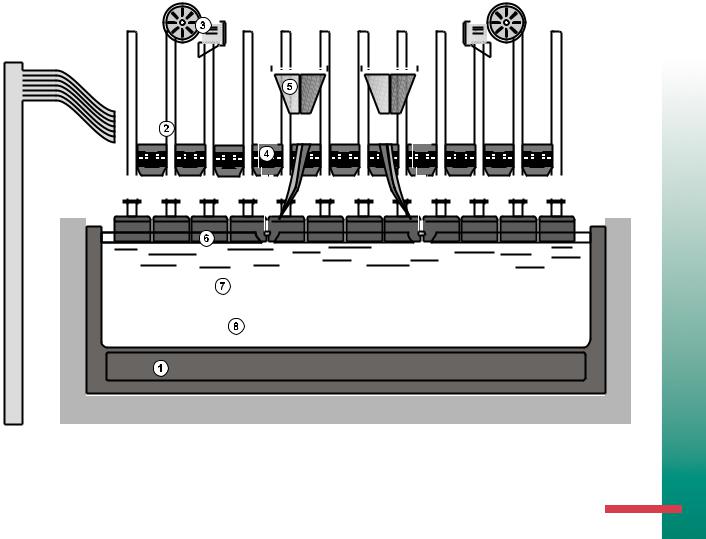
Конструктивно электролизёр (рис. 1) |
расчет и поддержание оптимальных |
|
апазоне (на сибирских заводах, к ко |
|||||||||||||||||||||||||||||||||||||||||
представляет собой ванну электролиза |
значений этих параметров. Для управ |
|
торым относится СаАЗ, диапазон ра |
|||||||||||||||||||||||||||||||||||||||||
с неподвижным катодом и подвиж |
ления электролизёром рядом с ним ус |
|
бочих температур БУ составляет от |
|||||||||||||||||||||||||||||||||||||||||
ным анодом , приводимым в движе |
танавливается блок управления (БУ), |
|
40 до +55°C); |
|||||||||||||||||||||||||||||||||||||||||
ние двумя электродвигателями трех |
который измеряет напряжение ванны, |
|
● отсутствие |
возможности заземле |
||||||||||||||||||||||||||||||||||||||||
фазного тока мощностью 3 кВт. Кроме |
получает значение текущего тока и уп |
|
ния – каждая ванна фактически «ви |
|||||||||||||||||||||||||||||||||||||||||
того, на электролизёрах установлены |
равляет двигателями привода анода |
|
сит в воздухе», и напряжение между |
|||||||||||||||||||||||||||||||||||||||||
системы автоматического питания гли |
и пневматическими клапанами включе |
|
ванной и землей доходит до 800 |
|||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 1. Так устроен электролизёр, применяемый в производстве алюминия Здесь 1 6 неподвижный катод; 2 6 подвижный анод; 3 6 электродвигатель; 4 6 пробойник; 5 6 дозатор; 6 6 корка; 7 6 электролит; 8 6 расплавленный алюминий
 4/97
4/97
57
(C) 1997 CTA Тел.: (095) 234 0635 Факс: (095) 330 3650 http://www.cta.ru

СИСТЕМНАЯ ИНТЕГРАЦИЯ
МЕТАЛЛУРГИЯ
Рис. 2. Структурная схема АСУ ТП электролизного цеха |
900 В при возможном токе до сотен |
|
Блок управления ТРОЛЛЬ |
||||
тысяч А; |
|
Блоки управления ТРОЛЛЬ произво |
||||
● наличие в воздухе мелкодисперсной |
|
дятся на заводе СПУ (Санкт Петербург). |
||||
пыли, содержащей глинозем и фтори |
|
При проектировании блока и выборе |
||||
стые соли, а также газообразного фто |
|
комплектующих учитывались многие |
||||
роводорода (фтор является одним из |
|
типичные для России неисправности. |
||||
самых активных окислителей); |
|
Например, кнопки ручного управления |
||||
● сильные электромагнитные помехи, |
|
и пускатели двигателей не имеют дви |
||||
вызванные работой оборудования це |
|
жущихся частей, что исключает их за |
||||
ха (краны, напольная техника и т. п.). |
|
липание от попадания влаги или грязи. |
||||
|
|
|
|
Реализована, разумеется, и многоуров |
||
Структурная схема АСУ ТП |
|
невая программная защита от различ |
||||
|
ных аппаратных сбоев. |
|
||||
Общая структурная схема системы |
|
Простота и удобство обслуживания |
||||
ТРОЛЛЬ приведена на рис. 2. |
|
обеспечиваются модульной конструк |
