

Жильцов АП - Презентационные лекции Прокатное оборудование / Лекция 7
.pdfПрокатное оборудование
Лекция №7
темы лекции
 Характеристика составных элементов прокатной клети
Характеристика составных элементов прокатной клети
 Станины. Типы, конструкции
Станины. Типы, конструкции
 Расчет станины на прочность и деформацию
Расчет станины на прочность и деформацию
 Типы прокатных валков
Типы прокатных валков
 Активный слой бочки валка
Активный слой бочки валка
 Конструкции и материал валков обжимных, заготовочных и сортовых станов
Конструкции и материал валков обжимных, заготовочных и сортовых станов
Прокатное оборудование
Составные элементы прокатной клети
 Станины — создают конструктивную основу клети для монтажа
Станины — создают конструктивную основу клети для монтажа
— подушек с валками
— нажимных механизов
—устройств для охлаждения, смазки, контроля и др. элементов и устройств
Материалы для изготовления станин:
|
Стальное литье 30Л |
[σ]см = 50 ÷ 60 МПа |
|
||
|
||
|
Высокопрочный чугун с шаровидным графитом |
[σ]см = 40 ÷ 50 МПа |
|
||
|
||
Коэффициент запаса n≥10 |
|
|
Прокатное оборудование
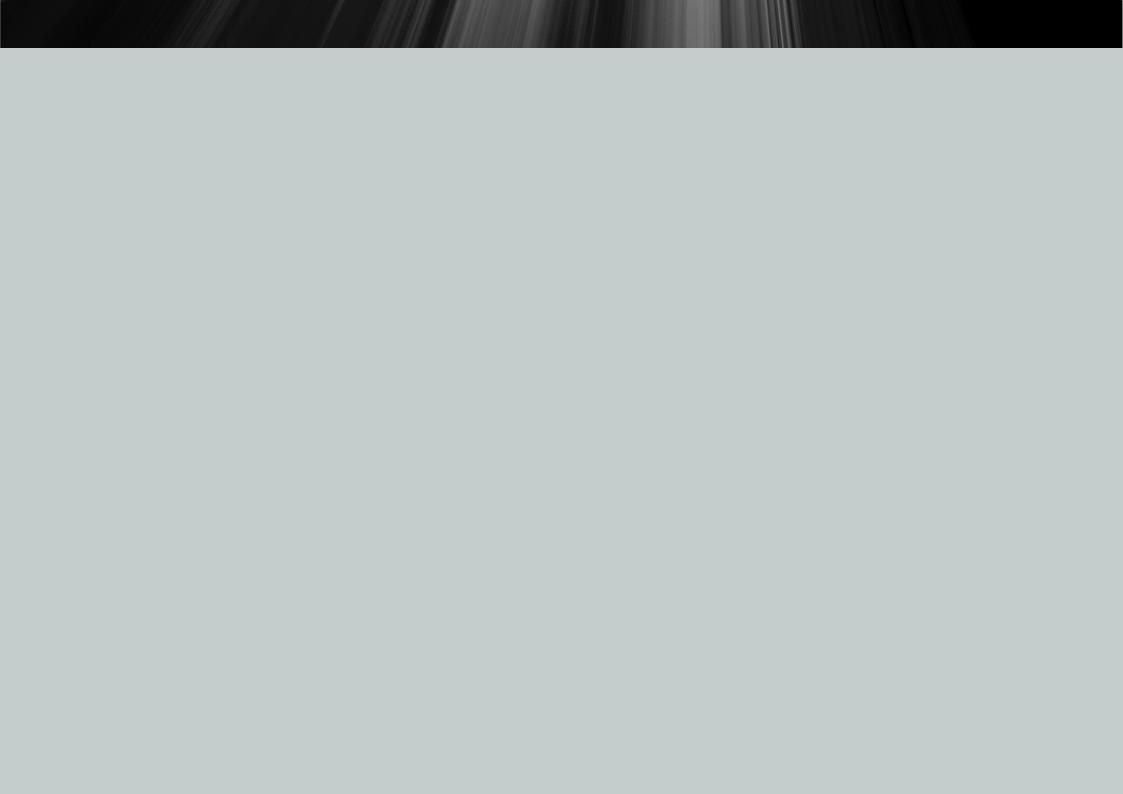
Конструкции станин прокатных клетей
Станина закрытого типа |
Станина открытого типа |
1. |
Поперечина верхняя |
1. |
Стойки |
2. |
Стойки |
2. |
Верхняя крышка |
3. |
Поперечина нижняя |
3. |
Крепеж крышки |
4. |
Траверса |
4. |
Нижняя поперечина |
Прокатное оборудование
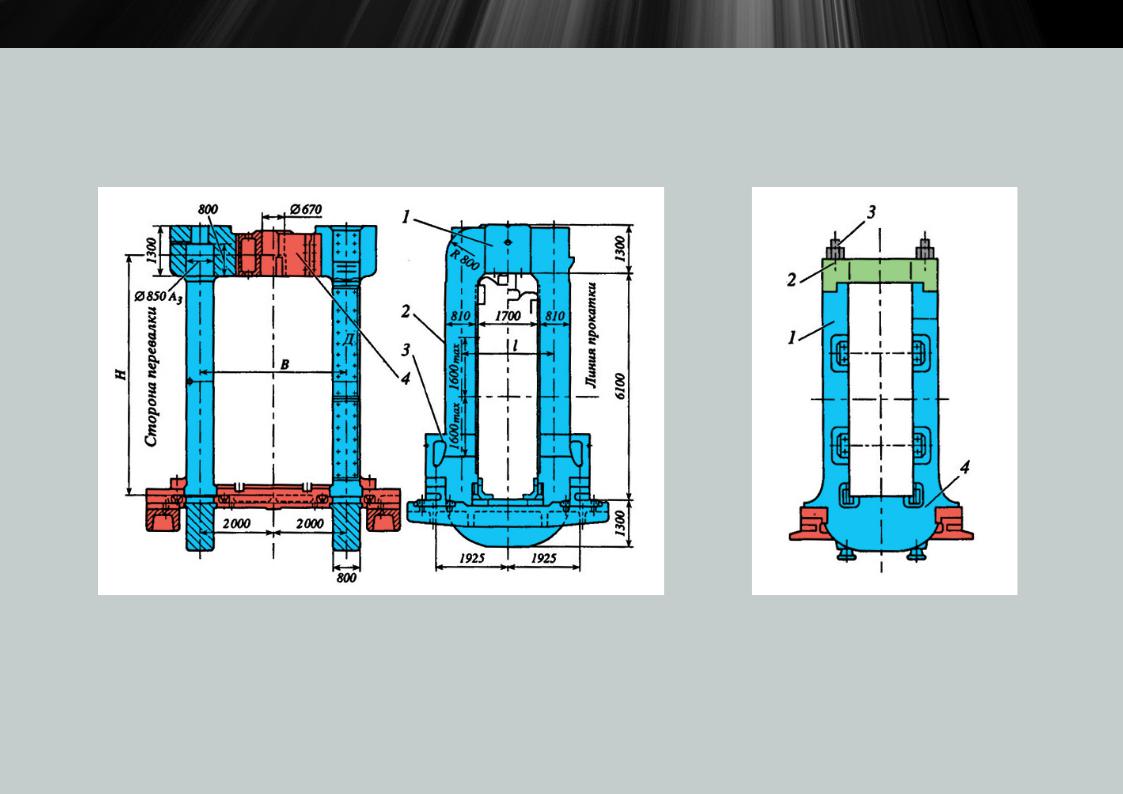
Расчет станины закрытого типа на прочность
Расчет по методу А. Н. Верещагина
M = |
Y •l |
• |
|
|
1 |
|
|
|
4 |
|
|
I1 |
• H) |
||||
1 |
(1 + |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I2 |
