

1.4. Ожижители природного газа и крупные заводы по производству сжиженного природного газа
В последние годы в России появился определенный интерес кпроектированию и строительству мини-заводов, предназначенных для получения СПГ. Создание таких предприятий идет по двум направлениям, первое из которых связано с повышением эффективности АГНКС, а второе – с использованием для понижения температуры ПГ и его ожижения давления газа в магистральных газопроводах.
Как отмечено в работе [41], в 80-х годах прошлого столетия в России в системе ОАО «Газпром» было создано около 250 АГНКС, предназначенных для заправки автомобильного транспорта компримированным природным газом (КПГ). Однако в силу ряда причин средняя загрузка АГНКС по стране для заправки газобаллонного автотранспорта составляет не более 7–10 % [52]. С целью повышения экономической эффективности АГНКС целесообразно использовать незагруженные компрессоры высокого давления для подачи сжатого ПГ на специальные установки, предназначенные для получения СПГ, что может послужить для обеспечения рентабельности АГНКС. Одной из первых работ в этом направлении было создание опытно-промыш-ленного комплекса по получению СПГ на базе установки АГНКС № 8, расположенной в г. Петродворце [2, 32]. Ожижитель природного газа для этого комплекса был разработан ЗАО «Сигма-газ». В его основу был положен самый простой криогенный цикл – цикл ожижения газа высокого давления с однократным дросселированием.
Принципиальная схема ожижителя представлена на рис. 1.4.1.
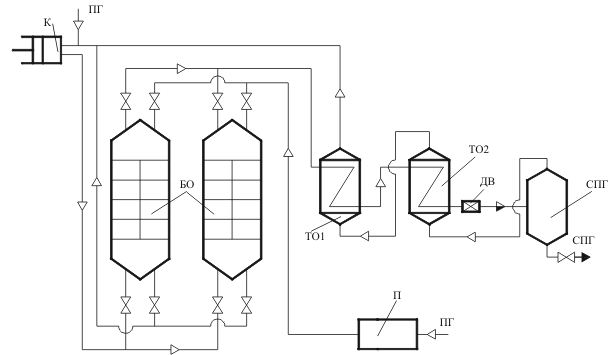
Рис. 1.4.1. Принципиальная схема ожижителя природного газа на базе АГНКС: К – компрессор; БО – адсорбционный блок комплексной очистки и осушки ПГ; П – подогреватель; ТО1, ТО2 – теплообменники; ДВ – дроссельный вентиль
Природный газ сжимается с помощью компрессоров высокого давления, установленных на АГНКС, и поступает на ожижитель. После сжатия ПГ в компрессоре до 20 МПа, поток газа поступает в адсорбционный блок комплексной осушки и очистки газа БО, заполненный синтетическим цеолитом типа NaX. Осушенный и очищенный от СО2 в одном из адсорберов блока поток ПГ затем последовательно проходит через теплообменники ТО1 и ТО2. Холодный поток ПГ высокого давления по выходе из теплообменника ТО2 поступает на дроссельный вентиль ДВ. Дроссельный вентиль установлен в отделителе жидкости, где ожиженная часть отделяется, а паровая фаза в виде обратного потока последовательно проходит через теплообменники ТО2 и ТО1 и, подогревшись до температуры, близкой к температуре окружающей среды, поступает на сжатие в компрессоры высокого давления. Жидкий метан из отделителя жидкости отводится в стационарную или передвижную цистерну. На регенерацию блока осушки и очистки БО подается ПГ в подогреватель, где часть подаваемого газа идет на горелку, нагревая газ, направляемый на регенерацию.
При рабочем давлении порядка 20 МПа установка производила до 300 кг СПГ/ч. Коэффициент ожижения был около 10 %.
В 2000–2001 гг. была проведена модернизация данной установки. Принципиальная схема модернизированной установки показана на рис. 1.4.2.
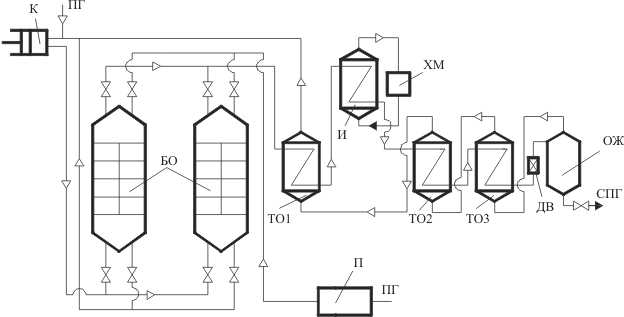
Рис. 1.4.2. Принципиальная схема модернизированного ожижителя природного газа на базе АГНКС:
К – компрессор; БО – блок комплексной очистки и осушки ПГ; П – подогреватель; ТО1, ТО2, ТО3 – теплообменники; ХМ – холодильная машина; И – испаритель холодильной машины; ДВ – дроссельный вентиль; ОЖ – отделитель жидкости
Как видно из рис. 1.4.2, по сравнению со схемой установки, показанной на рис. 1.4.1, основное изменение состоит во включении в схему установки холодильной машины ХМ, обеспечивающей предварительное охлаждение сжатого ПГ в ее испарителе И. В качестве последней была установлена хладоновая двухступенчатая холодильная машина марки К-127 производства Московского завода "АОЗТ-Комп-рессор", в испарителе которой поток ПГ охлаждался до минус 40 °С.
