

330 / ЗаданКурсЖурналПолныйМПУСУ / 1СУпропиточнойМашины-12
.pdfРАЗРАБОТКИ
МАШИНОСТРОЕНИЕ
Комплексная модернизация системы автоматики пропиточной машины ЛЭСТ 1200
Игорь Савин, Геннадий Бабакин
В статье дано описание программно технического комплекса пропиточной машины ЛЭСТ 1200, предназначенного для непрерывного контроля и управления процессом пропитки, сушки и последующей нарезки на листы стеклонаполнителей с целью придания им физико механических и технологических свойств, необходимых для получения электроизоляционных стеклопластиков. Представлены краткое описание
и технические характеристики оборудования, структура и назначение аппаратно программных средств. Даётся краткое описание интерфейса оператора.
|
ВВЕДЕНИЕ |
|
|
|
|
ции заключалась в достижении значи |
ка с целью максимального удовлетво |
|||||
|
Предприятие ЗАО «Электроизолит» |
тельного экономического эффекта за |
рения требований заказчика. |
|||||||||
|
(г. Хотьково Московской области) яв |
счёт внедрения современных средств |
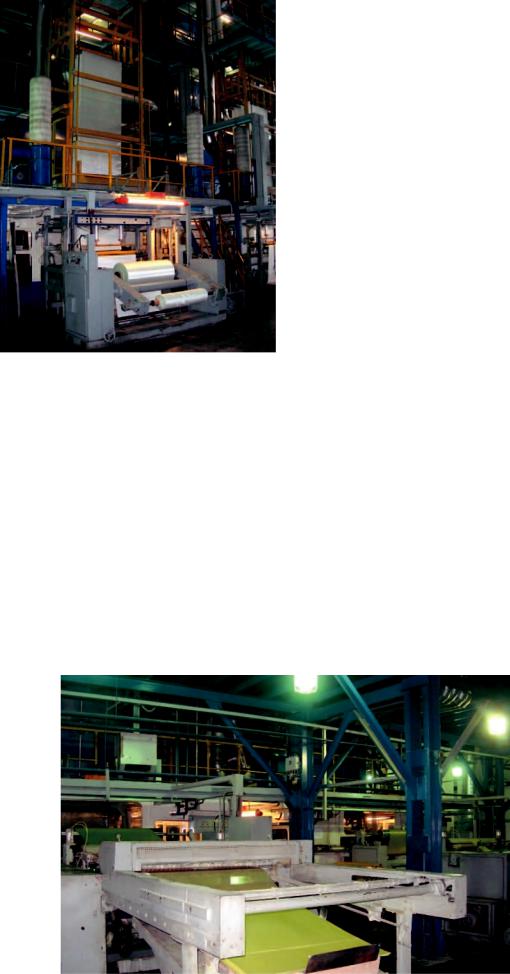
Внешний вид пропиточной машины |
|||||||||
|
ляется одним из ведущих производите |
автоматизации и новых технологичес |
показан на рис. 1. ЛЭСТ 1200 верти |
|||||||||
|
лей электроизоляционных материалов |
ких решений. В связи с этим требова |
кальная – это конструктивно сложная |
|||||||||
|
в России. В состав основного техноло |
лось обеспечить стабильно высокое ка |
машина. Как объект автоматизации она |
|||||||||
|
гического |
оборудования |
предприятия |
чество выпускаемой продукции, повы |
характеризуется дискретно непрерыв |
|||||||
|
входят вертикальные и горизонтальные |
шение производительности, гибкое и |
ным функционированием и взрывопо |
|||||||||
|
пропиточные машины. Программно |
чёткое отслеживание требований рын |
жароопасностью. Особенностью про |
|||||||||
|
технический |
комплекс |
|
|
|
питочной |
машины является |
|||||
|
|
|
|
|||||||||
|
(ПТК) пропиточной маши |
|
|
|
значительное |
многообразие |
||||||
|
ны предназначен для высо |
|
|
|
выпускаемой продукции и по |
|||||||
|
коточного |
непрерывного |
|
|
|
луфабрикатов, |
а следователь |
|||||
|
контроля |
и |
управления |
|
|
|
но, и технологических процес |
|||||
|
процессом пропитки поли |
|
|
|
сов. С точки зрения автомати |
|||||||
|
мерными смолами, сушки |
|
|
|
зации все тепловые и химичес |
|||||||
|
и последующей нарезки на |
|
|
|
кие процессы |
инерционны. |
||||||
|
листы заданной длины ру |
|
|
|
Основное |
технологическое |
||||||
|
лонных стеклонаполните |
|
|
|
оборудование |
размещено во |
||||||
|
лей с целью придания им |
|
|
|
взрывоопасной зоне. Старая |
|||||||
|
физико механических |
и |
|
|
|
система контроля и управления |
||||||
|
технологических |
свойств, |
|
|
|
технологическими параметра |
||||||
|
необходимых для получе |
|
|
|
ми ЛЭСТ 1200 была построена |
|||||||
|
ния электроизоляционных |
|
|
|
на схемах релейной автоматики |
|||||||
|
стеклопластиков. |
Началу |
|
|
|
и приборах типа КСП 3, |
||||||
|
работ |
по |
модернизации |
|
|
|
КСП 2 и не выдерживала ника |
|||||
|
пропиточных машин пред |
|
|
|
кой критики. Работы по модер |
|||||||
|
шествовали предваритель |
|
|
|
низации пропиточных машин |
|||||||
|
ный анализ технологичес |
|
|
|
ЛЭСТ 1200 на ЗАО «Электро |
|||||||
|
кого |
процесса |
изготовле |
|
|
|
изолит» были |
завершены в |
||||
|
ния стеклотекстолита и вы |
|
|
|
2006 году. За прошедший пери |
|||||||
|
явление |
недостатков |
и |
|
|
|
од накоплен достаточный опыт |
|||||
|
проблем в работе пропи |
|
|
|
эксплуатации |
АСУ ТП двух |
||||||
70 |
точных машин ЛЭСТ 1200. |
|
|
|
пропиточных машин, и сегодня |
|||||||
Главная задача модерниза Рис. 1. Внешний вид пропиточной машины ЛЭСТ 1200 |
|
уже можно делать выводы об |
||||||||||
www.cta.ru |
© 2010, CTA Тел.: (495) 234-0635 Факс: (495) 232-1653 http://www.cta.ru |
СТА 1/2010 |

|
|
|
|
Р А З Р А Б О Т К И / М А Ш И Н О С Т Р О Е Н И Е |
|
|
|
успешности данного проекта, выпол |
нолога методом задания уставок. Под |
ветствуют этажам сушильной камеры. |
|
||
|
ненного, кстати, в условиях значитель |
уставкой понимается требуемое значе |
Для охлаждения перевалочных валков |
|
||
|
ного ограничения финансовых средств, |
ние технологического параметра, кото |
подаётся охлаждённая вода, на валках |
|
||
|
что крайне актуально в нынешних усло |
рое необходимо обеспечить. В течение |
предусмотрен обдув полотна воздухом. |
|
||
|
виях глобального кризиса. |
всего технологического процесса регу |
Для поддержания температуры пропи |
|
||
|
|
лирование температурных параметров, |
точного раствора в «рубашку» ванны и |
|
||
|
ПРИНЦИП РАБОТЫ МАШИНЫ |
вязкости лака и скорости протяжки по |
«рубашку» ёмкости подаётся нагретая |
|
||
|
И ЕЁ СОСТАВНЫХ ЧАСТЕЙ |
лотна осуществляется автоматически. |
вода. Температура лака в ёмкости регу |
|
||
|
В течение всего времени пропитки и |
Первой операцией при запуске про |
лируется расходом воды. Для сварки |
|
||
|
сушки необходимо поддерживать за |
питочной машины является заправка |
концов соединяемых рулонов стекло |
|
||
|
данные значения температур в восьми |
полотна через лентопротяжный тракт. |
ткани предусмотрено сварочное уст |
|
||
|
зонах сушильной камеры пропиточной |
Работа выполняется в ручном режиме с |
ройство. В зависимости от температуры |
|
||
|
машины, температуру и вязкость про |
местных пультов управления. Далее за |
в шахте, скорости протяжки полотна, |
