

7.9. Реечное зацепление (рис.7.10)
Если увеличивать число зубьев одного из колес, то в пределе как внешнее, так и внутреннее зацепление переходит в реечное, при котором z=. Реечное зацепление предназначено для преобразования вращательного движения колеса в поступательное движение рейки (или наоборот). Процесс взаимодействия эвольвентных профилей аналогичен цилиндрической передаче с той разницей, что для рейки все окружности переходят в параллельные прямые, а профиль зуба - в прямую. Начальная окружность колеса перекатывается без скольжения по начальной прямой рейки.
При положении линии вершин ниже т. N1 произойдет заклинивание передачи. Условие отсутствия заклинивания:
haPK
ha=ha*m;
![]()
Тогда
![]()
При ha*=1 и = 20° zmin= 17.
Коэффициент перекрытия
7.10. Изготовление зубчатых колес.
Существует два принципеально различных метода: изготовления зубчатых колес метод копирования и метод огибания.
1.Метод копирования (профилирования) (рис.7.11.)
Колесо образуется фрезерованием впадин между зубьями на фрезрных станках дисковой или пальцевой фрезой.Фреза имеет форму впадины и совершает вращательное движение, а заготовка-поступательное вдоль оси. После обработки одной впадины заготовка возвращается в исходное положение, поворачивается на угол =360° протачивается следующая впадина.
Преимущество метода в том, что он не требует специальных станков.
Недостатки:
1.Низкая производительность.
2.Требуется большая номенклатура фрез. Теоретически – для каждого числа зуббев каждого модуля требуется своя фреза. Для ограничения количества инструментов применяется комплекс модульных фрез из 8 штук, что является причиной низкой точности размеров колеса.
3. Низкая точность по шагу и боковому профилю. Сильное влияние износа на точность.
4. Высокая стоимость инструмента, а значит и изделия.
Р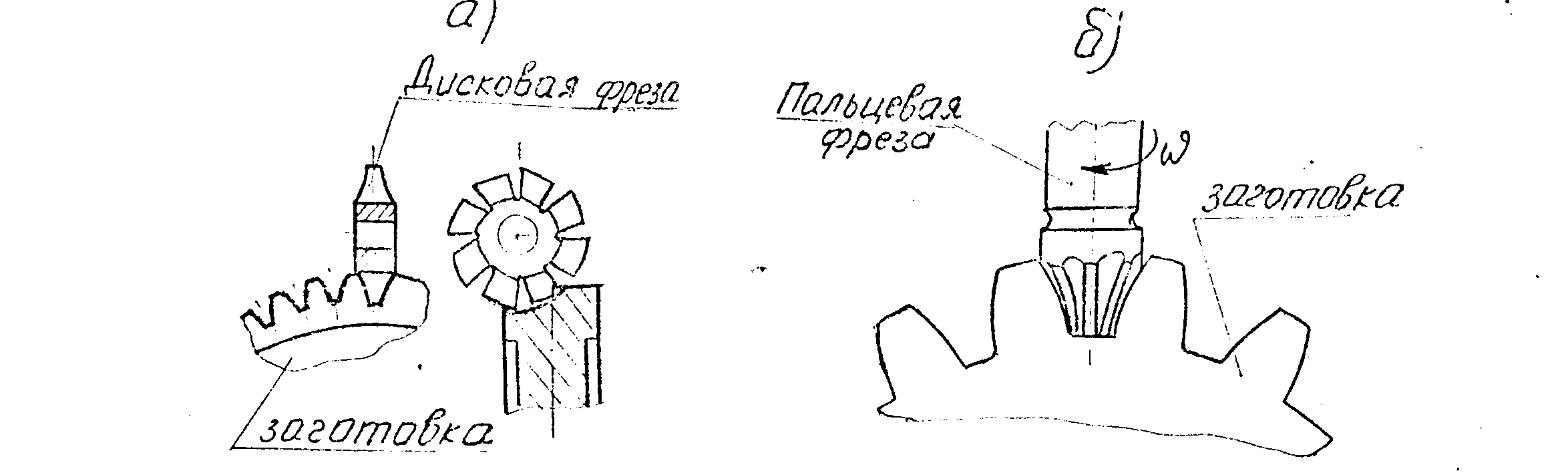 ис.
7.11. Изготовление зубчатых колёс методом
копирования.
ис.
7.11. Изготовление зубчатых колёс методом
копирования.