В соответствии с работой [53] ниже приведена техническая характеристика холодильной машины К-127:
-
Количество хладагента (хладона R-22), заправленного в испаритель, кг ………………………………………….
280
Температура кипения хладагента в испарителе, °С …..
–40
Число ступеней сжатия рабочего тела …………………
2
Потребляемая электрическая мощность, кВт ………….
176
Холодопроизводительность, кВт ……………………….
131
Общая масса оборудования, кг …………………………
8400
Применение холодильной машины позволило довести производительность установки до 1 т СПГ/ч. Объем перерабатываемого ПГ составляет 3600 нм3/ч. Коэффициент ожижения ПГ в этом случае достигает почти 40 %.
Как отмечено в работе [2], на базе АГНКС-500 № 1 в г. Первоуральске ООО "Уралтрансгаз" был смонтирован ожижитель ПГ, работающий по дроссельному циклу, аналогичному тому, который использовалсяна ожижителе в г. Петродворце, но имеющий производительность 500 кг СПГ/ч.
При существенном увеличении коэффициента ожижения ПГ, полученном после модернизации ожижителя, включение холодильной машины К-127 требует значительных дополнительных капитальных вложений, которые по данным работы [54] оцениваются в размере 58 % от стоимости комплектующего установку оборудования (без учета АГНКС), дополнительных производственных площадей, увеличения размера амортизационных отчислений и эксплуатационных затрат за счет обслуживания холодильной машины, что в итоге приводит к повышению себестоимости получаемого СПГ.
В ОАО "Криогенмаш" была проведена работа по возможности повышения технико-экономических показателей ожижителей такого типа на базе установок АГНКС [54].
В итоге этой работы была предложена схема ожижителя свнешним холодильным циклом на смешанном хладагенте СХА, представляющем собой смесь азота, метана, этана, пропана и бутана. Принципиальная схема такой установки показана на рис. 1.4.3.
1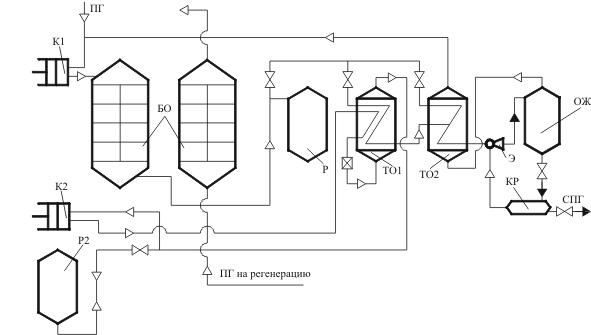
Рис. 1.4.3. Принципиальная схема ожижителя ПГ с холодильным контуром на СХА:
К1, К2 – компрессоры; БО – блок комплексной очистки и осушки ПГ; Р1, Р2 – ресиверы; ТО1, ТО2 – теплообменники; ОЖ – отделитель жидкости; КР – криогенный резервуар; Э – эжектор
Сжатый в компрессоре К1 ПГ после концевого холодильника и отделения конденсата во влагомаслоотделителе (на схеме рис. 1.4.3 не показаны) поступает на осушку в один из адсорберов блока осушки БО и после ресивера Р1 разделяется на два потока. Эти потоки параллельно охлаждаются в теплообменниках ТО1 и ТО2.
Одновременно в компрессоре К2 сжимают СХА до Р = 20 МПа и направляют в теплообменник ТО1, где охлаждают обратным потоком СХА. Вторую часть потока ПГ охлаждают в теплообменнике ТО2 потоком неожиженного ПГ, выходящим из отделителя жидкости ОЖ. В нижней части теплообменника ТО2 к прямому потоку ПГ добавляется поток ПГ, выходящий из теплообменника ТО1. Суммарный поток ПГ, охлажденный в нижней части теплообменника ТО2, затем поступает в эжектор Э, откуда парожидкостная смесь идет в отделитель жидкости ОЖ. СПГ из отделителя жидкости ОЖ сливается в криогенный резервуар КР. Пары из емкости КР откачиваются с помощью эжектора Э, что позволяет снизить давление в емкости КР. В схему установки включены также ресиверы Р1 и Р2 соответственно для ПГ и СХА.
Увеличение эффективности дроссельного цикла, используемого в схеме ожижителя, приведенной на рис. 1.4.2, основывается на том, что при применении СХА величина изотермического эффекта дросселирования СХА в 3 раза выше соответствующего значения для метана (при t= 20 °Cв интервале давлений 20–0,1 МПа), при этом потери от необратимости теплообмена меньше, чем в цикле метана. Положительным является и то, что для сжатия СХА может быть задействован один или несколько компрессоров АГНКС, что позволяет избежать дополнительных капиталовложений, которые появляются при использовании хладоновой холодильной машины.
В работе [54] приведена сравнительная характеристика эффективности двух ожижителей ПГ, схемы которых даны на рис. 1.4.2 и1.4.3. Результаты этого сравнения, без учета включения эжекторной ступени, представлены в табл. 1.4.1.
Таблица 1.4.1