|
||
|
питочного состава (лака), а также натя |
пускается система вентиляции, выстав |
толщины ткани и количества нанесён |
|
||
|
жение и скорость протяжки полотна. |
ляются требуемый по технологическо |
ного лака испаряется различное коли |
|
||
|
Значения температуры и скорости зави |
му регламенту расход воздуха и значе |
чество растворителя. Отсос воздуха из |
|
||
|
сят от типа выбранного технологичес |
ние температуры воздуха в сушильной |
камеры осуществляется по специаль |
|
||
|
кого режима. Нагрев сушильной каме |
камере (tуставки). По достижении задан |
ным коробам. Работа вентиляторов |
|
||
|
ры осуществляется путём подачи тепло |
ной температуры (прогрева камеры) |
контролируется датчиками потока воз |
|
||
|
носителя в калориферы. В качестве теп |
технолог задаёт уставку скорости дви |
духа. В пропиточной машине установ |
|
||
|
лоносителя применяется синтетическое |
жения полотна и нажимает кнопку |
лены датчики газосигнализаторов до |
|
||
|
масло, нагретое до температуры |
«Пуск привода». По тепловому режиму |
взрывных концентраций паровоздуш |
|
||
|
250 290°C. Перенастройка значений |
камера разбита на две ветви (восходя |
ных смесей. Точки установки датчиков |
|
||
|
температур, скорости протяжки, вязкос |
щая и нисходящая). Каждая ветвь раз |
определены технологической схемой |
|
||
|
ти лака производится по указанию тех |
бита на четыре секции, которые соот |
машины. |
|
||
|
|
|
|
Таблица 1 |
|
|
|
Перечень основного оборудования, применённого для построения АСУ ТП |
|
||||
|
|
|
|
|
|
|
|
Наименование |
Тип |
Краткая техническая характеристика |
|
|
|
|
Программируемый микроконтроллер |
ADAM 5510М |
Увеличенный объём ОЗУ – 640 кбайт, увеличенный объём флэш диска – 1,5 Мбайт |
|
|
|
|
Универсальный модуль дискретного |
ADAM 5050 |
16 каналов ввода вывода, выход с открытым коллектором, вход дискретный типа |
|
|
|
|
ввода вывода |
«сухой» контакт, DIP переключатели поразрядного выбора режима работы |
|
|
||
|
|
|
|
|||
|
Модуль аналогового ввода на 8 каналов |
ADAM 4018 |
6 дифференциальных и 2 однополюсных канала, программная настройка типа |
|
|
|
|
для подключения термопар |
и диапазона входного сигнала |
|
|
|
|
|
|
|
|
|
||
|
Модуль аналогового вывода на 4 канала |
ADAM 5024 |
Выходной диапазон токового сигнала: 0...20 мА, 4...20 мА; эффективное разре |
|
|
|
|
шение 12 бит; основная погрешность в режиме формирования тока не хуже ±0,1% |
|
|
|||
|
|
|
|
|
||
|
Модуль аналогового ввода на 8 каналов |
ADAM 5017 |
Входной диапазон токового сигнала: 0...20 мА; эффективное разрешение 16 бит; |
|
|
|
|
основная погрешность измерения ±0,1% |
|
|
|||
|
|
|
|
|
||
|
Двухканальный модуль счётчиков/таймеров |
ADAM 4080D |
2 независимых 32 битовых счётчика, длительность входного импульса не менее 10 мкс |
|
|
|
|
Барьеры искрозащиты |
БИЗ 9712 2к, |
Подключение термопар, дискретные входы и выходы; передача сигнала 4...20 мА |
|
|
|
|
Корунд М510, |
из безопасной зоны во взрывоопасную, передача сигнала 4...20 мА из |
|
|
||
|
|
Корунд М5 |
взрывоопасной зоны в безопасную; ExiaIIC |
|
|
|
|
Блок питания |
БП30Б Д 12 |
Выходной номинал: 12 В (2,0 А); монтаж на DIN рейку |
|
|
|
|
Блок питания |
БП30Б Д 24 |
Выходной номинал: 24 В (1,3 А); монтаж на DIN рейку |
|
|
|
|
Вискозиметр вибрационный низкочастотный |
ВВН 8 021 |
Выходной сигнал 4...20 мА; диапазон измерения: 10–200 Па·с·кг/м3; |
|
|
|
|
имеет в своём составе датчик вибрационный ПИ 72 |
|
|
|||
|
|
|
|
|
||
|
Датчик реле потока воздуха |
ДРПВ 2 М1 А |
Виброустойчивое исполнение, релейный выход, диапазон контроля скорости |
|
|
|
|
потока воздуха от 4,5 до 10 м/с |
|
|
|
||
|
|
|
|
|
|
|
|
Датчик уровня (преобразователь давления) |
IS 21 S BAN 85 |
Выход 4...20 мА, разделительная фронтальная мембрана, точность 0,25%, |
|
|
|
|
L разъём, ExiaIICT6 |
|
|
|
||
|
|
|
|
|
|
|
|
Реле |
Finder 40527024 |
2 перекидных контакта, =24 В (8 А) |
|
|
|
|
Клапан трёхходовой смесительный |
V2001 IP |
Рабочая температура до 350°C, привод 3372 (электропневматический), |
|
|
|
|
(исполнение для масла) |
i/p позиционер встроенный, управление по входу 4...20 мА, ExiaIICT6 |
|
|
||
|
|
|
|
|||
|
Регулятор температуры прямого действия |
Samson 43 1 |
Клапан типа 2431 К, Ду=25 мм, диапазон температур регулирования 25...70°C, |
|
|
|
|
капиллярная трубка 2 м |
|
|
|
||
|
|
|
|
|
|
|
|
Шаровой кран с пневмоприводом и электро |
|
|
|
|
|
|
пневмораспределителем на линии подачи |
ШКП 1,6 050НЖ |
Пневмопривод АТ251S08, электропневмораспределитель NA34N 15 02 H83 |
|
|
|
|
связующего |
|
|
|
|
|
|
Бесконтактный выключатель |
ВБИ М08 48У |
Датчик индуктивный, дистанция срабатывания от металла до 3 мм, питание 24 В |
|
|
|
|
2111 М |
|
|
|||
|
|
|
|
|
|
|
|
Коробка взрывозащищённая для приборов |
CCFE 3 |
ExdIIBT5X |
|
|
|
|
КИПиА |
|
|
|
||
|
|
|
|
|
|
|
|
Пневмоавтоматика |
Camozzi |
Пневмоцилиндры, распределители, фитинги, пневмотрубки |
|
71 |
|
|
|
|
|
|
|
|
СТА 1/2010 |
© 2010, CTA Тел.: (495) 234-0635 Факс: (495) 232-1653 http://www.cta.ru |
www.cta.ru |
Р А З Р А Б О Т К И / М А Ш И Н О С Т Р О Е Н И Е
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
контроллером ADAM 5510М, модуля |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ми ADAM 5050 (2 шт.), ADAM 5024, |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ADAM 5017, а также модулем ADAM |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4080D, барьерами взрывозащиты, бло |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ками питания и реле. Микроконтрол |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