||||
Основным элементом системы явля |
|
цией на разъёмах, что делает возмож |
||||
ются блоки управления (БУ) электроли |
|
ным быструю замену отдельных блоков. |
||||
зёром. Каждый блок управляет двумя ван |
|
БУ ТРОЛЛЬ установлены в корпусе |
||||
нами, кроме БУ, установленных у торцов |
|
электролиза рядом с электролизёрами. |
||||
корпусов, каждый из которых управляет |
|
Размеры |
блока |
составляют |
||
одной ванной. Соответственно, в каждом |
|
1600х600х400 мм (высота/ширина/глу |
||||
корпусе на 98 ванн (1 и 2 корпуса элект |
|
бина). Внешний вид блока управления |
||||
ролизного цеха) установлено по 50 БУ. |
|
системы ТРОЛЛЬ приведен на рис. 3. |
||||
Все блоки объединены в единую сеть |
|
В нижней части блока находятся си |
||||
корпуса электролиза. В эту же сеть вклю |
|
ловые модули управления двигателями |
||||
чены компьютер верхнего уровня (АРМ |
|
привода анодной рамы, а также клемм |
||||
оператора корпуса) и контроллер то |
|
ные колодки, к которым подключается |
||||
ка/напряжения серии (КТНС). АРМ опе |
|
оборудование электролизёра и подво |
||||
раторов корпусов соединены по сети |
|
дится питание БУ. На дверце нижней ча |
||||
Ethernet с АРМ технолога. |
|
сти расположены автоматы расцепите |
||||
|
||||||
4/97 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
58
ли питания двигателей. |
|
||
В верхней части блока (рис. 4) нахо |
|||
дится |
контроллер |
MicroPC |
фирмы |
Octagon вместе с модулями оптической |
|||
развязки фирмы Grayhill. Все входы |
|||
Рис.3. Внешний вид блока управления |
|||
системы ТРОЛЛЬ |
|
|
|
(C) 1997 CTA Тел.: (095) 234 0635 Факс: (095) 330 3650 http://www.cta.ru
|
|
|
|
|
|
СИСТЕМНАЯ ИНТЕГРАЦИЯ |
|||
|
|
|
|
|
|
|
|
МЕТАЛЛУРГИЯ |
|
|
|
|
|
|
|
дискретных входов и 6 дискретных вы |
|||
|
|
|
|
|
|
ходов. Следует отметить, что характерис |
|||
|
|
|
|
|
|
тики контроллера на порядок превосхо |
|||
|
|
|
|
|
|
дят аналогичные параметры других сис |
|||
|
|
|
|
|
|
тем, где типичный контроллер имеет бы |
|||
|
|
|
|
|
|
стродействие 16 разрядного процессора |
|||
|
|
|
|
|
|
с тактовой частотой 10 16 МГц при памя |
|||
|
|
|
|
|
|
ти в 16 64 кбайт. Избыточная же мощ |
|||
|
|
|
|
|
|
ность контроллера MicroPC позволила |
|||
|
|
|
|
|
|
реализовать |
некоторые |
алгоритмы, |
|
|
|
|
|
|
|
принципиально невозможные в других |
|||
|
|
|
|
|
|
системах. Блоки поставляются с ориги |
|||
|
|
|
|
|
|
нальным программным обеспечением, |
|||
|
|
|
|
|
|
соответствующим реальному оборудова |
|||
|
|
|
|
|
|
нию завода (оперативная доработка ба |
|||
|
|
|
|
|
|
зового ПО в соответствии с ТЗ заказчи |
|||
|
|
|
|
|
|
ка). Программное обеспечение контрол |
|||
|
|
|
|
|
|
лера является открытым. Добавление но |
|||
|
|
|
|
|
|
вых или изменение существующих алго |