|
l |
|
M = |
Y •l |
• |
|
1 |
|
|
|
|
4 |
|
I3 |
H |
|
||||
2 |
|
|
|
|
||||
|
(1 + |
|
• |
|
) |
|||
|
|
|
|
|||||
|
|
I2 |
l |
|||||
|
|
|
|
|
|
|
||
Изгибающие
моменты
I = b •h3 12
Момент инерции сечения стойки
Условие прочности
σп= Y • l4 −M1(M2) <[σ] = σв W1(W2) 10
σc = Y Fc
Напряжение сжатия стойки
Прокатное оборудование
Расчет станины закрытого типа на деформацию
Деформация нижней поперечины от Мизг
f' |
= |
l2 |
(Yl −M ) |
|
|
||||
1 |
|
8EI1 |
6 |
1 |
|
|
|
||
Деформация нижней поперечины от Y
f1'' = 0GF,3Yl
Стальное литье (30Л) G=0,75•105 МПа
Чугунное литье
G=0,45•105 МПа
f1 = f1' + f1''
Деформация верхней поперечины
f |
= |
l2 |
(Yl |
−M ) + 0,3 |
Yl |
|
|
||||
2 |
|
8EI3 |
6 |
2 |
GF2 |
|
|
|
Деформация стойки (удлинение)
f3 = YH 2EF2
Суммарная деформация станины
f = f1 + f2 + f3 ≤[f]