лер и модули серий ADAM 50xx и |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ADAM 40xx являются продукцией |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
компании Advantech. В шкафу также |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
размещён вискозиметр ВВН 8. На |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
рис. 4 показана собранная основная |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
панель с микроконтроллером ADAM |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5510М перед установкой в шкаф авто |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
матики. Была выполнена автономная |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
стендовая наладка комплекса, что поз |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
волило |
значительно |
сократить сроки |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
наладки ПТК на объекте. |
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ОБОРУДОВАНИЕ, |
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
РАСПОЛОЖЕННОЕ |
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ВО ВЗРЫВООПАСНОЙ ЗОНЕ |
||||||||||||||||
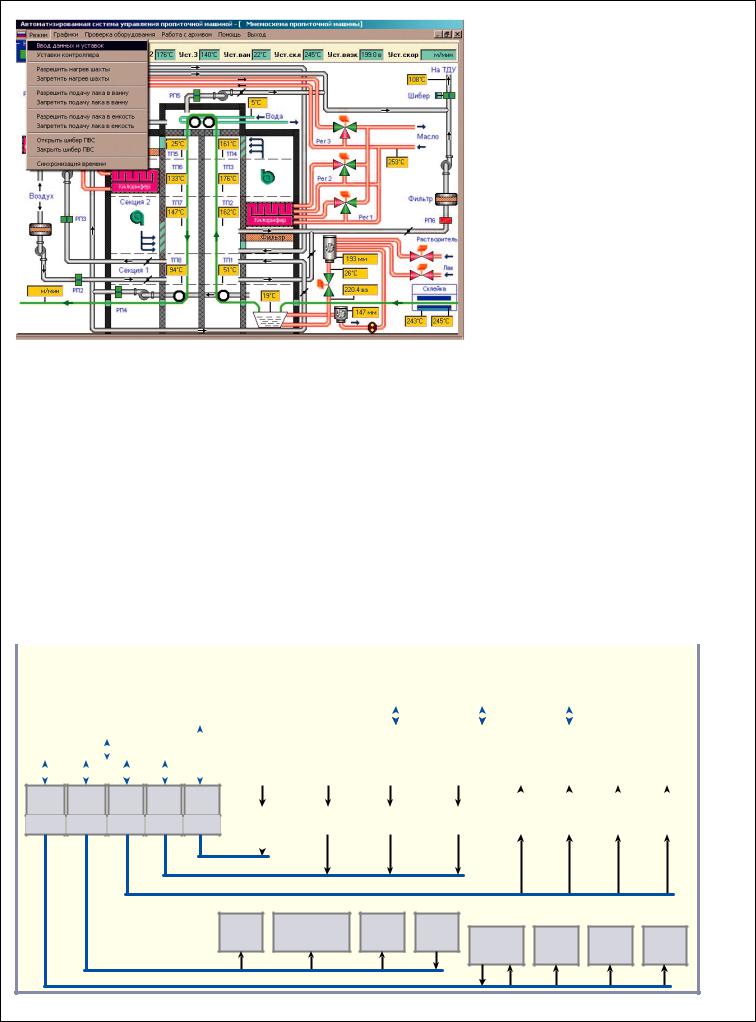
Рис. 2. Основная графическая форма интерфейса оператора (мнемосхема пропиточной машины) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
РЕАЛИЗАЦИЯ ПРОЕКТА |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Измерение |
|
|
|
|
|
|||||||||||||||||||
|
|
|
решение |
отказаться |
от приобретения |
температурных параметров |
|||||||||||||||||||||||||||||||||||
Важнейшей составляющей решения |
каких либо дорогостоящих SCADA |
|
Измерение температуры осуществля |
||||||||||||||||||||||||||||||||||||||
поставленной задачи был правильный |
систем. Всё программное обеспечение |
ется при помощи термопреобразовате |
|||||||||||||||||||||||||||||||||||||||
выбор аппаратной |
базы реализации |
написано на языках С++ и Borland |
лей сопротивления (термопар). Имев |
||||||||||||||||||||||||||||||||||||||
проекта. Для построения ПТК были |
Delphi. Мнемосхема пропиточной ма |
шийся набор термопар ХК обеспечи |
|||||||||||||||||||||||||||||||||||||||
применены комплектующие, указан |
шины приведена на рис. 2. |
|
|
|
вает требуемые измерения текущих |
||||||||||||||||||||||||||||||||||||
ные в табл. 1. Как видно из таблицы, в |
|
|
|
|
|
|
|
|
|
|
|
|
|
значений температур. В качестве базо |
|||||||||||||||||||||||||||
проекте используются изделия как из |
ПОСТРОЕНИЕ СИСТЕМЫ АСУ ТП |
вых устройств контроля температуры |
|||||||||||||||||||||||||||||||||||||||
вестных брендов, что в принципе созда |
АСУ ТП является многоточечной и |
использованы модули удалённого сбо |
|||||||||||||||||||||||||||||||||||||||
ёт фундамент высокого качества ПТК, |
распределённой и имеет трёхуровне |
ра и обработки данных ADAM 4018. |
|||||||||||||||||||||||||||||||||||||||
так и продукция фирм малоизвестных, |
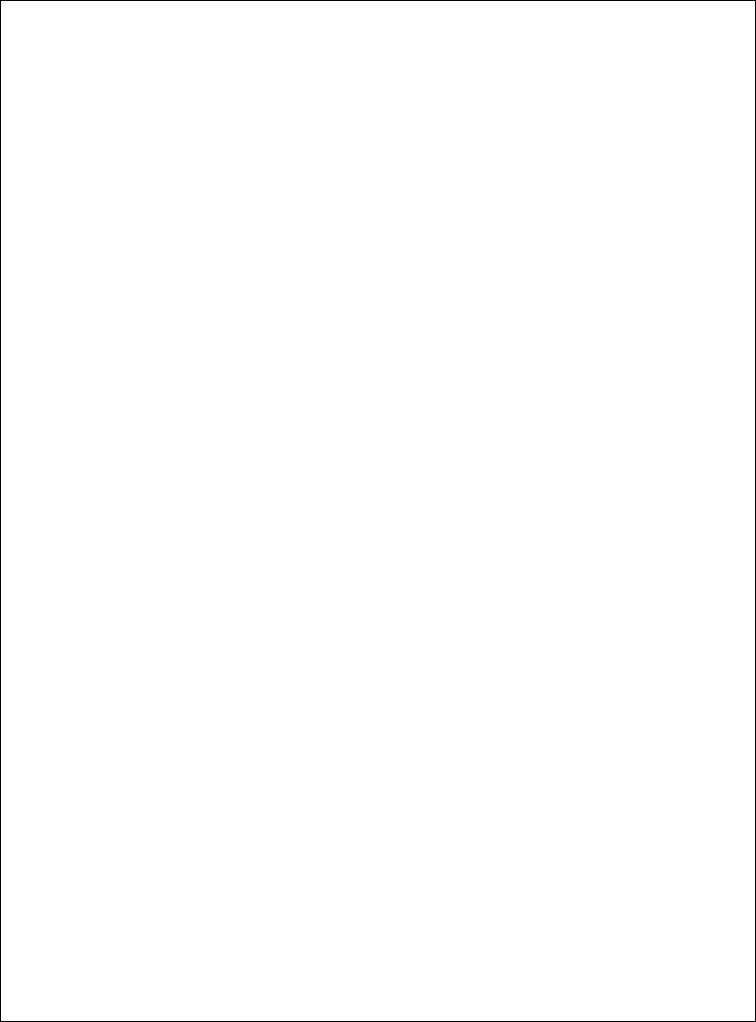
вую структуру. На рис. 3 приведена |
Барьеры искрозащиты БИЗ 9712 2к |
|||||||||||||||||||||||||||||||||||||||
но с хорошей конструкторской и произ |
структурная схема АСУ ТП пропиточ |
(ExiaIIC) обеспечивают необходимую |
|||||||||||||||||||||||||||||||||||||||
водственной базой. Проект был выпол |
ной машины. Из неё достаточно ясно |
взрывозащиту при подключении тер |
|||||||||||||||||||||||||||||||||||||||
нен ведущими сотрудниками нашего |
видны архитектура решения и связи |
мопар. Модули ADAM 4018 и БИЗ |
|||||||||||||||||||||||||||||||||||||||
предприятия. Так как мнемосхема про |
между |
основными |
компонентами. |
9712 2к установлены во взрывозащи |
|||||||||||||||||||||||||||||||||||||
питочной машины не является сложной |
Шкаф автоматики вмещает в себя ос |
щённые корпуса CCFE 3 (ExdIIBT5X) |
|||||||||||||||||||||||||||||||||||||||
с точки зрения графики, было принято |
новную монтажную панель с микро |
фирмы Cortem S.p.A. в непосредствен |
|||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Измерение |
|
Измерение |
|
|
|
|
|
Измерение |
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
температур |
|
температур |
|
|
|
|
|
температур |
|
|
|
|
|
||||||||||
|
Микроконтроллер |
|
RS 232 |
|
|
|
IBM PC |
|
|
|
|
БИЗ 9712 2к |
|
БИЗ 9712 2к |
|
|
|
|
БИЗ 9712 2к |
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
АDAM 4018 (1) |
|
АDAM 4018 (2) |
|
|
|
|
АDAM 4018 (3) |
|
|
|
|
|
||||||||||||||||||||
|
|
ADAM 5510M |
|
|
|
RS 485 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
RS 485 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
Cистемная шина |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
Индуктивный |
|
|
Датчик |
|
|
Датчик |
|
|
Вибрационный |
|
|
Рег1 |
|
|
|
Рег2 |
|
|
Рег3 |
|
Задатчик |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
уровня лака |
|
|
уровня лака |
|
|
датчик |
|
|
|
|
|
|
|
|
|
скорости |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
датчик ВБИ |
|
|
|
|
|
|
|
V2001 IP |
|
V2001 IP |
|
|
V2001 IP |
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
в ванне |
|
|
в ёмкости |
|
|
|
ПИ 72 |
|
|
|
|
|
|
полотна |
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ADAM 5050 (1)
Вход |
Выход |
ADAM 5050 (2)
Вход |
Выход |
ADAM ADAM ADAM 5024 5017 4080D
Выход |
Вход |
Вход |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
БИЗ |