|||
|
|
|
|
|
|
ритмов возможно не только при постав |
|||
|
|
|
|
|
|
ке специалистами АО ТоксСофт, но и за |
|||
Рис. 4. Верхний отсек блока управления ТРОЛЛЬ с открытой дверцей |
|
водскими программистами в процессе |
|||||||
|
|
|
|
|
|
эксплуатации. |
|
|
|
и выходы блока управления имеют галь |
Над панелью размещены лампы ин |
Разработанные для системы алгорит |
|||||||
ваническую развязку. В верхней же час |
дикации 3 фазного напряжения двига |
мы были проверены и отработаны на |
|||||||
ти находятся модули термостатирова |
телей и аварийной сигнализации. |
|
Саянском алюминиевом заводе в тече |
||||||
ния БУ, в том числе нагреватели и вен |
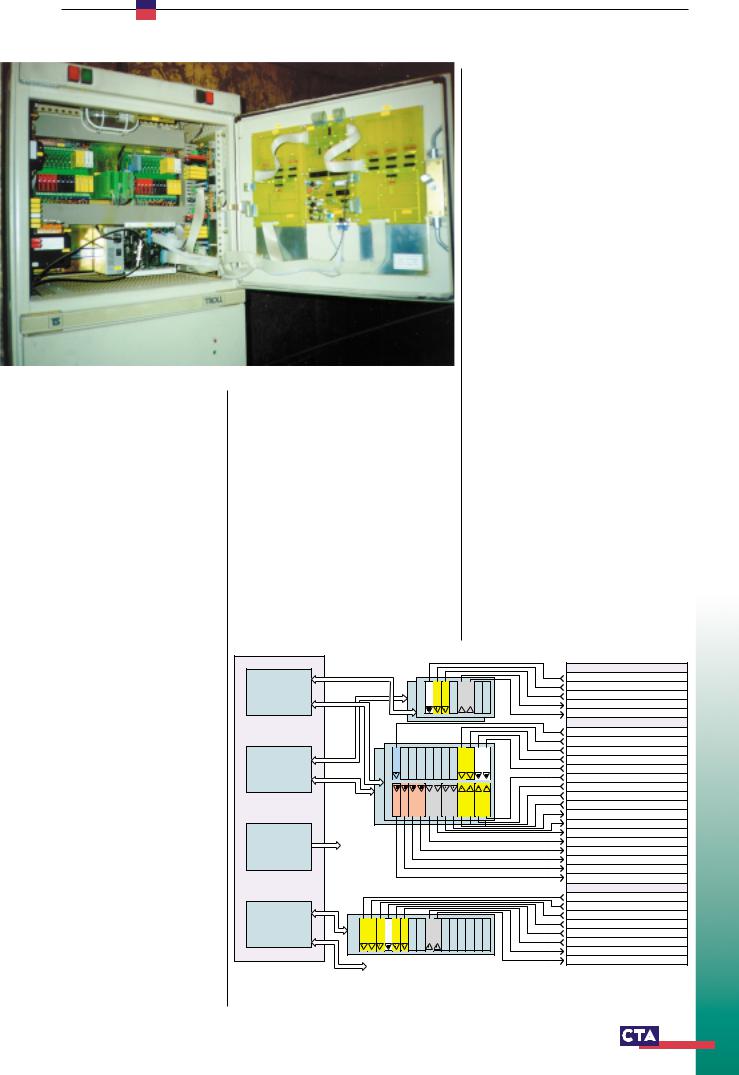
В состав контроллера блока управле |
ние двух лет. В процессе отработки не |
|||||||
тиляторы, обеспечивающие постоян |
ния входят (рис. 5) процессорная плата |
было ни одного сбоя в работе алгорит |
|||||||
ную положительную температуру внут |
5025A (процессор – i386SX 25 МГц; опе |
мов и была подтверждена эффектив |
|||||||
ри блока. |
|
ративная память – 1 Мбайт; энергонеза |
ность их работы с различными типами |
||||||
На дверце верхней части расположе |
висимая память – 512 кбайт; флэш |
электролизёров. |
|
|
|||||
на панель индикации и управления бло |
диск – 512 кбайт; операционная систе |
|
|
|
|
||||
ком, состоящая из двух светодиодных |
ма – ROM DOS 6.22), две платы ввода вы |
Контроллер тока и напряжения |
|||||||
дисплеев индикации параметров рабо |
вода 5648 и сетевая плата Arcnet 5560. |
||||||||
ты |
электролизёров, |
совмещенных |
Контроллер получает сигналы с 2 анало |
серии (КТНС) |
|
|
|||
с мембранными клавиатурами управле |
говых и 25 дискретных входов и управля |
Контроллер тока и напряжения серии |
|||||||
ния электролизёрами. Посередине рас |
ет 22 дискретными выходами (все вхо |
установлен на Кремниевой Преобразу |
|||||||
положена мембранная клавиатура вы |
ды/выходы с |
оптической развязкой |
ющей Подстанции (КПП) серии. Конст |
||||||
бора режима индикации. Панель, управ |
1,5÷4 кВ). Дополнительно может быть ус |
руктивно КТНС |
представляет собой |
||||||
ляемая отдельным микроконтролле |
тановлено до 14 аналоговых входов, 34 |
шкаф в исполнении IP54, в котором ус |
|||||||
ром, позволяет: |
|
Контроллер MicroPC |
|
|
|
|
|
|
|
● отображать до 64 различных параме |
|
|
|
|
|
MPB68 |
|||
|
|
|
|
|
|
||||
тров работы электролизёров и блока |
Плата УСО |
MPB16PC MPB16PC |
IDC5 NP IAC5 A IAC5 A |
OAC5 A OAC5 A |
|
Контроль расцепителя |
|||
|
Верхний концевик анодной рамы |
||||||||
управления; |
|
5648 |
|
||||||
|
|
|
Электролизера I |
|
|
|
|
Нижний концевик анодной рамы |
|
● задавать уставочные значения пара |
|
|
|
|
|
Отстрел расцепителя |
|||
|
|
|
|
|
