

5. Выбор и проектирование механизма загрузки и выгрузки заготовок
Механизм подачи заготовок состоит из двух пневматических цилиндров, направляющей и каретки. Верхний цилиндр (толкатель), подающий заготовку в индуктор, при помощи винта перемещается относительно лотка, что необходимо для регулирования положения конца заготовки в индукторе. Нижний цилиндр перемещает каретку с толкателем к индуктору.
На каретке установлено запорное устройство, которое регулируется по диаметру заготовки с помощью винта.
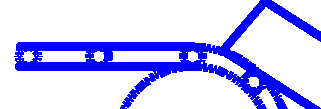
Рисунок 5.1 - Механизм загрузки, выгрузки заготовок.
Исходные данные
 -
скорость прямого хода;
-
скорость прямого хода;
 -
скорость обратного хода;
-
скорость обратного хода;
 -
время разгона при прямом ходе;
-
время разгона при прямом ходе;
 -
давление в напорной линии;
-
давление в напорной линии;
 -
общий КПД цилиндра;
-
общий КПД цилиндра;
Расчет верхнего толкателя
Сила инерции во время разгона:
 ;
;
где
 -
статическая нагрузка;
-
статическая нагрузка;
 =
= ;
;
Фактическая сила
 ;
;
Расчетное усилие:
 ;
;
Диаметр поршня:
 ;
;
Диаметр штока:
 ;
;
Толщина стенки цилиндра из стали по формуле:
 ;
;
Толщина плоского дна цилиндра:
 ;
;
Необходимый расход воздуха:
 ;
;
Мощность цилиндра при статической нагрузке:
 .
.
Расчет нижнего толкателя:
Сила инерции во время разгона:
 ;
;
где
 -
статическая нагрузка;
-
статическая нагрузка;
 =
= ;
;
Фактическая сила:
 ;
;
Расчетное усилие:
 ;
;
Диаметр поршня:
 ;
;
Диаметр штока:
 ;
;
Толщина стенки цилиндра из стали по формуле [7]:
 ;
;
Толщина плоского дна цилиндра:
 ;
;
Необходимый расход воздуха:
 ;
;
Мощность цилиндра при статической нагрузке:
 .
.
6. Разработка конструкции индуктора
Индуктор является самым ответственным элементом индукционной
нагревательной установки. Даже незначительные его повреждения могут нарушить нормальный режим работы устройства, привести к массовому выпуску бракованной продукции.
Индукторы современных нагревательных установок часто весьма дорогостоящие устройства. Кроме индуктирующего провода, имеющего довольно сложную форму, индуктор имеет тепловую и электрическую изоляцию, направляющие для заготовок и конструктивные элементы, обеспечивающие крепление всего индуктора и его частей, подвода воды и токоподвода [2].
Конструктивное исполнение индуктора и его конфигурация зависят от конструкции нагревателя и геометрических размеров заготовок. Иногда отступают от оптимальных размеров индуктора и режимов нагрева, что вызывается чисто практическими соображениями ( темп нагрева, большая номенклатура заготовок и т.п.).
Для облегчения изготовления элементы индуктора должны иметь по возможности простую форму.
Самыми слабыми местами индуктора являются места пайки (в особенности на трубках). Швы по возможности не должны нести механическую нагрузку и нарушаться. Детали и сварные группы, подлежащие обработке, должны быть достаточно механически прочными и не подвергаться деформации.
Индуктирующий
провод изготавливается из прямоугольной
медной водоохлаждаемой трубки
МI-ЦМТУ-0,8-47-67
с
размерами
20×15×4 и с сечением
 .
.
Индуктирующий провод изолируется путем обмотки стеклолентой, пропитки кремний органическим лаком.
Рисунок 6.1 – Индуктирующий провод.
Особое внимание должно быть обращено на охлаждение разъемных контактов и болтов (болтовое соединение токоподвода), соединяющих эти контакты. Если болты имеют не достаточно большую поверхность контакта с охлаждаемыми элементами индуктора, отвод тепла, выделяющегося вследствие нагревания их вихревыми токами, оказывается недостаточным. Температура болтов растет, и вследствие расширения их контакт нарушается. Для повышения надежности разъемного контакта болты изолируются от одного из соединяемых элементов индуктора и ввертываются в резьбу во втором охлаждаемом элементе (рисунок 6.2). Резьбовое соединение обеспечивает интенсивный отвод тепла. Соединение уплотняется резиновой прокладкой.