|
Корунд M5 |
|
Корунд M5 |
|
Вискозиметр |
|
Корунд |
|
Корунд |
|
Корунд |
|
Корунд |
|||||
9712 2к |
|
|
|
ВВН 8 |
|
M510 |
|
M510 |
|
M510 |
|
M510 |
|||||||
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4...20 мА
4...20 мА
Клапан |
Аварийная |
ТЭН |
|
сигнализация |
|||
ПВС |
(нож) |
||
(в цех) |
|||
|
|
ДРПВ |
Частотные |
приводы |
ШКП 1 |
ШКП 2 |
ШКП 3 |
72 Рис. 3. Структурная схема АСУ ТП пропиточной машины
www.cta.ru |
© 2010, CTA Тел.: (495) 234-0635 Факс: (495) 232-1653 http://www.cta.ru |
СТА 1/2010 |

Р А З Р А Б О Т К И / М А Ш И Н О С Т Р О Е Н И Е
ной близости от тер мопар. Длина ком пенсационных кабе лей подключения тер мопар к модулю ADAM 4018 не пре вышает 18 метров. Построенная система сбора данных имеет интерфейс RS 485 и подключается к уда лённому локальному контроллеру ADAM 5510М. Каждый мо дуль ADAM 4018 отк ликается на свой идентификационный номер величиной из меренного сигнала.
Всего установлено три модуля ADAM 4018 и подключено 16 термопар:
●8 термопар контроля температур в шахте пропиточной машины (ТП1 – ТП8);
●термопара контроля температуры теплоносителя (масла) на входе в ма шину;
●2 термопары контроля температуры охлаждающей воды (на входе и выхо де с валов);
●термопара контроля температуры тэ на склейки полотна;
●термопара контроля температуры ножа;
●термопара контроля температуры ла ка в ванне;
●термопара контроля температуры ла ка в промежуточной ёмкости;
●термопара контроля температуры го рячей воды (нагрев лака в ванне и ёмкости).
Вшахте пропиточной машины ос тавлено восемь старых работоспособ ных местных показывающих газовых термометров ТГП 100 (0–400°C), кото рые позволяют рабочему осуществлять оценку температурного режима про питки. Данные приборы являются ав тономными и в систему автоматики не входят.
Измерение и регулирование уровня лака
в ёмкости и ванне
Пропиточный лак подаётся в про межуточную ёмкость по трубопроводу. Ёмкость оснащена мешалкой с элект роприводом. Предусматривается по стоянное перемешивание лака в ём кости. При измерении уровня возмож но налипание и кристаллизация лака на чувствительном элементе датчика,
|
|
трубопроводе подачи лака в ёмкость |
||
|
|
установлен шаровой |
кран ШКП 1. |
|
|
|
Открытие или закрытие крана опреде |
||
|
|
ляется алгоритмом работы. В процессе |
||
|
|
пропитки лак самотёком через фильтр |
||
|
|
поступает в ванну, перетекая в резер |
||
|
|
вуар насоса рециркуляции лака. При |
||
|
|
достижении максимального (не ава |
||
|
|
рийного!) уровня насос включается, а |
||
|
|
при минимальном уровне выключает |
||
|
|
ся. На линии поступления лака в ван |
||
|
|
ну установлен шаровой кран ШКП 3, |
||
|
|
выполняющий функцию отсечки. На |
||
|
|
входе в ёмкость трубопровода раство |
||
|
|
рителя установлен |
шаровой кран |
|
|
|
ШКП 2. Его назначение – регулиро |
||
|
|
вание вязкости лака в процессе про |
||
|
|
питки методом дозирования раство |
||
|
|
рителя. |
|
|
однако эта проблема была успешно ре |
|
|
|
|
шена. В качестве датчика уровня при |
Управление |
|
||
менён взрывозащищённый преобра |
шаровыми кранами |
|||
зователь давления IS 21 S BAN 85 |
Краны шаровые ШКП 1,6 050НЖ |
|||
(ExiaIICT6) с разделительной фрон |
производства ЗАО «НПП Автомати |
|||
тальной мембраной фирмы |
WIKA. |
ка» (г. Владимир) применены в каче |
||
Преобразователь конструктивно со |
стве запорных устройств на трубо |
|||
стоит из входного штуцера, корпуса и |
проводах подачи лака и растворителя |
|||
электронного блока. Входной штуцер |
(рис. 5). Переключение крана из по |
|||
выполнен из нержавеющей |
стали. |
ложения |
«открыто» |
в положение |
Преобразователь представляет |
собой |
«закрыто» |
и обратно производится |
|
одноканальное средство измерения. |
без остановки в промежуточном по |
|||
Он обеспечивает преобразование дав |
ложении. Кран оснащён пневмопри |
|||
ления жидкостей в аналоговый сигнал |
водом с возвратной пружиной. Ис |
|||
постоянного тока 4…20 мА. В процес |
полнение крана – нормально закры |
|||
се эксплуатации данный тип датчиков |
тый (НЗ). Элементом управления яв |
|||
зарекомендовал себя очень хорошо. |
ляется пневмораспределитель с катуш |
|||
Схема регулирования уровня лака |
кой управления NA34N 15 02 H83 |
|||
включает в свой состав три шаровых |
(Camozzi). Шаровой кран открывает |
|||
крана, что видно по мнемосхеме ма |
ся при подаче управляющего сигнала |
|||
шины (рис. 2, правый нижний угол). На |
24 В пост. тока. |
|
||
|
|
|
|
|
|
|
|
|
|
Рис. 5. Трубная разводка подачи лаков и запорная арматура ШКП 1,6 050НЖ |
73 |
СТА 1/2010 |
© 2010, CTA Тел.: (495) 234-0635 Факс: (495) 232-1653 http://www.cta.ru |
www.cta.ru |
Р А З Р А Б О Т К И / М А Ш И Н О С Т Р О Е Н И Е
Измерение вязкости
Для измерения вязкости применён вискозиметр вибрационный низкочас тотный ВВН 8 фирмы ОАО «Автома тика» (г. Воронеж). Вискозиметр сос тоит из электронного блока БЭ 63, служащего для возбуждения резонанс ных колебаний, постоянных по вели чине амплитуды, и формирования вы ходных электрических сигналов, про порциональных вязкости анализируе мой жидкости, а также из измеритель ного преобразователя ПИ 72, служа щего для преобразования электричес ких колебаний автогенератора в меха нические колебания вибратора и об ратно. Вискозиметр имеет выходной электрический сигнал 4...20 мА. ПИ 72 имеет маркировку взрывозащиты OExiaIICТ6 в комплекте ВВН 8 и уста навливается во взрывоопасных зонах. Сигнал 4...20 мА подаётся на модуль ADAM 5017.