Лампа «Авария» |
||||
метров управления электролизёрами; |
|
|
|
|
|
|
MPB624 |
||
● осуществлять переключение между |
|
|
|
|
|
Напряжение ванны |
|||
Электролизера II |
MPB24 MPB24 IV10 |
|
IAC5 A IAC5 A 5IDCNP 5IDCNP |
|
Контроль фазы А двигателя 1 |
||||
ными режимами управления; |
|
|
Перекос фаз на двигателе 2 |
||||||
ручным, автоматическим и специаль |
|
|
|
|
|
Контроль фазы В двигателя 2 |
|||
Плата УСО |
|
|
|
|
Перекос фаз на двигателе 1 |
||||
|
|
|
|
|
|
|
|||
● управлять в ручном режиме двигате |
5648 |
|
|
|
|
Контроль левого пробойника |
|||
|
5IAC 5IAC 5IAC 5IAC 5OAC 5OAC 5OAC 5OAC ODC ODC ODC ODC |
|
Контроль левого дозатора |
||||||
лями анода и системами автоматичес |
|
|
Контроль правого пробойника |
||||||
кой подачи глинозема. |
|
|
Контроль правого дозатора |
||||||
|
|
|
|
|
|||||
|
A A A A A A A A 5 5 5 5 |
|
Подача левого пробойника |
||||||
Следует отметить, что все сигналы |
|
|
|
|
|
Подача левого дозатора |
|||
Плата |
Сеть ArcNet |
|
|
|
Подача правого пробойника |
||||
ручного управления |
проходят через |
|
|
|
|||||
|
|
|
Подача правого дозатора |
||||||
Archnet |
корпуса |
|
|
|
|||||
|
|
|
Левый двигатель ВВЕРХ |
||||||
контроллер MicroPC. Надежность канала |
5560 |
электролиза |
|
|
|
||||
|
|
|
Левый двигатель ВНИЗ |
||||||
|
|
|
|
||||||
(клавиатура→контроллер MicroPC→мо |
|
|
|
|
|
Правый двигатель ВВЕРХ |
|||
|
|
|
|
|
Правый двигатель ВНИЗ |
||||
дули опторазвязки→оборудование) не |
|
|
|
|
|
||||
|
|
|
|
|
MPB616РС |
||||
уступает применяемым обычно для это |
|
|
|
|
|
Контроль входной фазы А блока |
|||
|
|
|
|
|
Контроль входной фазы В блока |
||||
го релейным схемам, при этом контрол |
|
|
|
|
|
||||
Процессорная |
MPB16PC 5IACA 5IACA 5IACA NP5IDC 5IACA 5IACA |
5OACA 5OACA |
|
|
Контроль входной фазы С блока |
||||
лер «знает» о ручных воздействиях, про |
плата |
|
|
Контроль наличия +24 В |
|||||
5025A |
|
|
|
|
Дверца верхнего отсека БУ |
||||
токолирует их и учитывает при дальней |
|
|
|
|
|
Дверца нижнего отсека БУ |
|||
|
|
|
|
|
Отстрел Главного Контактора |
||||
шем автоматическом управлении, а так |
|
|
|
|
|
||||
|
К панели индикации и управления |
|
Подача сигнала об анодном эффекте |
||||||
же может ограничивать или запрещать |
|
|
|
|
|||||
|
|
|
|
|
|
|
|||
их при определенных условиях, исправ |
Рис. 5. Структурная схема контроллера блока управления ТРОЛЛЬ. Показаны сигналы для |
||||||||
ляя грубые ошибки персонала. |
одного из двух обслуживаемых блоком электролизёров |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
4/97 |
59
(C) 1997 CTA Тел.: (095) 234 0635 Факс: (095) 330 3650 http://www.cta.ru

СИСТЕМНАЯ ИНТЕГРАЦИЯ
МЕТАЛЛУРГИЯ
|
|
|
|
|
большую часть работы |
персонала, |
|
|
|
|
|
||
|
|
|
|
|
уменьшая возможность ошибок и не |
