

Exam / ЦКПППД
.pdfОсновная цель центра:
поддержка опытно-конструкторских и технологических работ
Основные направления поддержки:
•проведение НИОКР;
•функционирование МИП;
•выполнение магистерских и кандидатских диссертаций.
Также центр выполняет заказы по созданию прототипов и отдельных деталей.

Изготовление изделий путем удаления материала
Построение трехмерной модели в CAD-системе или использование трехмерного сканера и соответствующих систем реверсинжиниринга
Проектирование специализированной оснастки, выбор инструмента, создание программ изготовления (УП) …
Additive manufacturing
Изготовление изделий путем добавления материала
Использование 3D-моделей из любых систем трехмерного и CAD-моделирования или использование трехмерных сканов без дополнительных преобразований
Изготовление изделий в кратчайшие сроки без использования дополнительных средств и необходимости разработки УП
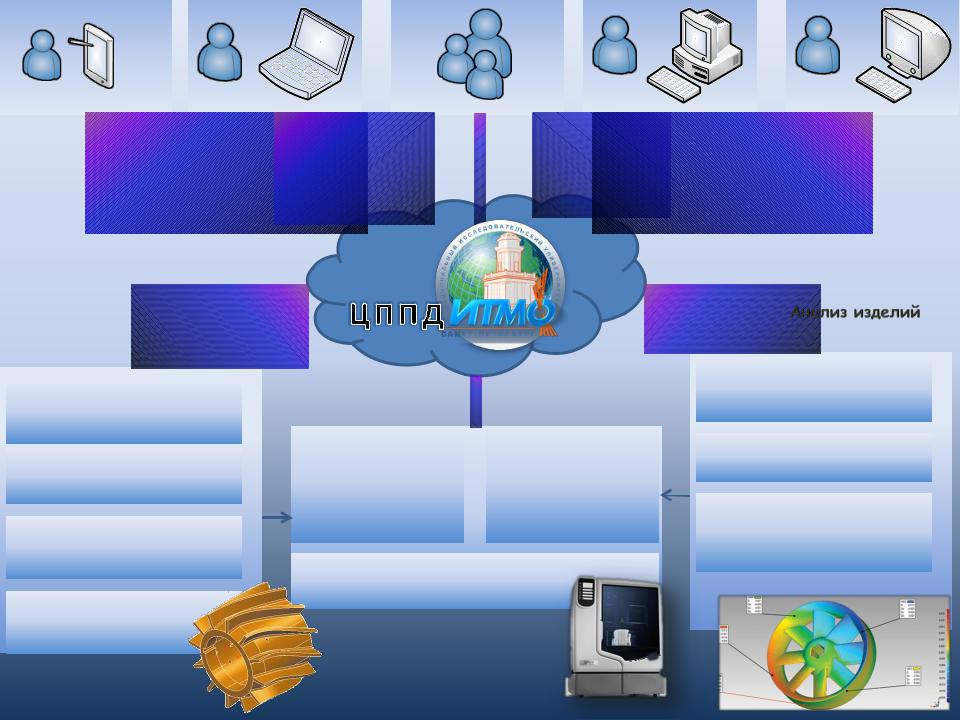
Проектирование и
моделирование
Трехмерное
сканирование
Обратный инжиниринг
Моделирование
процессов
Проектирование
изделий
Производство изделий
Изготовление Единичное прототипов производство
Мелкосерийное
производство
Контроль точности изделий
Инженерные расчеты
Анализ поверхностного слоя изделий
3


Применение технологий быстрого прототипирования (1)
Машиностроение и автомобильная промышленность
Искусство, скульптура и музейная деятельность
Образование

Применение технологий быстрого прототипирования (2)
Архитектура, макетирование и дизайн
Тара и упаковка
Медицина
Сувениры, украшения и прочее

Преимущества быстрого прототипирования
•Изделия сложной формы
•Изделия сложной структуры
•Экономия времени
•Экономия денег
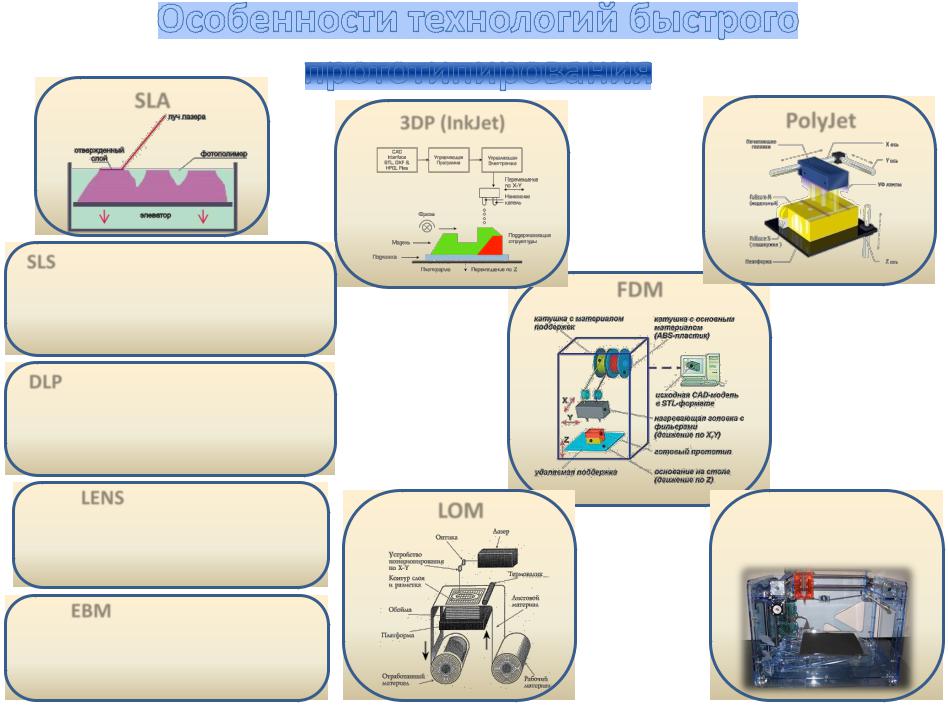
SLA
SLS– SLA-подобная технология с использованием порошков различного типа вместо фотополимера
DLP – SLA-подобная технология с использованием проектора вместо лазера и применением шаблонов на весь слой
LENS - SLS-подобная технология, применяемая для изготовления изделий из металлических порошков
EBM - LENS-подобная технология с использованием пучка электронов вместо лазера
3DP (InkJet) |
PolyJet |
FDM
LOM |
Специализированные |
|
и “кустарные” |
|
технологии |