Регулирование температуры в шахте пропиточной машины
Регулирование температуры в шахте пропиточной машины осуществляется исходя из заданного значения темпера туры и текущих температур в шахте пропиточной машины. В качестве ис полнительного механизма регулирова ния расхода теплоносителя, проходя щего через калорифер пропиточной машины, применён трёхходовой сме сительный клапан V2001 IP фирмы Samson во взрывозащищённом испол нении (ExiaIICT6). Вычисленное зна чение величины управляющего сигна ла в диапазоне 4...20 мА с модуля ADAM 5024 выдаётся на i/p позицио нер клапана. Всего на машине установ лено три смесительных клапана (на мнемосхеме рис. 2 это Рег1, Рег2, Рег3).
Регулирование температуры лака в ванне и в ёмкости
В оборудовании пропиточной маши ны заложена возможность подогрева лака как в ванне, так и в ёмкости. Контроль температуры лака в ёмкости и в ванне осуществляется при помощи термопар ХК. Полученные данные об рабатываются микроконтроллером ADAM 5510M, и по результату вычис лений вырабатывается управляющий сигнал включения или отключения нагрева воды. Циркуляция воды обес печивается насосом. Требуемой вели чиной (уставкой) является температура
74 лака в ванне. Система автоматики ре
гулирует температуру воды в зависи мости от температуры лака в ванне.
Нагретая вода поступает и в «рубаш ку» промежуточной ёмкости. В контуре циркуляции горячей воды промежуточ ной ёмкости установлен клапан прямо го действия. Таким образом, регулиро вание температуры лака в промежуточ ной ёмкости осуществляется расходом горячей воды. Так же как и до модерни зации, применён регулятор температу ры прямого действия, являющийся бо лее дешёвым вариантом по сравнению с регулятором взрывозащищённого ис полнения. Нами установлен достаточ но надёжный регулятор типа 43 1 фир мы Samson. Клапан закрывается при повышении температуры. Капилляр датчика температуры устанавливается в «карман» ёмкости. Уставка по темпера туре задаётся на задатчике регулятора. Так как теплоотдача ванны значительно выше, чем теплоотдача ёмкости, и при этом очень важно не допустить пере грева лака, то регулятор 43 1 работает на закрывание протока горячей воды.
Регулирование температуры сварочного ножа
Узел склейки полотна оснащён электронагревателем. В стол склейки вмонтированы две термопары. Одна термопара осуществляет контроль тем пературы сварочного ножа, а вторая – тэна. Регулирование температуры сва рочного ножа осуществляется по зако ну ПИД. Длина рулона стеклоткани составляет примерно 2000 метров, сле довательно, процесс склейки полотна повторяется с соответствующей перио дичностью.
Измерение линейной скорости протяжки полотна
С оси вала вращение через шестерён ку передаётся на механизм редуктор, на котором установлен датчик индук ционный типа ВБИ. При вращении ва ла на выходе ВБИ вырабатывается им пульсный сигнал. После обработки сигнала модулем счётчика ADAM 4080D информация текстовой строкой протокола ASCII передаётся по двух проводному интерфейсу RS 485. Коли чество импульсов обрабатывается в микроконтроллере ADAM 5510M. Ли нейная скорость протяжки полотна оп ределяется как функция скорости вра щения приводного вала, коэффициен та редукции, количества импульсов и расчётного коэффициента, учитываю щего эффект проскальзывания полот
на. Требуемая величина скорости про тяжки полотна в виде токового сигнала в диапазоне 4...20 мА с модуля ADAM 5024 выдаётся в схему частотного регу лирования скорости вращения валов (задатчик скорости полотна).
Контроль протока воздуха
ввоздуховодах
ВЛЭСТ 1200 применяется датчик реле потока воздуха ДРПВ 2 М1 А, предназначенный для контроля ско рости потока в воздуховодах. Датчик обеспечивает выдачу электрического сигнала в цепи сигнализации и управ ления при несоответствии скорости потока воздуха минимальному уста новленному значению. Датчики реле относятся к индикаторным устрой ствам и не подлежат метрологической аттестации и поверке. Было принято решение использовать ДРПВ 2 М1 А и в модернизированном варианте ма шины. Следует отметить, что в процес се эксплуатации из всего применённо го оборудования только датчики ДРПВ требуют значительных затрат времени на обслуживание и наладку.
Оборудование,
расположенное вне взрывоопасной зоны
Контроллер и другие необходимые аппаратные средства системы располо жены в шкафу.
Автоматизированное рабочее место технолога реализовано на базе IBM PC совместимого компьютера. Обмен ин формацией между ним и программиру емым логическим контроллером ADAM 5510М обеспечивается по ин терфейсу RS 232. Требования к ресур сам персонального компьютера мини мальны и ограничиваются операцион ной системой Windows. Противодей ствие некорректным действиям опера тора осуществляется на уровне про граммного обеспечения компьютера. На компьютер возложены функции ор ганизации человеко машинного ин терфейса и архивирования всех техно логических параметров.