|
|
|
|
|
|
точностей в работе операторов. Про |
|
|
|
|
|
|
граммное обеспечение АРМ оператора |
|
|
|
|
|
|
реализовано в среде DOS/ DPMI32 с ис |
|
|
|
|
|
|
пользованием библиотеки графическо |
|
|
|
|
|
|
го интерфейса GWM разработки Токс |
|
|
|
|
|
|
Софт. АРМ оператора выполняет следу |
|
|
|
|
|
|
ющие основные функции: |
|
|
|
|
|
|
● одновременно показывает на экране |
|
|
|
|
|
|
состояние всех ванн в корпусе |
|
|
|
|
|
|
(рис. 6) и/или подробные характери |
|
|
|
|
|
|
стики и параметры работы подсистем |
|
|
|
|
|
|
одной ванны (рис. 7); |
|
|
|
|
|
|
● звуковым сигналом и сообщением на |
|
|
|
|
|
|
экране предупреждает оператора о |
|
|
|
|
|
|
возникновении нештатных ситуаций; |
|
|
|
|
|
|
● в большинстве нештатных ситуаций |
|
|
|
|
|
|
производит голосовое оповещение |
|
|
|
|
|
|
в корпусе об их возникновении; |
|
|
|
|
|
|
● дает оператору возможность изменять |
|
|
|
|
|
|
уставки, управлять движением анода, |
|
|
|
|
|
|
работой АПГ и других подсистем; |
|
|
|
|
|
|
● проводит самодиагностику и провер |
|
Рис. 6. Программа АРМ оператора корпуса в режиме просмотра всех ванн в корпусе |
|
|
||||
|
|
ку работоспособности |
аппаратуры |
|||
|
|
|
|
|
и программ нижнего уровня. |
|
тановлен контроллер MicroPC фирмы |
печивает устойчивую работу сети |
|
|
|
||
Octagon и аналоговые модули ввода. |
Arcnet. |
|
АРМ технолога |
|
||
На вводы подаются токовые сигналы |
К этому же концентратору оптоволо |
|
|
|||
с датчиков тока серии и напряжения |
конным кабелем подключены АРМ опе |
|
Компьютеры операторов корпусов |
|||
корпусов. КТНС включен в единую ло |
ратора корпуса и контроллер тока/на |
|
соединены по сети Ethernet с АРМ тех |
|||
кальную сеть с БУ корпуса. |
пряжения серии. При этом в КТНС уста |
|
нолога (компьютером базы данных), |
|||
|
новлены четыре сетевые платы, благо |
|
предназначенным для накопления дан |
|||
Технологическая сеть Arcnet |
даря чему один КТНС включен в две не |
|
ных, печати сводок и анализа работы |
|||
зависимые сети корпусов. |
|
серии. Программа АРМ технолога, раз |
||||
БУ объединены в общую для каждого |
|
|
|
|
работанная на базе Borland Delphi, ра |
|
корпуса сеть Arcnet. Сеть реализована |
АРМ оператора |
|
ботая в автономном режиме, автомати |
|||
по совмещенной схеме «звезда» и «ши |
|
чески составляет и распечатывает свод |
||||
на». В каждом корпусе стоит концентра |
АРМ оператора корпуса включено |
|
ки. При этом оператор и технолог могут |
|||
тор, к которому оптоволоконным кабе |
в сеть Arcnet корпуса. Оно берет на себя |
|
в любой момент получить доступ к дан |
|||
|
||||||
лем подключены 8 групп БУ. В тех БУ, |
|
|
|
|
|
|
к которым подходит оптический ка |
|
|
|
|
|
|
бель, установлены трансиверы, преоб |
|
|