Станина клети стана холодной прокатки
[f]≤0,3-0,5 мм
Станина клети стана горячей прокатки
[f]≤0,6-1,0 мм
Прокатное оборудование
Валки — обеспечивают пластическую деформацию металла при прокатке
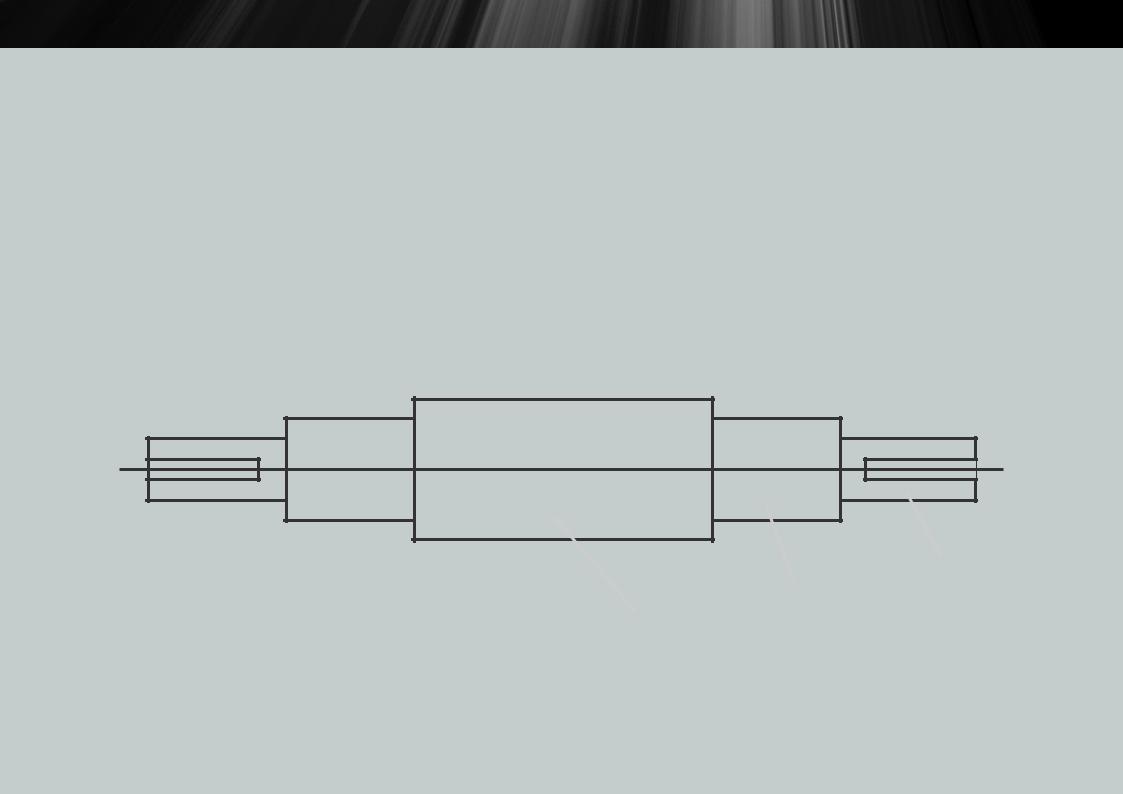
 Валки обжимных, заготовочных и сортовых станов
Валки обжимных, заготовочных и сортовых станов
 Валки листовых станов горячей прокатки
Валки листовых станов горячей прокатки  Валки листовых станов холодной прокатки
Валки листовых станов холодной прокатки
Треф
Шейка
Бочка
Прокатное оборудование
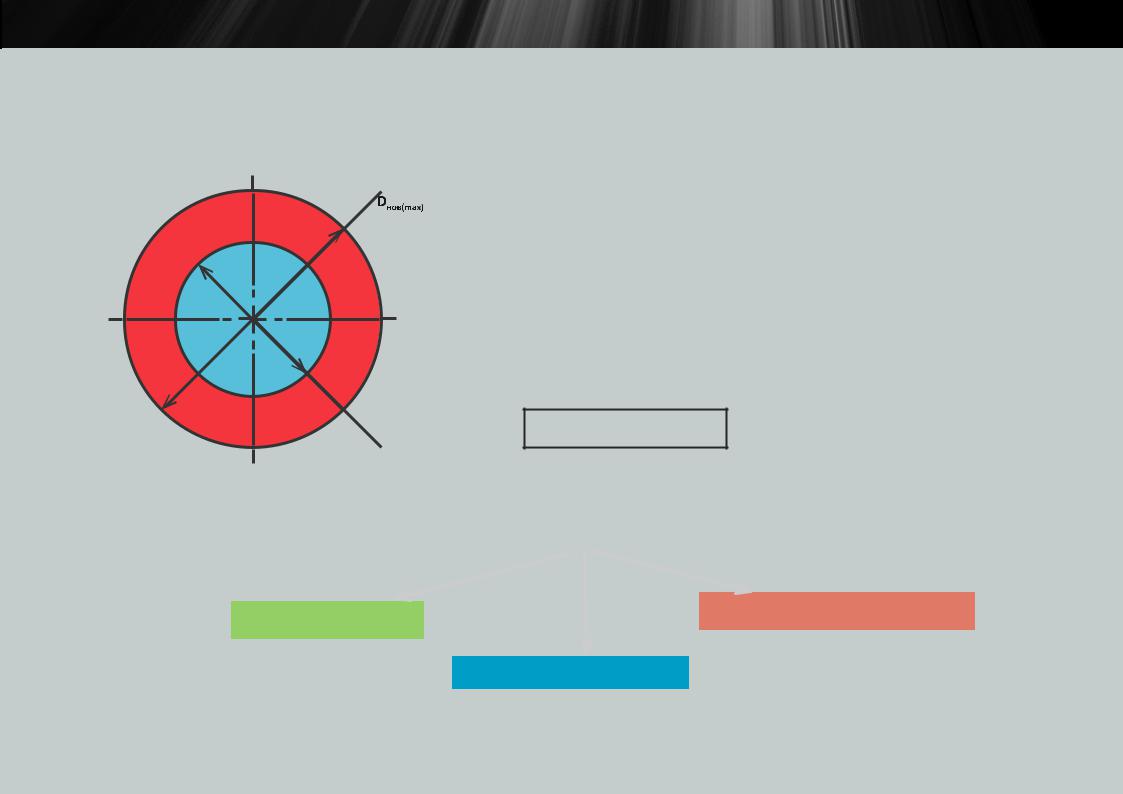
Активный слой бочки валка
Dmin |
Влияние факторов на величину SA.C.:
1.Конструктивный фактор
2.Фактор прочности и износостойкости
SA.C. = Dнов(max)-Dmin
3 вида термообработки
Нормализация |
Поверхностная закалка |
|
Объемная закалка
Прокатное оборудование