Работа с программой «АСУ ПМ»
При разработке программного обес печения «АСУ ПМ» (АСУ пропиточной машины) был спроектирован интуи тивно понятный интерфейс для техно логического персонала. После запуска программы на экране появляется глав ное окно с меню и элементами отобра
www.cta.ru |
© 2010, CTA Тел.: (495) 234-0635 Факс: (495) 232-1653 http://www.cta.ru |
СТА 1/2010 |
|
|
Р А З Р А Б О Т К И / М А Ш И Н О С Т Р О Е Н И Е |
|
|
|
|
|
|
|
|
|
жения информации (рис. 2). Меню со |
туры в зонах шахты», «Температуры ла |
кнопку «Отмена». При нажатии кнопки |
|||||
|
|
стоит из опций «Режим», «Графики», |
ка в ванне, в ёмк., температура воды», |
«Выход» происходит возврат к преды |
|||||
|
|
«Проверка оборудования», «Работа с |
«Температуры тэна и ножа склейки», |
дущему окну. |
|
|
|
|
|
|
|
архивом», «Помощь», «Выход». Эле |
«Вязкость лака», «Скорость полотна», |
Для персонала, знакомого с техноло |
|||||
|
|
ментами отображения являются поля |
«Уровни в ванне и емкости». |
гическим процессом пропиточной ма |
|||||
|
|
для вывода значений уставок и текущих |
Опция «Проверка оборудования» ис |
шины, освоение работы с программой |
|||||
|
|
параметров, а также графические объ |
пользуется специалистами по обслу |
«АСУ ПМ» занимает совсем немного |
|||||
|
|
екты, изменяющие свой цвет в зависи |
живанию ПКТ. |
времени. |
|
|
|
|
|
|
|
мости от состояния. Снизу в окне раз |
При каждом запуске программы фор |
|
|
|
|
|
|
|
|
мещается поле для вывода сообщений. |
мируется имя архивного файла, в кото |
Пневмоавтоматика |
|
|
|||
|
|
Так, при появлении сообщений об |
рый записываются все технологические |
В составе КИПиА пропиточной ма |
|||||
|
|
ошибках или нарушении связи с конт |
параметры. Пример формата имени та |
шины широко применены средства |
|||||
|
|
роллером даётся подробное указание о |
кого файла – «M1_ 8.37_ 8.12.2006.arh», |
пневмоавтоматики. |
Известно, что |
||||
|
|
действиях по проверке корректности |
где поля имеют следующее соответ |
пневмопривод |
позволяет |
наиболее |
|||
|
|
состояния АСУ ТП (все ли данные пра |
ствие: M1 – машина № 1, 8.37 – время, |
простым способом получить линейное |
|||||
|
|
вильно заданы и введены, включено ли |
8.12.2006 – дата. При выборе опции |
перемещение, |
высокое |
быстродей |
|||
|
|
питание контроллера). При выборе оп |
«Работа с архивом» на экране появится |
ствие, большие удельные усилия, а |
|||||
|
|
ции «Режимы» появляется субменю с |
окно для работы с архивными файлами. |
также обеспечить нечувствительность |
|||||
|
|
опциями «Ввод данных и уставок», «Ус |
Окно имеет три кнопки: «Просмотр», |
к перегрузкам. Кроме того, пневмоав |
|||||
|
|
тавки контроллера», «Разрешить нагрев |
«Печать» и «Выход». При нажатии |
томатика является средством взрыво |
|||||
|
|
шахты», «Запретить нагрев шахты», |
кнопки «Просмотр» появится станда |
безопасного применения, так как в |
|||||
|
|
«Разрешить подачу лака в ванну», «Зап |
ртное окно для выбора имени файла. |
большинстве случаев |
не |
использует |
|||
|
|
ретить подачу лака в ванну», «Открыть |
Нужно выделить требуемый файл и на |
электрические сигналы. Вся система |
|||||
|
|
шибер ПВС» (ПВС – паровоздушные |
жать кнопку «Открыть», после чего на |
пневмоавтоматики пропиточной ма |
|||||
|
|
смеси), «Закрыть шибер ПВС», «Синх |
экране отображается соответствующий |
шины построена на элементах фирмы |
|||||
|
|
ронизация времени». При выборе оп |
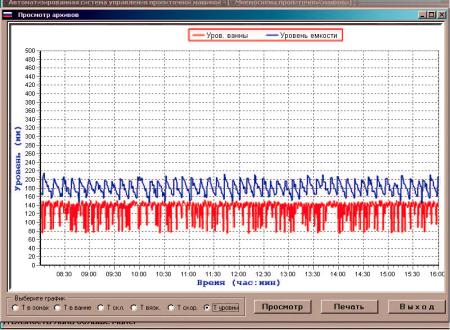
график (рис. 6). Для отмены выбора |
Camozzi (Италия). Входными и выход |
|||||
|
|
ции «Ввод данных и уставок» на экране |
файла нужно нажать кнопку «Отмена». |
ными устройствами пропиточной ма |
|||||
|
|
появится окно с заголовком «Ввод ис |
Для просмотра нужного графика в |
шины являются пиноли размотки и |
|||||
|
|
ходных материалов и уставок». Окно |
нижнем левом углу экрана в поле «Вы |
намотки. Внешний вид машины со |
|||||
|
|
имеет поля для ввода данных и две |
берите график» устанавливается пере |
стороны пиноли размотки и магазина |
|||||
|
|
кнопки: «Передача контроллеру» и |
ключатель выбора параметров, при этом |
запаса представлен на рис. 7. На стой |
|||||
|
|
«Выход». При нормальном получении |
на экране отображается график пере |
ке пиноли |
расположены кнопочные |
||||
|
|
команды контроллером появится сооб |
менных в соответствующих координа |
посты управления поворотом карусе |
|||||
|
|
щение «Передача команды контролле |
тах (температура – время, уровень – |
ли, а также пневмораспределители уп |
|||||
|
|
ру выполнена». Если команда контрол |
время, вязкость – время). При нажатии |
равления включением пинолей. За |
|||||
|
|
лером не получена, то появится сооб |
кнопки «Печать» появится стандартное |
крепление рулона осуществляется осе |
|||||
|
|
щение «Передача команды контролле |
окно для печати. После выбора форма |
вым перемещением пинолей посред |
|||||
|
|
ру не выполнена». |
та страницы и принтера и нажатия на |
ством пневмоцилиндра |
и |
маховика. |
|||
|
|
При выборе опции «Графики» появ |
кнопку «ОК» будет напечатан график. |
Контроль обрыва полотна произво |
|||||
|
|
ляется субменю с опциями «Темпера |
Для отмены печати нужно нажать |
дится при помощи концевиков с пру |
|||||
|
|
|
|
жинным возвратом. В технологичес |
|||||
|
|
|
|
||||||
|
|
|
|
кой схеме машины имеются магазин |
|||||
|
|
|
|
запаса и тормоз накопителя, которые |
|||||
|
|
|
|
предназначены для обеспечения со |
|||||
|
|
|
|
единения рулонов без остановки лен |
|||||
|
|
|
|
топротяжного тракта. Вместимость на |
|||||
|
|
|
|
копителя можно менять, останавливая |
|||||
|
|
|
|
каретку в любом месте её движения с |
|||||
|
|
|
|
помощью |
колодочных |
тормозов с |
|||
|
|
|
|
пневмоприводом. Тормоз накопителя |
|||||
|
|
|
|
входит в систему пневматики магазина |
|||||
|
|
|
|
запаса. Конец ткани уходящего рулона |
|||||
|
|
|
|
прижимается (фиксируется) на столе |
|||||
|
|
|
|
для выполнения операции по сварке |
|||||
|
|
|
|
полотна с новым рулоном. Регулиро |
|||||
|
|
|
|
вание величины перемещения штока |
|||||
|
|
|
|
цилиндров производится с помощью |
|||||
|
|
|
|
пневматического путевого выключате |
|||||
|
|
|
|
ля. Для регулирования скорости дви |
|||||
|
|
|
|
жения штока пневмоцилиндров ис |
|||||
76 |
|
|
|
пользуется |
дроссель |
регулируемый. |
|||
|
