

Федеральное агентство по образованию
Тверской государственный технический университет Кафедра «Технология машиностроения»
МЕТРОЛОГИЯ,
СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ
Методические указания к лабораторной работе
для студентов специальностей
1201, 1705, 1706, 1709, 1711, 1718, 2102, 2301
Тверь 2006
Даны описания принципа работы и метрологические характеристики приборов, изложена методика измерения на них.
Методические указания утверждены и рекомендованы к опубликованию на заседании кафедры (протокол № 8 от 19.04.2006г.).
Составители: Испирян Н.В.,
Нестерова И.Н.
© Тверской государственный технический университет
Лабораторная работа №4
ИЗМЕРЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Цель работы: ознакомление с методами и средствами контроля шероховатости поверхности.
Приборы и материалы для работы:
Набор образцов шероховатости.
Двойной микроскоп МИС-11,
Интерференционный микроскоп.
Объекты измерения.
Бензин.
Гигроскопическая вата.
Последовательность выполнения работы:
Ознакомиться с образцами шероховатости.
Изучить устройство двойного микроскопа, приемы измерения на нем, провести измерение шероховатости поверхности детали.
Изучить устройство интерференционного микроскопа, приемы измерения на нем, произвести измерение шероховатости поверхности детали.
Шероховатость поверхности и параметры ее оценки по ГОСТ 2789-73
Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, рассматриваемых в пределах базовой длины l. Базовая длина l - длина участка, выбираемого для измерения шероховатости без учета других видов неровностей, имеющих шаг более l.
Представление о реальном профиле поверхности дают профилограммы (рис. 1), получаемые на различного типа профилографах. Числовые значения параметров шероховатости определяют от единой базы, за которую принята средняя линии профиля m. Средняя линия профиля m - базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины сумма квадратов расстояний у1, y2, ..., уn от точек профиля до этой линии минимальна.
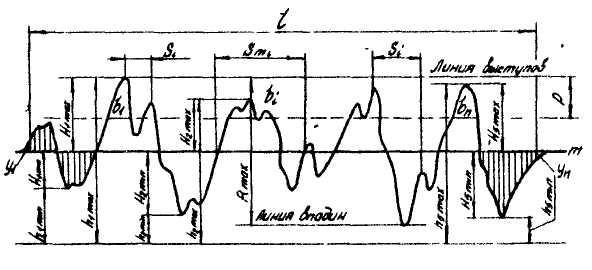
Рис. 1. Профилограмма и основные параметры шероховатости
Для количественной оценки шероховатости стандартом предусмотрено шесть параметров: три высотных (R), два шаговых (S) и один структурный (t).
Среднее арифметическое отклонение профиля Ra – среднее значение расстояний (у1, у2,..., уn) от точек действительного профиля до его средней линии в пределах базовой длины:
![]() ,
,
где n - число измерений.
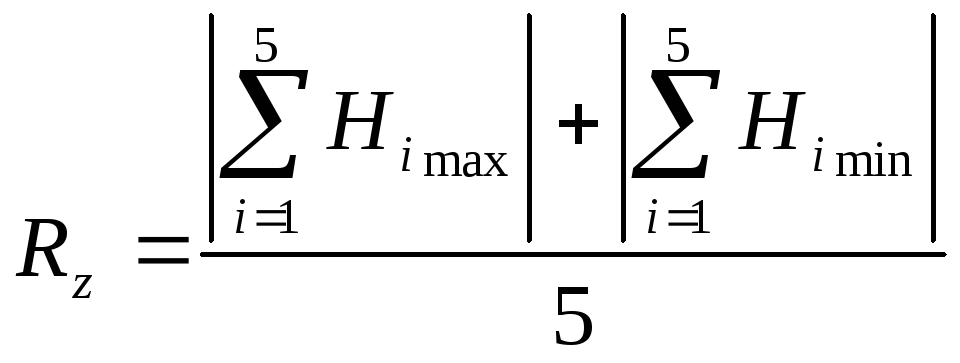
Высота
неровностей профиля по десяти точкам
Rz
- среднее
значение абсолютных высот пяти наивысших
выступов
![]() и
глубин пяти наибольших впадин
и
глубин пяти наибольших впадин
![]() профиля
в пределах базовой длины:
профиля
в пределах базовой длины:
 ,
,
При измерении от линии, параллельной средней линии,
 ,
,
Наибольшая высота неровностей профиля Rmax - расстояние между наивысшей точкой выступов и наинизшей точкой впадин профиля в пределах базовой длины.