Охлаждающая вода подводится к индуктору с помощью полиэтиленовых шлангов. Для присоединения гибких шлангов служат штуцера, которые припаиваются по середине индуктора .
Вода, используемая для охлаждения должна иметь температуру 15-25 °С. При использовании более холодной воды детали индуктора, не покрытые изоляцией, запотевают, в результате изоляция намокает и может быть пробита.
Футеровка - важный и ответственный элемент индуктора, влияющий
на его работоспособность и технико-экономические показатели. Футеровка снижает тепловые потери с поверхности нагреваемых заготовок и
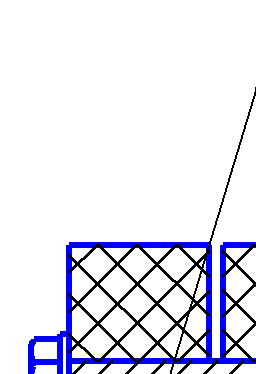
1 – асбоцементная плита;
2 – муллитокремнеземистый войлок;
3 – жароупорная гильза;
4 – индуктирующий провод;
5 – токоподвод;
6 – подвод охлаждающей жидкости;
7 – картон асбестовый;
8 – напрвляющая;
Рисунок 6.2 – Индуктор.
предохраняет электрическую изоляцию индуктора от обгорания и разрушения. В зависимости от рабочей температуры индуктора или, иначе, в зависимости от рода нагреваемого металла футеровка может быть однослойной и многослойной.
С учетом расширения диапазона диаметров заготовок, нагреваемых в данном индукторе, выгоднее уменьшать толщину футеровки, так как при этом увеличивается рабочий диаметр окна индуктора. Однако с уменьшением толщины футеровки при прочих равных условиях возрастают тепловые потери через нее, что снижает термический КПД индуктора.
Таким образом, взаимодействие указанных противоположных факторов, а также учет других факторов заставляют на основе анализа теплообмена в системе индуктор - заготовка выбирать оптимальную толщину футеровки. Здесь главная роль принадлежит основному огнеупорному элементу футеровки, определяющему ее работоспособность. Промышленная эксплуатация индукторов с втулками из жаростойкого бетона показывает, что они выдерживают без разрушения двух, трех месячную эксплуатацию при температурах на их поверхности 1150 –1170 °С и частых теплосменах. Шамотные втулки выходят из строя из –за растрескивания через 20 –30 дней . Материалы футеровки должны быть хорошими диэлектриками для того, чтобы в них не наводились токи, не возникали лишние электрические потери и не происходило замыкания витков спирали индуктора. Соблюдение этого требования особенно важно при использовании спирали без специальной изоляционной обмотки. Высокая гигроскопичность материалов футеровки исключительно вредна, так как может способствовать замыканию витков спирали индуктора, особенно в местах повреждений ее изоляции или в случаях применения не-изолированной спирали, и, кроме того, вызывать дополнительные внутренние напряжения в футеровке при резком ее высыхании за счет парообразования в порах. Отпотевание спирали индуктора практически неизбежно при работе в зимнее время, когда в неработающий индуктор впускается холодная вода. Часто растрескиванию основного огнеупорного элемента футеровки способствует слой асбеста, помещаемый поверх него. Асбест, являясь материалом гигроскопичным, впитывает влагу при отпотевании спирали и передает ее огнеупорному элементу. Практика показывает, что иногда можно обходиться без слоя асбеста, обертывая огнеупорные втулки непосредственно листовым стекломиканитом.
Материал основной части футеровки не должен химически реагировать с окалиной, образующейся при нагреве заготовок, так как в противном случае на футеровке образуются наросты, которые препятствуют перемещению заготовок и тем самым создают аварийную ситуацию. Недостатками индукторов с теплоизоляцией из жаростойкого бетона являются значительные тепловые потери и низкая ремонтопригодность индуктора. Более высокий КПД имеет индуктор с двухслойной изоляцией (рисунок 6.2.) из листового асбеста и из жароупорных гильз из шамота. Жароупорная гильза 3 обмотана асбестовым картоном 7 и закреплена стеклолентой, обмотанная с шагом 40 мм по всей длине. Футеровка должна входить в катушку без усилий и больших зазоров. Торцы индуктора забиты муллитокремнеземистым войлоком 2. Индуктирующий провод 4 крепится с торцов асбоцементными плитами 1. Снаружи крепление индуктирующего провода осуществляется путем обмотки его стеклолентой, пропитав каждый слой эпоксидным компаундом холодного отверждения. Внутри индуктора установлена направляющая 8 из жаропрочной стали для перемещения втулок.