Рис. 6. Графическая форма просмотра архивного файла |
Конструктивно стол для сварки кон |
|||||||
|
|
|
|
|
|
|
|
|
|
www.cta.ru |
© 2010, CTA Тел.: (495) 234-0635 Факс: (495) 232-1653 http://www.cta.ru |
СТА 1/2010 |
Р А З Р А Б О Т К И / М А Ш И Н О С Т Р О Е Н И Е
цов стеклонаполнителя вы |
|
|
|
теля с электропневматическим управ |
|
|||||||||
|
|
|
|
|||||||||||
полнен в виде перемещаю |
|
|
|
лением. При подаче |
управляющего |
|
||||||||
щейся плиты с прямоуголь |
|
|
|
сигнала (24 В пост. тока) шток выдви |
|
|||||||||
ным отверстием для прохода |
|
|
|
гается и открывает шибер воздуховода |
|
|||||||||
верхней прижимной плиты. |
|
|
|
подачи ПВС на дожигание (утилиза |
|
|||||||||
Плита установлена |
на двух |
|
|
|
цию). |
|
|
|
|
|
||||
пневмоцилиндрах, |
переме |
|
|
|
|
|
|
|
|
|
||||
щающих её в горизонтальной |
|
|
|
КОНТРОЛЬ ДОВЗРЫВНЫХ |
|
|||||||||
плоскости. На плите закреп |
|
|
|
КОНЦЕНТРАЦИЙ ПВС В ШАХТЕ |
|
|||||||||
лено устройство для прижима |
|
|
|
ПРОПИТОЧНОЙ МАШИНЫ |
|
|||||||||
конца законченного рулона. |
|
|
|
Для контроля довзрывных концент |
|
|||||||||
Нож выполнен в виде балки, |
|
|
|
раций ПВС в шахте пропиточной ма |
|
|||||||||
имеющей |
на |
|
поверхности |
|
|
|
шины |
применены |
сигнализаторы |
|
||||
прижима эластичную обли |
|
|
|
взрывоопасности «Искра 1» (ОАО |
|
|||||||||
цовку. Прижим |
осуществля |
|
|
|
«Автоматика»). На рис. 9 показан |
|
||||||||
ется посредством двух пнев |
|
|
|
монтаж таких сигнализаторов в комп |
|
|||||||||
моцилиндров, |
закреплённых |
|
|
|
лекте с электролизёром для одной из |
|
||||||||
на станине устройства соеди |
|
|
|
пропиточных машин. Предусмотрены |
|
|||||||||
нения. Управление |
устрой |
|
|
|
четыре точки отбора ПВС. Сигнали |
|
||||||||
ством производится кнопка |
|
|
|
затор обнаруживает в воздухе до |
|
|||||||||
ми с местного пульта. Сварка |
|
|
|
взрывные концентрации любых горю |
|
|||||||||
полотна происходит при од |
|
|
|
чих компонентов независимо от при |
|
|||||||||
новременном нажатии двумя |
|
|
роды каждого из них (газ, пар и их |
|
||||||||||
|
Рис. 7. Пиноль размотки, стол склейки полотна и магазин |
|
||||||||||||
руками двух удалённых друг |
|
запаса |
|
смесь). Принцип действия сигнализа |
|
|||||||||
от друга кнопок «Вперёд», что |
|
|
|
тора состоит в непосредственном ис |
|
|||||||||
позволяет уберечь рабочего от травм |
Станок поперечной резки (рис. 8) |
пытании на взрываемость с помощью |
|
|||||||||||
при выполнении данной технологи |
представляет собой отдельный меха |
искры контрольного объёма анализи |
|
|||||||||||
ческой операции. Устройство центри |
низм и предназначен для нарезки про |
руемого воздуха, предварительно обо |
|
|||||||||||
рования обеспечивает поддержание |
питанного и высушенного материала |
гащённого заданным объёмом водо |
|
|||||||||||
положения края |
полотна материала, |
на листы заданной длины и укладки их |
рода. Элементы газового тракта изго |
|
||||||||||
движущегося |
по |
лентопротяжному |
в стопу. При необходимости намотки |
товлены из титана и других материа |
|
|||||||||
тракту, в заранее заданном положении. |
пропитанного полотна в рулоны по |
лов, стойких к воздействию агрессив |
|
|||||||||||
Датчик кромки состоит из приёмного |
лотно заправляется в пиноль намотки |
ных сред. |
|
|
|
|
||||||||
и подающего сопел, между которыми |
и станок поперечной резки не включа |
|
|
|
|
|
|
|||||||
проходит |
край |
полотна материала. |
ется. Конструкция пиноли намотки |
ЗАКЛЮЧЕНИЕ |
|
|
|
|
||||||
При его смещении вырабатывается уп |
точно повторяет конструкцию пиноли |
На технологических линиях и в сис |
|
|||||||||||
равляющее воздействие на пневмати |
размотки. |
темах |
автоматизации, |
где имеется |
|
|||||||||
ческий цилиндр («тандем») с гидро |
Удаление ПВС на утилизацию осу |
большое число объектов, полная заме |
|
|||||||||||
компенсатором, который перемещает |
ществляется по специальным коробам. |
на всего оборудования |
представляет |
|
||||||||||
вал устройства центрирования. Прин |
Управление движением штока пневмо |
собой задачу, решение которой весьма |
|
|||||||||||
цип действия устройства основан на |
цилиндра, связанного с шибером ПВС, |
проблематично из за большого объёма |
|
|||||||||||
применении следящей системы с об |
осуществляется от пневмораспредели |
работ и высокой стоимости. Как пра |
|
|||||||||||
ратной связью. Пропитка ткани осу |
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
||||||||
ществляется в пропиточной ванне с |
|
|
|
|
|
|
|
|||||||
системой дозирующих валов. Приво |
|
|
|
|
|
|
|
|||||||
дом перемещения рамы подъёмного |
|
|
|
|
|
|
|
|||||||
устройства |
служит |
пневмоцилиндр. |
|
|
|
|
|
|
|
|||||
Предусмотрена |
регулировка |
высоты |
|
|
|
|
|
|
|
|||||
подъёма ванны, которая фиксируется |
|
|
|
|
|
|
|
|||||||
винтовым |
упором |
(ограничителем). |
|
|
|
|
|
|
|
|||||
Прижимной вал обеспечивает транс |
|
|
|
|
|
|
|
|||||||
портировку ткани с заданной силой |
|
|
|
|
|
|
|
|||||||
натяжения. Вал установлен перед пи |
|
|
|
|
|
|
|
|||||||
нолью намотки. Прижимной вал вхо |
|
|
|
|
|
|
|
|||||||
дит в систему тянуще охлаждающих |
|
|
|
|
|
|
|
|||||||
валков. Для создания большего тяну |
|
|
|
|
|
|
|
|||||||
щего усилия конструкцией предусмот |
|
|
|
|
|
|
|
|||||||
рена возможность прижима материала |
|
|
|
|
|
|
|
|||||||
к поверхности одного из валков обре |
|
|
|
|
|
|
|
|||||||
зиненным роликом. Прижим ролика |
|
|
|
|
|
|
|
|||||||
осуществляется |
|
пневмоцилиндрами |
|
|
|
|
|
|
77 |
|||||
посредством рычагов. |
|
|
Рис. 8. Станок поперечной резки |
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
СТА 1/2010 |
© 2010, CTA Тел.: (495) 234-0635 Факс: (495) 232-1653 http://www.cta.ru |
www.cta.ru |

Р А З Р А Б О Т К И / М А Ш И Н О С Т Р О Е Н И Е
|
|
|
|
|
|
|
практически нет |
отка |
циалистов предприятия, глубоко знаю |
||
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
зов электронного |
обо |
щих все тонкости производства, позво |
||
|
|
|
|
|
|
|
рудования. Сформиро |
ляет избежать многих «подводных кам |
|||
|
|
|
|
|
|
|
ван небольшой ЗИП по |
ней», встречающихся на жизненном |
|||
|
|
|
|
|
|
|
всем позициям, что, с |
пути проекта. |
|||
|
|
|
|
|
|
|
нашей точки зрения, |
Выполненные работы по комплекс |
|||
|
|
|
|
|
|
|
позволяет оперативно |
ной модернизации системы автомати |