|
|
|
|
Возможности технологий RP/RM |
9 |
||
Техн. |
|
Материал |
|
Характеристики |
|
Применение |
|
|
|
|
|
||||
SLA |
|
жидкие |
1. |
Высокая точность, чистота, и качество поверхности |
Создание мастер-форм для литья |
|
|
|
|
фотополимеры; |
прототипа; |
Печать высокоточных макетов для изделий |
|
||
|
|
смолы |
2. |
Прототипы достаточно хрупкие; |
относительно простой конфигурации (в рамках |
||
|
|
|
3. |
Получение крупногабаритных прототипов; |
технологии быстрого прототипирования) |
|
|
|
|
|
4. |
Низкая стоимость расходных материалов. |
|
|
|
SLS |
|
термоплавкие |
1. |
Высокая точность получаемых прототипов; |
Получение прототипов из широкого спекта |
|
|
|
|
порошки; |
2. |
Качество поверхности хуже, чем у SLA прототипов; |
порошкообразных материалов |
|
|
|
|
песок; металлическая |
3. |
Небольшое время финишной доводки прототипа |
|
|
|
|
|
пудра; пластики. |
после построения. |
|
|
|
|
LOM |
|
полимерные пленки; |
1. |
Высокая прочность прототипов; |
Изготовление прототипов для принятия решений, |
||
|
|
ламинированная |
2. |
Низкая стоимость расходных материалов; |
визуализации идей и демонстрации без |
|
|
|
|
бумага; |
3. |
Высокий удельный расход материала; |
функционального использования. |
|
|
|
|
пластики; |
4. |
Полученные модели склонны к расслоению, поэтому |
|
|
|
|
|
металлическая |
необходимо нанесение специального покрытия. |
|
|
|
|
|
|
фольга. |
|
|
|
|
|
FDM |
|
нитевидные |
1.Среднее качество поверхности получаемых прототипов |
Изготовление мастер моделей, которые |
|
||
|
|
полимеры; |
2.Высокая прочность, износостойкость |
дорабатываются до требований литья. |
|
||
|
|
ABS-пластики; |
3.Легки в обработки и могут быть доведены до |
Изготовление функциональных прототипиов и изделий |
|||
|
|
тугоплавкий воск. |
|
высококачественных моделей |
конечного использования |
|
|
3D Print |
|
порошковые |
1. |
Прототипы неточные и хрупкие; |
Печать демонстрационных образцов с использованием |
||
|
|
материалы. |
2. |
Процесс построения моделей занимает мало времени. |
широкой цветовой гаммы. |
|
|
|
|
|
|
|
Некоторые модификации позволяют получать |
||
|
|
|
|
|
подвижные образцы и формы для литья легкоплавких |
||
|
|
|
|
|
металлов |
|
|
|
|
Фотополимеры; |
1. |
Высокая точность и качество поверхности прототипов; |
Построение архитектурных \ дизайнерских моделей. |
||
PolyJet |
|
акрилатные смолы; |
2. |
Получение гладких моделей с высокой деталировкой; |
Подготовка мастер –моделей для литья с точностью |
||
|
|
резиноподобные |
3. |
Относительно хрупкие прототипы |
ниже чем у SLA, но быстрее и |
|
|
|
|
смолы. |
|
|
С потенциально значительно более сложной структурой |
||
|
|
|
|
|
моделей |
и упрощенным процессом |
получения |
|
|
|
|
|
прототипов |
|
|
|
|
|
|
|
|
|
|

DIMENSION 1200es SST
Размеры рабочего стола: 254x254x305 мм
Толщина слоя 0,254 мм
Мин. толщина стенки: 0,25 мм
Материал: ABS+ пластик 9 цветов
Вкачестве модельного материала используются термопластики производственного класса, что позволяет печатать прототипы в офисных или производственных условиях.
Характеристики материала ABSplus - P430:
•Предел прочности на разрыв: 37 МПа.
•Модуль упругости при растяжении: 2,320 МПа.
•Относительное удлинение при растяжении: 3%.
•Предел прочности на изгиб: 53 МПа.
•Модуль упругости при изгибе: 2,250 МПа.
•Твердость по Изоду: 106 Дж/м.
•Цвет: слоновая кость, белый, черный, темно серый, красный, синий, оливковый, персиковый, люминесцентно-желтый.
10