|
|
|
|
разующие оптический сигнал в сигнал |
|
|
|
|
|
|
для коаксиального кабеля. Шина между |
|
|
|
|
|
|
блоками внутри группы реализована на |
|
|
|
|
|
|
коаксиальном кабеле с оптоволоконны |
|
|
|
|
|
|
ми перемычками. Такое решение архи |
|
|
|
|
|
|
тектуры сети обеспечивает |
|
|
|
|
|
|
●минимизацию возможных гальвани ческих связей по сетевому кабелю. Коаксиальным кабелем, по которому может возникнуть гальваническая связь, соединены блоки, работающие не более чем с 6 последовательными ваннами, падение напряжения на ко торых не превышает обычно 30 В;
●гальваническую изоляцию помеще ний операторов серии и КПП от по тенциала серии;
●достижение значительной суммар ной протяженности сетевых линий (длина корпуса составляет порядка 700 м) при длине коаксиальных сег
ментов не более 100 – 120 м, что обес Рис. 7. Программа АРМ оператора корпуса в режиме просмотра одной ванны
4/97 
60
(C) 1997 CTA Тел.: (095) 234 0635 Факс: (095) 330 3650 http://www.cta.ru

СИСТЕМНАЯ ИНТЕГРАЦИЯ
МЕТАЛЛУРГИЯ
ным о работе алюминиевого производ ства. Работая в автономном режиме, программа АРМ технолога
●сохраняет информацию о работе всех электролизёров серии в течение 3 лет для последующей обработки и анализа;
●составляет и печатает сводки за смену и сутки;
●проводит самопроверку и устраняет возможные неполадки.
Программа позволяет технологу
●работать с базой данных процесса электролиза, создаваемой системой, то есть генерировать отчеты, сводки, проводить специальный анализ;
●видеть на экране и одновременно пе чатать результаты анализа;
●просматривать на экране и печатать цветные графики работы как отдель ных электролизёров, так и корпуса или серии в целом.
Заключение
Применение контроллеров MicroPC в качестве основной интеллектуальной части системы производства алюминия обеспечило ● надежную работу оборудования
в особых технологических услови ях – мощном магнитном поле, широ ком температурном диапазоне, отсут ствии возможности заземления, на личии в воздухе химически активной пыли, сильных электромагнитных помехах;
●мощные вычислительные ресурсы, позволившие реализовать технологи ческие, контрольные и сервисные ал горитмы на качественно новом уровне, обработку и сохранение объемов ин формации, сравнимых с обрабатывае мой специально сконструированными экспериментальными системами;
●возможность разработки программ ного обеспечения в привычной для программистов среде DOS, его отлад ки стандартными средствами, ис пользования распространенных биб лиотек, драйверов и утилит;
●совместимость программного обес печения всех уровней системы, его полную открытость для пользовате лей и возможность оперативной до работки и адаптации. ●
 4/97
4/97
61
(C) 1997 CTA Тел.: (095) 234 0635 Факс: (095) 330 3650 http://www.cta.ru