Р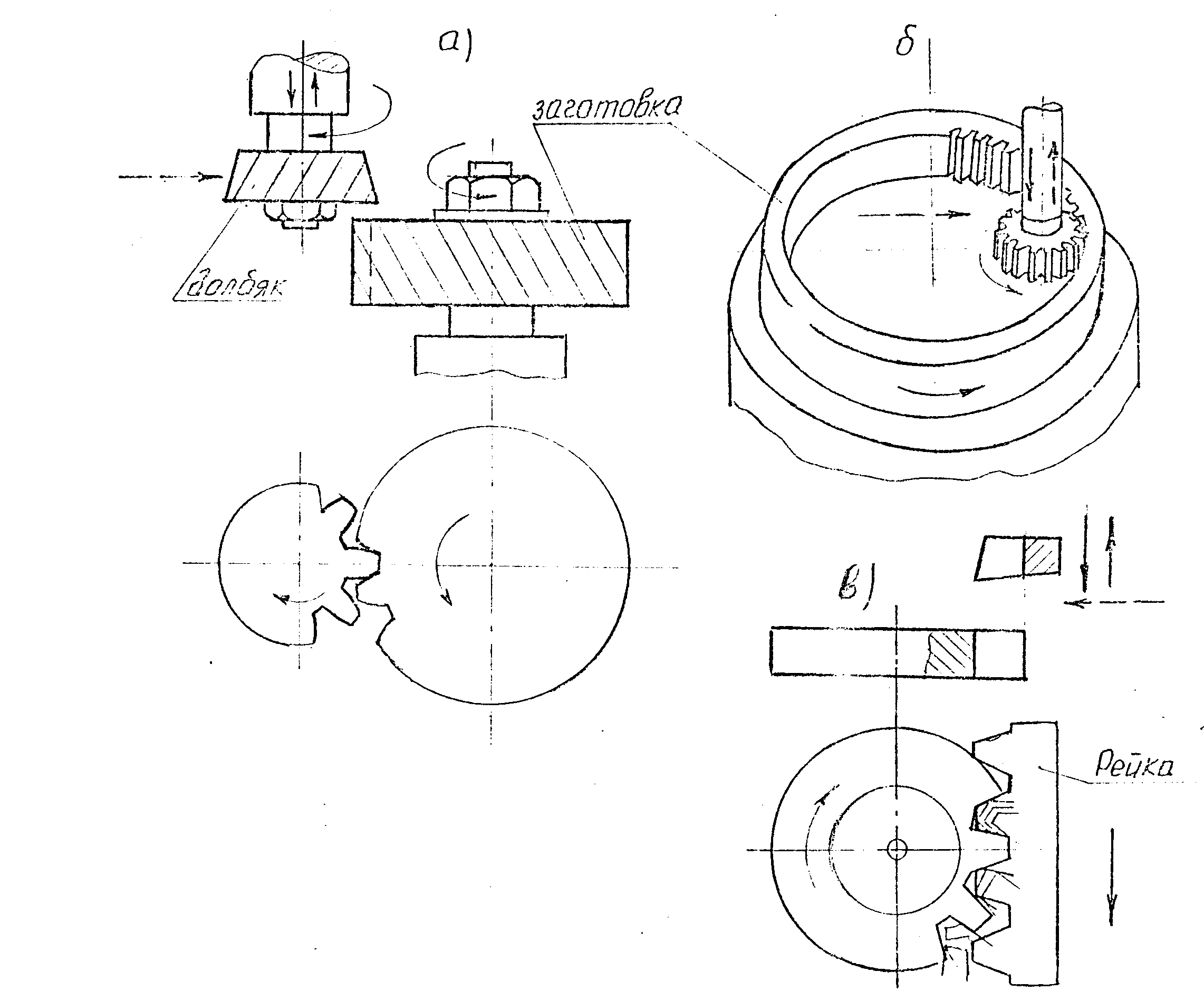 ис.7.12.
Изготовление зубчатых колёс методом
огибания.
ис.7.12.
Изготовление зубчатых колёс методом
огибания.
Указанные недостатки обусловливают применение метода для мелкосерийного и индивидуального производства.
2. Метод огибания (рис.7.12.)
Является основным методом изготовления колес. Теоретическое обоснование метода было дано Т. Оливье в середине 19 века в виде двух принцепов ( вариантов)
Обе сопряженные поверхности зубьев нарезаются одной производящей поверхностью, не совпадающей ни с одной из сопряженных кривых.
Производящая поверхность может совпадать с одной из сопряженных кривых .
Соответственно этим принципам используются три способа изготавления ( и три типа инструмента):
а ) инструментальной рейкой на зубострогальных станках ;
б ) долбяком на зубодолбежных станках;
в ) червячной фрезой на зубофрезерных станках.
Сущность метода огибания заключается в том, что инструменту и заготовке сообщают на станке те же движения, которые они имеют, находясь в зацеплении друг с другом. Кроме того, инструменту сообщается движиния резания. Профили зубьев получаются как огибающие последовательных положений режущей кромки инструмента.
При нарезании долбяком его движение вниз – движение резания. Вращение заготовки и долбяка – движение огибания, при этом начальные окружности катятся друг по другу без скольжения.
При нарезании инструментальной рейкой заготовка вращается со скоростью , рейка движется поступательно. Начальная прямая рейки катится без скольжения по начальной окружности колеса.
Нарезание долбяком – универсальный метод (для наружного и внутреннего зацепления). Из-за простоты инструмента для наружного зацепления наиболее распространение получило нарезание рейкой.
Приемущества метода
Выше производительность.
Меньше номенклатура инструмента, так как инструменту с данным модулем можно нарезать колесо с разным числом зубьев.
Колесо имет высокую точность, т. е. Износ инструмента сказывается в меньшей степени.
Недостаток – требуется специальное оборудование