Средний шаг неровностей Sm - среднее значение шага неровностей профиля по средней линии в пределах базовой длины:
![]() ,
,
где
![]() -
шаг неровностей, под которым понимается
длина отрезка средней линии, ограниченного
точками пересечения этой линией
одноименных сторон соседних неровностей;
-
шаг неровностей, под которым понимается
длина отрезка средней линии, ограниченного
точками пересечения этой линией
одноименных сторон соседних неровностей;
n - число шагов в пределах базовой длины. Средний шаг неровностей по вершинам S - среднее значение расстояний между вершинами характерных неровностей в пределах базовой длины:
![]() ,
,
где n - число шагов неровностей по вершинам в пределах базовой длины.
Относительная опорная длина профиля tp - отношение опорной длины профиля к базовой длине:
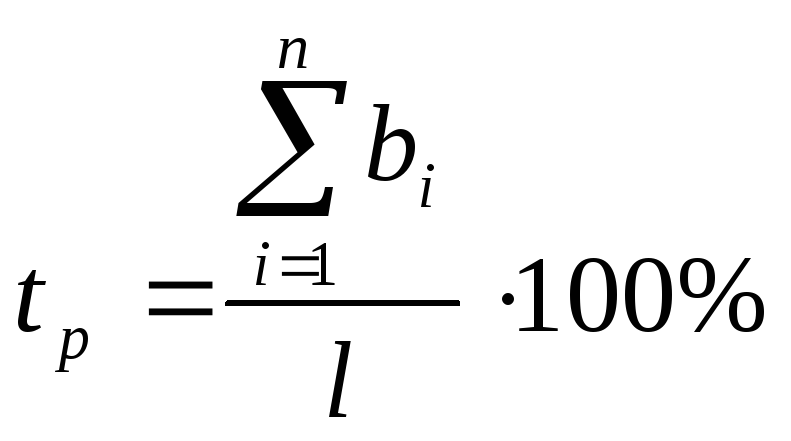 ,
,
где р - заданный уровень сечения;
bi - значения длин отрезков, отсекаемых в пределах базовой длины на выступах профиля линией, эквидистантной средней линии и расположенной на заданном уровне сечения от линии выступов.
Все указанные параметры могут быть определены при обработке профилограммы или на специальных приборах.
Числовые значения для рассмотренных параметров установлены в таблицах стандарта и для высотных параметров выделены предпочтительные значения (табл. 1), которыми следует в первую очередь пользоваться. Числовые значения базовой длины l соответствуют определенному интервалу значений высотных параметров.
Таблица 1
Значения высотных параметров
|
Параметр |
Предпочтительные значения | ||||
|
Rz, Rmax мкм |
400, 200, 100, 50 |
25; I2,5 |
6,3; 3,2; 1,6 |
0,8; 0,4; 0,2; 0,1 |
0,05; 0,025 |
|
Rа, мкм |
I00; 50; 25; I2,5 |
6,3; 3,2 |
1,6; 0,8; 0,4 |
0,2; 0,1; 0,05; 0,025 |
0,012 |
|
l, мм |
8 |
2,5 |
0,8 |
0,25 |
0,08 |
Определение шероховатости поверхности методом сравнения с образцом
Образцу шероховатости представляют собой металлические пластинки с плоской или цилиндрической рабочей поверхностью, полученные различными методами механической обработки. Образцы шероховатости комплектуются в наборы и имеет разную степень шероховатости.
При контроле из набора выбирают образцы, выполненные тем же видом механической обработки, что и деталь. Проверяемую поверхность детали и рабочую поверхность образца очищают от смазки и промывают бензином. Шероховатость поверхности детали определяют методом сравнения. Сравнение производят визуально невооруженным глазом.