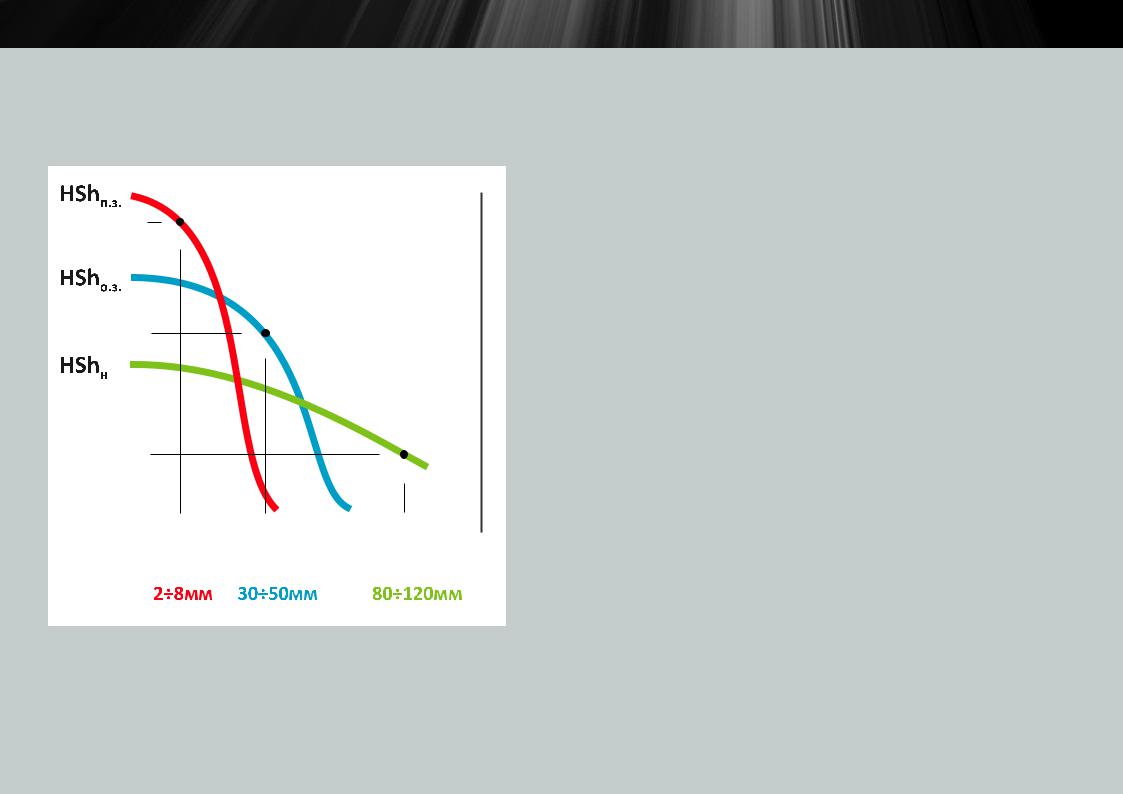
Изменение твердости бочки по глубине активного слоя
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Изменение твердости по глубине А.С. |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
80-100 |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
при нормализации |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
крупные опорные валки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
50-70 |
|
|
|
|
|
|
|
валки обжимных, заготовочных станов |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Изменение твердости по глубине А.С. |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
при объемной закалке |
||
|
|
|
|
|
|
|
|
|
|
35-45 |
|
|
|
|
|
|
|
опорные валки, рабочие валки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