|||
|
|
|
|
|
|
|
выполнить ремонт и из |
ки пропиточной машины ЛЭСТ 1200 |
|||
|
|
|
|
|
|
|
бежать простоя пропи |
безусловно можно считать успешны |
|||
|
|
|
|
|
|
|
точных машин. В по |
ми, так как в результате была значи |
|||
|
|
|
|
|
|
|
следующих разработках |
тельно повышена конкурентоспособ |
|||
|
|
Рис. 9. Сигнализаторы взрывоопасности |
мы широко применяем уже апробиро |
ность предприятия в целом. |
|||||||
|
|
«Искра 1» |
|
|
|
ванные в описанном проекте аппарат |
На заводе есть ещё две пропиточ |
||||
|
|
|
|
|
|
ные решения. |
|
ные машины ЛЭСТ 1200, которые |
|||
|
|
вило, моральное старение |
средств |
Важнейшими составляющими до |
ждут своей очереди на модернизацию. |
||||||
|
|
КИПиА происходит |
значительно |
стижения успеха в данном проекте |
В перспективе прорисовывается рабо |
||||||
|
|
быстрее, чем технологического обору |
были не только правильный выбор |
та по объединению локальных АСУ |
|||||||
|
|
дования. Фактически модернизация – |
достаточно разнообразной аппаратной |
ТП пропиточных машин и АСУ ТП |
|||||||
|
|
это продление технического |
ресурса |
базы ПТК, но и грамотная разработка |
участка лакоподготовки производства |
||||||
|
|
оборудования. Длительная эксплуата |
гибкого программного обеспечения. |
стеклотекстолита (реализована на |
|||||||
|
|
ция техники с продлённым техничес |
Опыт участия сотрудников завода в |
микроконтроллере ADAM 5510M) в |
|||||||
|
|
ким ресурсом возможна при замене |
различных проектах автоматизации |
общезаводскую АСУ ТП. Оператив |
|||||||
|
|
устаревших средств КИПиА на совре |
совместно как с российскими, так и с |
ное получение объективной инфор |
|||||||
|
|
менные с использованием контролле |
иностранными фирмами разработчи |
мации позволит оценивать истинное |
|||||||
|
|
ров и специализированных про |
ков АСУ ТП позволяет сделать вывод, |
состояние производства и должно |
|||||||
|
|
граммных средств и при условии, что |
что каждое предприятие должно иметь |
обеспечить принятие эффективных и |
|||||||
|
|
может быть обеспечено качественное |
свою небольшую группу высококвали |
обоснованных решений для планиро |
|||||||
|
|
обслуживание средств автоматизации |
фицированных специалистов, активно |
вания организационно технических |
|||||||
|
|
в течение жизненного цикла оборудо |
подключающихся к участию в работе |
мероприятий в масштабе предприя |
|||||||
|
|
вания. |
|
|
|
над проектом уже на этапе проектиро |
тия. Это позволит экономить трудо |
||||
|
|
Для построения ПТК нами были |
вания. Тогда монтаж, наладка и ввод в |
вые ресурсы и увеличить производи |
|||||||
|
|
применены комплектующие, указан |
эксплуатацию ПТК проходят достаточ |
тельность труда сотрудников инфор |
|||||||
|
|
ные в табл. 1. За три года эксплуатации |
но гладко и быстро. Только опыт спе |
мационно аналитических служб. ● |
|||||||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Успех |
|
|
|
дающих чёткое изображение в условиях |
транспортных средствах. Быстрое распозна |
|
|||
|
|
|
|
|
экстремальных температур. Оборудование, |
вание данных помогает исключить ДТП, свя |
|
||||
|
|
электролюминесцентных |
|
||||||||
|
|
которое может надёжно функционировать в |
занные с отвлечением внимания, когда во |
|
|||||||
|
|
дисплеев |
|
|
|
|
|||||
|
|
|
|
|
условиях предельных температур и обеспе |
дитель смотрит на экран дисплея в движу |
|
||||
|
|
компании Planar Systems |
|
||||||||
|
|
чивать широкий угол обзора для нескольких |
щейся машине. TFEL дисплеи Planar способ |
|
|||||||
|
|
в Китае и США |
|
|
наблюдателей одновременно, востребовано |
ны функционировать в диапазоне темпера |
|
||||
|
|
Дисплеи компании Planar Systems, создан |
в коммуникациях, нефтехимической отрас |
тур от –60 до +85°С с сохранением неболь |
|
||||||
|
|
ные на основе тонкоплёночных электролю |
ли, а также в контрольно измерительной ап |
шого времени отклика и высокой яркости. |
|
||||||
|
|
минесцентных структур (Thin Film Electro |
паратуре. |
|
Дисплеи TFEL великолепно подходят для |
|
|||||
|
|
luminescent – TFEL), будут применяться в |
Компания Planar пригласила инженеров |
отображения ключевой информации в дви |
|
||||||
|
|
промышленных |
изделиях, |
выпускаемых |
Jetronic Technology на производство и обес |
жущихся транспортных средствах, потому |
|
||||
|
|
компанией Jetronic Technology для Китая, а |
печила интенсивное обучение. Объединение |
что чёткое изображение гарантирует считы |
|
||||||
|
|
также в устройствах, производимых амери |
технологии TFEL с опытом специалистов |
вание данных даже при беглом взгляде на |
|
||||||
|
|
канской компанией, специализирующейся в |
Jetronic Technology в конструировании про |
экран. В отличие от ЖК дисплеев в дисплеях |
|
||||||
|
|
области общественной безопасности. Дисп |
дукции позволило, по мнению президента |
TFEL возможно считывание изображения |
|
||||||
|
|
леи, созданные на основе технологии TFEL, |
этой компании Thomas Wong, создать пере |
при использовании солнцезащитных очков с |
|
||||||
|
|
способны выдерживать воздействие пре |
довое решение по более низкой цене, чем |
поляризацией. ● |
|
||||||
|
|
дельных положительных и отрицательных |
предполагалось ранее. |
|
|
|
|
||||
|
|
|
|
|
|
||||||
|
|
температур и созданы с учётом эргономичес |
Второй заказчик – произ |
|
|
|
|
||||
|
|
ких требований. Эти устройства демонстри |
водитель продукции для |
|
|
|
|
||||
|
|
руют уникальные возможности технологии |
общественной безопаснос |
|
|
|
|
||||
|
|
TFEL на рынке дисплеев для специальных |
ти из США – сделал выбор в |
|
|
|
|
||||
|
|
применений. |
|
|
|
пользу Planar, поскольку |
|
|
|
|
|
|
|
Генеральный директор и вице президент |
ему было необходимо ре |
|
|
|
|
||||
|
|
подразделения |
промышленных |
дисплеев |
шение, которое обеспечи |
|
|
|
|
||
|
|
Planar Doug Barnes заявил, что компания до |
вает улучшенное считыва |
|
|
|
|
||||
|
|
стигла 11% роста продаж EL дисплеев в 2008 |
ние данных с экрана в ком |
|
|
|
|
||||
78 |
|
финансовом году, что было продиктовано |
муникационном оборудо |
|
|
|
|
||||
|
потребностями OEM компаний в дисплеях, |
вании, установленном на Электролюминесцентные дисплеи Planar |
|
||||||||
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
www.cta.ru |
© 2010, CTA Тел.: (495) 234-0635 Факс: (495) 232-1653 http://www.cta.ru |
СТА 1/2010 |