

Shilina SOSUN_kr / курсова Елена Павловна / перший пункт
.docxМіністерство освіти і науки України
Вінницький національний технічний університет
Практична робота №1
З дисципліни «Проектування технологічних процесів відновлення поверхонь»
Виконав ст.гр. 1ЗВ-12б:
Сосун В.О.
Перевірив к.т.н., доц.
Шенфельд В.Й.
Вінниця 2015
1. Аналіз конструкції та технологічності деталі
Напіввісь є складовою частиною редуктора. (рисунок 1).
Напіввісь складається з шийок, які встановлено в корпусі редуктора та сполучаються з підшипниками кочення. Піввісь має шліци з діаметром 50 мм. Піввісь закріплена на двох підшипниках і перебуває в зачепленні з іншим зубчастим колесом.
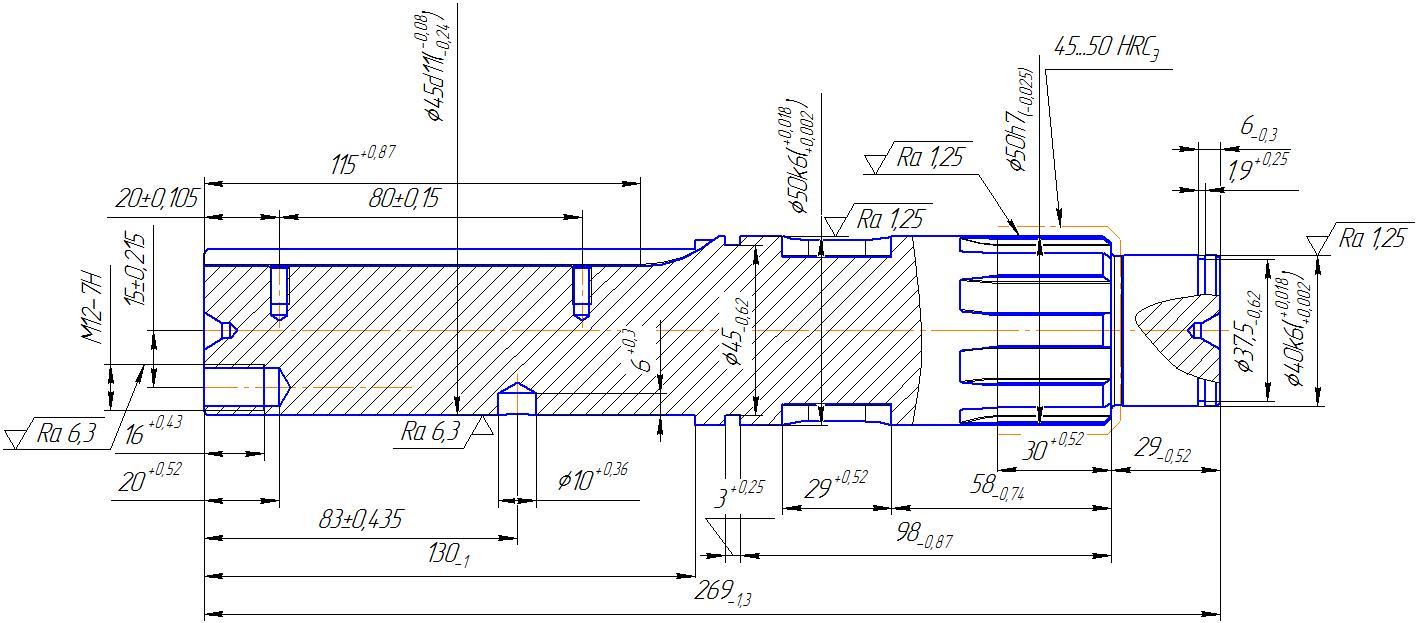 Рисунок
1 Робоче креслення напіввісі
Рисунок
1 Робоче креслення напіввісі
Розглянемо всі опрацьовані поверхні напіввісі і їх призначення, використовуючи рисунок 1 та 2.
Поверхні
10 і 14 використовується для нерухомого
з'єднання напіввісі з підшипниками.
Поверхня повинна бути виконана по
квалітету точності k6( ),
шорсткість не більше як Rа=1,25
мкм.
),
шорсткість не більше як Rа=1,25
мкм.
Поверхня 8 до неї ставляться порівняно не високі вимоги на точність і шорсткість. Поверхня повинна бути виконана за такими вимогами як шорсткість не більше як Rа=6,3мкм.
Поверхня
11 є складовою поверхні шліців. Відстань
між зубами контролюється по квалітету
h7( )
точності та вимогами по шорсткісті не
повинні перевищувати Rа=1.25мкм.
Це зумовлено необхідністю забезпечення
точного контакту при зачепленні
зубчастого колеса, яке встановлюється
на дану поверхню. Діаметр шліців 50мм.
Шліци на ній проходять термічну обробку,
міцність після якої становить 45…50 HRC.
)
точності та вимогами по шорсткісті не
повинні перевищувати Rа=1.25мкм.
Це зумовлено необхідністю забезпечення
точного контакту при зачепленні
зубчастого колеса, яке встановлюється
на дану поверхню. Діаметр шліців 50мм.