непрерывных станов холодной и горячей |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
прокатки |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
SAC.III |
SAC.II |
SAC.I |
|
|
|
|
Изменение твердости по глубине А.С. |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
при поверхностной закалке
 рабочие валки многовалковых станов
рабочие валки многовалковых станов
Прокатное оборудование
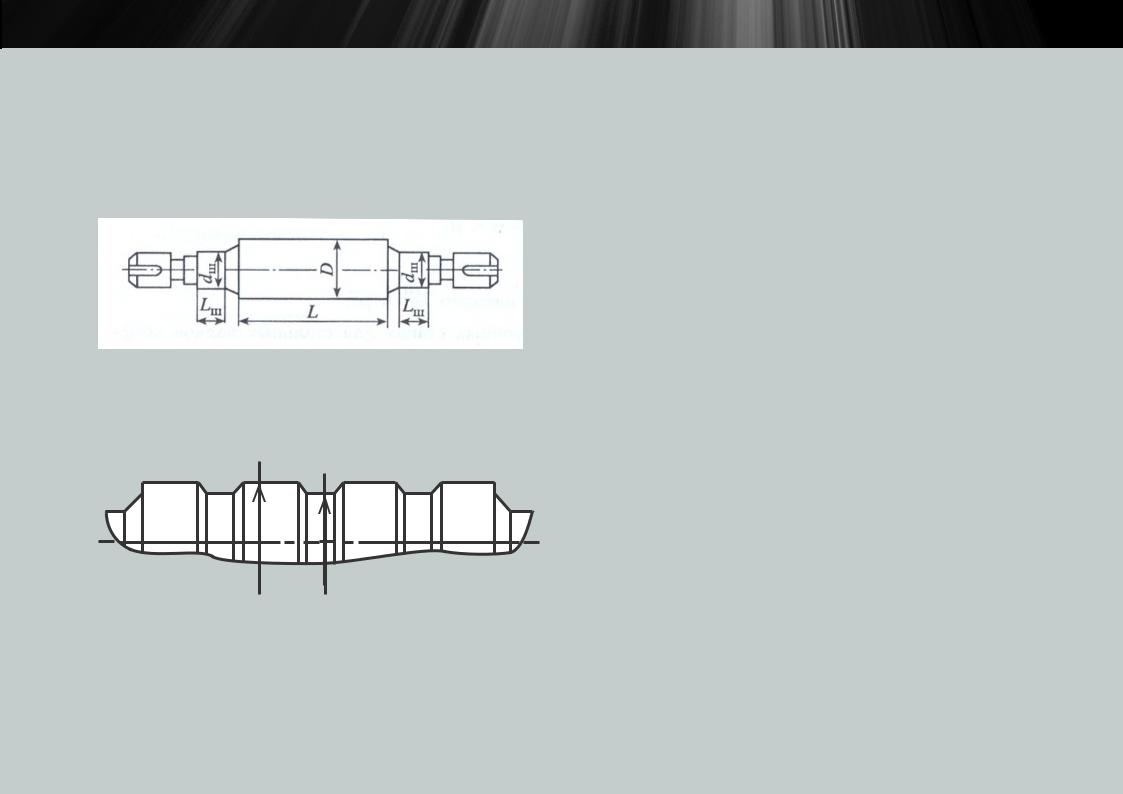
Конструкции и материалы валков обжимных, заготовочных и сортовых станов
Валок с опорами на подшипники качения
Dб Dk
Фрагмент калиброванной бочки валка
Материалы:
Сталь: 50, 55, 50Х, 50ХН, 60ХН, 9Х, 9ХНФ Чугун: СП-55, СШ-60, СПХН-62, СШХН-68 С – сортовой П – пластинчатый графит
Ш – шаровидный графит Цифры – твердость по HSh
Диаметр валка D определяется из условия отсутствия проскальзывания при захвате заготовки