Шліци на ній проходять термічну обробку,
міцність після якої становить 45…50 HRC.
Поверхні 5 і 6 призначені для фіксування шпонки шо встановлюється на поверхню 4.
Поверхня 9 призначена для з’єднання напіввісі з гальмівним барабаном.
Поверхні 2 і 18 призначені для закріплення деталі в центрах.
Поверхня 7 служить для фіксування напіввісі.
Поверхні 3 і 17 є торцевими поверхнями.
Поверхні 12 і 13 є фасками
Відхилення цилідричності поверхні після відновлення не повинне перевищувати 0,08мм.
Всі інші поверхні не такі відповідальні, як перераховані, оскільки вони не контактують з спряженими деталями і виготовленні ливарним способом без наступної механічної обробки.

Рисунок 2 Ескіз напіввісі з вказаними номерами поверхонь
Деталь «напіввісь»- є складовою редуктора. Виготовляється із легованої конструкційної сталі марки 40Х . Ця сталь має досить високу пластичність , в’язкість, високу твердість і вона може працювати під дією високих навантажень і навіть при низьких температурах.
2 Матеріал деталі та його властивості
Сталь 40Х ГОСТ 4543–71 характеризується високою ступінню обробки різанням, задовільною пластичністю при обробці. Особливості структурних перетворень цієї сталі дозволяють, для отримання необхідних властивостей широко застосовувати термічну обробку, що особливо важливо для таких деталей, як напіввісь.
Таблиця 1 Хімічний склад у % матеріалу Сталь 40Х ГОСТ 4543-71
|
Найменування |
Значення |
|
Вміст азоту (N) , % |
0..0,008 |
|
Вміст кремнію (Si), % |
0,17..0,37 |
|
Вміст марганцю (Мn), % |
0,5..0,8 |
|
Вміст міді (Сu), % |
0..0,3 |
|
Вміст нікелю (Ni), % |
0..0,3 |
|
Вміст сірки (S), % |
0..0,035 |
|
Вміст вуглецю (С), % |
0,36..0,44 |
|
Вміст фосфору (Р), % |
0..0,035 |
|
Вміст хрому (Cr), % |
0,8..1,1 |
Таблиця 2 Механічні властивості Сталі 40Х ГОСТ 4543-71
|
Найменування |
Значення |
|
Контекст |
|
Відносне звуження ,% |
4,5 |
|
гартування 860ºС (масло) + відпуск 500ºС (вода) |
|
Відносне подовження після розриву , % |
10 |
|
гартування 860ºС (масло) + відпуск 500ºС (вода) |
|
Густина , кг/м3 |
7850 |
|
|
|
Межа міцності , МПа |
980 |
|
гартування (масло) + відпуск 500ºС (вода) |
|
Межа текучості , МПа |
785 |
|
гартування 860ºС (масло) + відпуск 500ºС (вода) |
|
Зварюваність |
Важкозварна |
|
|
|
Твердість по Бріннелю , НВ |
217 |
|
відпал |
|
Температура кування , ºС |
1250..800 |
|
|
|
Флокеночутливість |
чутлива |
|
|
Температура критичних точок матеріалу Сталь 40Х
Ас1=743, Ас3 (Асm)=815, Аr1=693
Таблиця 3 Характеристика матеріалу Сталі 40Х ГОСТ 4543-71
|
Марка сталі
|
Сталі 40Х |
|
Замінник |
Сталь 45Х, Сталь 38ХА, Сталь 40ХН |
|
Класифікація |
Сталь конструкційна легована. Хромиста |
|
Застосування
|
Вали подвійної гідромуфти, шестерні, вали-шестерні, штоки, осі, плунжери, колінчаті і кулачкові вали, кільця, шпинделі, оправки, рейки, шпинделі, кільця, болти та інші деталі з підвищеною твердістю. |
Таблиця 4 Технологічні якості матеріалу Сталь 40Х ГОСТ 4543-71
|
Зварюванність |
Важко зварюється |
|
Флокеночутливість |
чутлива |
|
Схильність до відпускної крихкості |
схильна |
Твердість матеріалу Сталь 40Х після відпуску НВ=248
При наплавленні сталі вуглецевий еквівалент використовують як показник здатності до наплавлення і якості наплавленого шару. Вуглецевий еквівалент для сталей становить:
Ce= C + Mn/6 + Si/24 + Ni/40 + Cr/5 + Mo/4 + V/14;
Обрахуємо вуглецевий еквівалент для матеріалу Сталь 40Х:
Ce = 0,36 + 0,5/6 + 0,2/24 + 0,1/40 + 0,8/5 =0,6138 %.
Отже, перед процесом наплавлення напіввісі потрібно підігріти до температури 200ОС – 250ОС для покращення процесу схоплювання між основним і наплавленим металом, а також для запобігання появи мікротріщин.
Висновок:
На основі проведеного аналізу можна сказати, що в цілому деталь напіввісь досить технологічна. При виготовленні допускаєть використання високопродуктивних режимів різання (обробки). Дана деталь має добрі базові поверхні для первісної обробки, що позитивно впливає на отримання заготовки.