

Жильцов АП - Презентационные лекции Прокатное оборудование / Лекция 11
.pdfПрокатное оборудование
Лекция №11
темы лекции
 Классификация и назначение нажимных механизмов
Классификация и назначение нажимных механизмов
 Конструкции быстроходных и тихоходных нажимных механизмов
Конструкции быстроходных и тихоходных нажимных механизмов
 Определение момента и мощности привода электромеханического нажимного механизма
Определение момента и мощности привода электромеханического нажимного механизма
 Нажимные винты и гайки — материалы, определение основных размеров
Нажимные винты и гайки — материалы, определение основных размеров
 Механизмы уравновешивания верхних валков
Механизмы уравновешивания верхних валков
Прокатное оборудование
Классификация и назначение нажимных механизмов для вертикальной установки верхних валков
Тип
Быстроходные с эл. механическим приводом
Быстроходные с эл. мех. приводом
Тихоходные с эл. мех. приводом
Тихоходные с эл. мех. приводом
Тихоходные с гидро-эл. мех. приводом (комбинированные)
Тихоходные с гидравлическим приводом
Скорость перемещения нажимного винта, мм/с
100÷250
5÷25
2÷5
0,05÷1,0
Грубая настройка
(эл. мех.) 0,05÷1,0
Точная настройка
(гидравл.) 0,05÷0,5
0,05÷1,0
Применимость
Обжимные станы
Заготовочные станы Толстолистовые станы
Черновые клети НШПС ГП Сортовые станы 2-х и 3-х валковые (мелко- и среднесортовые)
Чистовые клети НШПС ГП
Чистовые клети НШПС ГП 4-х валковые клети листовых станов холодной прокатки
4-х валковые клети листовых станов холодной прокатки
Прокатное оборудование
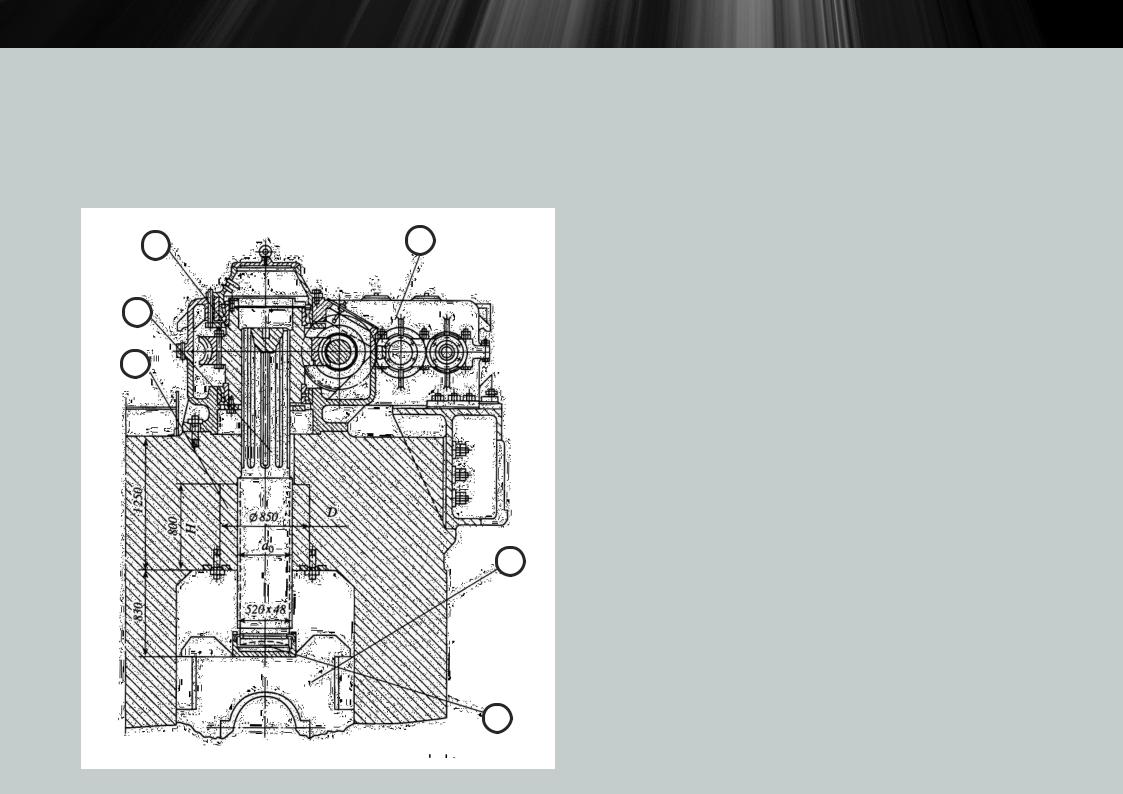
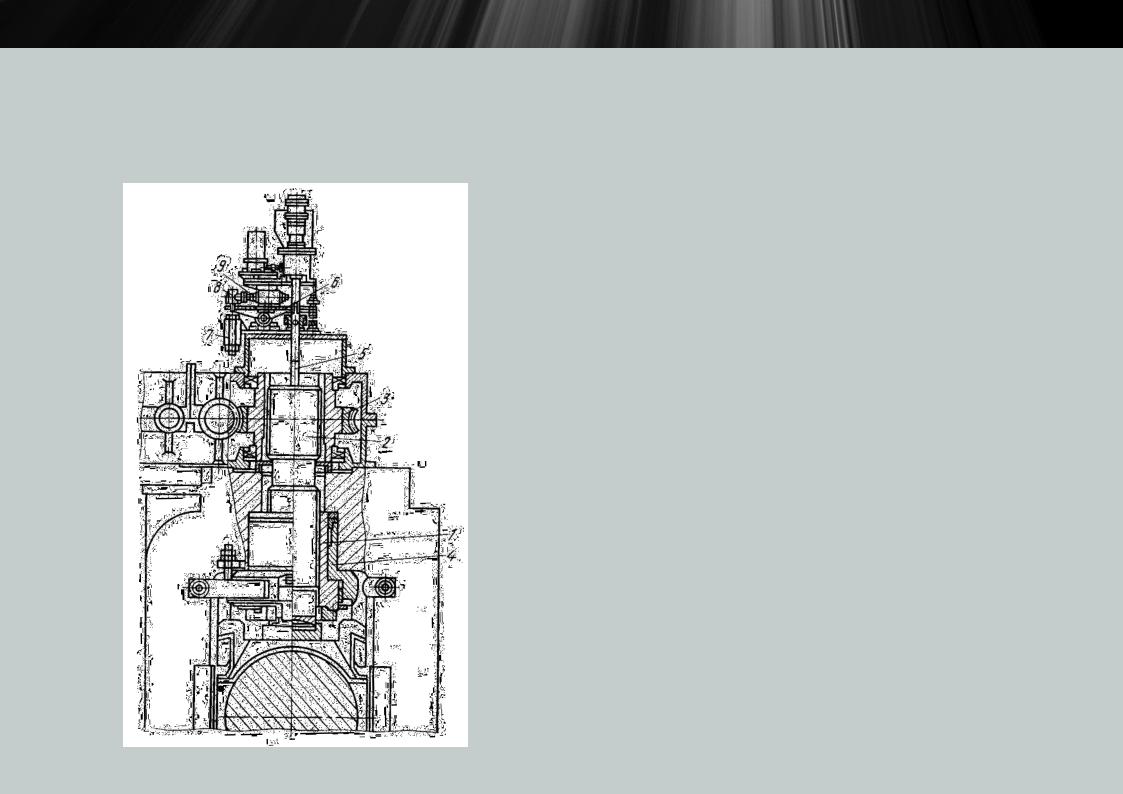
Конструкция быстроходного электромеханического нажимного механизма толстолистового стана 2800
3 |
4 |
|
|
2 |
|
1. |
Нажимная гайка |
|
|
||
1 |
|
2. |
Нажимной винт |
|
|
||
|
|
3. |
Червячный редуктор |
|
|
4. |
Цилиндрический редуктор |
|
|
5. |
Подушка верхнего валка |
|
5 |
6. |
Шаровая пята |
|
|
6
Прокатное оборудование
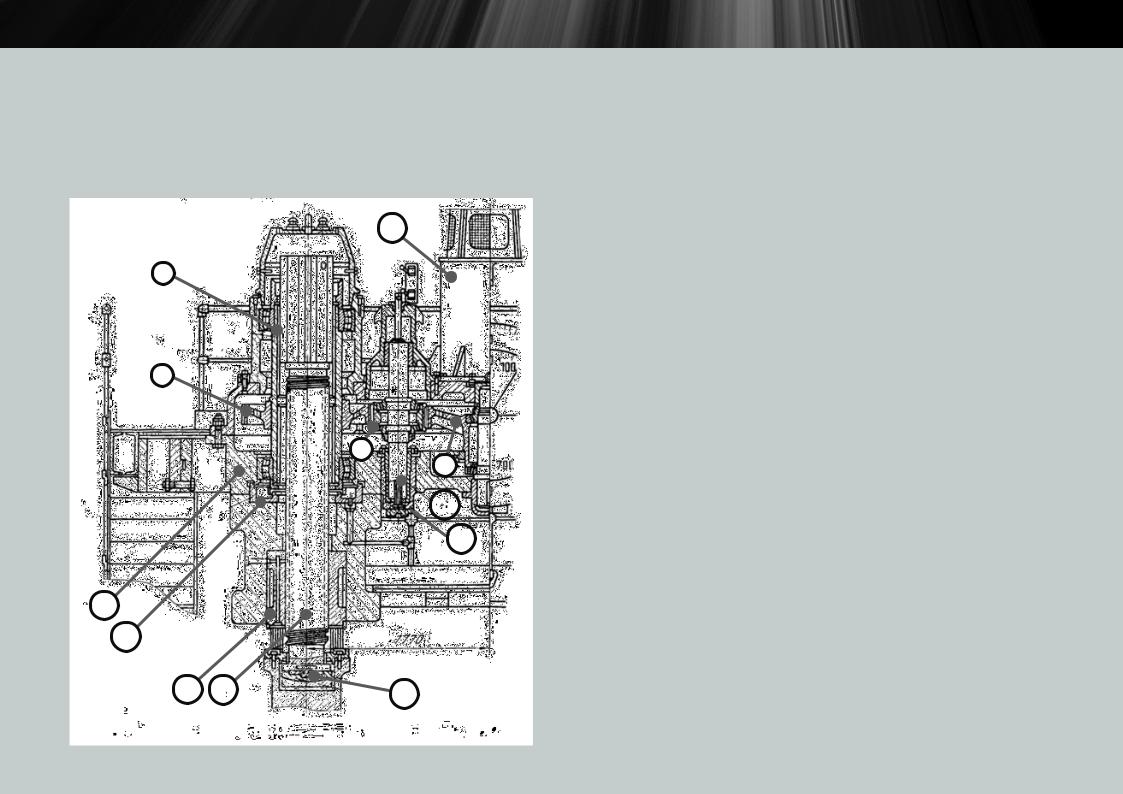
Конструкция быстроходного электро-механического нажимного механизма блюминга 1150
3
8
7
6
5
 11 12
11 12
1
2
9 |
10 |
13 |
1.Корпус
2.Установочные кольца
3.Фланцевый электродвигатель
4.Шестерня
5.Зубчатое колесо
6.Соединительная шестерня на оси-плунжере 11 гидроцилиндра 12
7.Зубчатый венец на высокой ступице 8
9.Нажимная гайка
10.Нажимной винт
13.Сферическая пята
Прокатное оборудование
Конструкция тихоходного гидравлического нажимного механизма тонколистового стана
1.Гидравлический цилиндр
2.Поршень /рабочая жидкость создает потоянное давление - валки поджаты/
3.8 гидроцилиндров между подушками опорных валков /по 4 со стороны привода и обслуживания/
4.Гидрораспределитель высокого давления, к выходу которого подсоединены гидроцилиндры 3
5.Шаговый двигатель для гидрораспределителя 4 - получает импульс на включение от измерителей толщины. При этом перемещается золотник гидрораспределителя, регулируя давление масла под поршнем 2
6.Рычаг с опорой на золотник гидрораспределителя 4 и толкатель 7
Прокатное оборудование
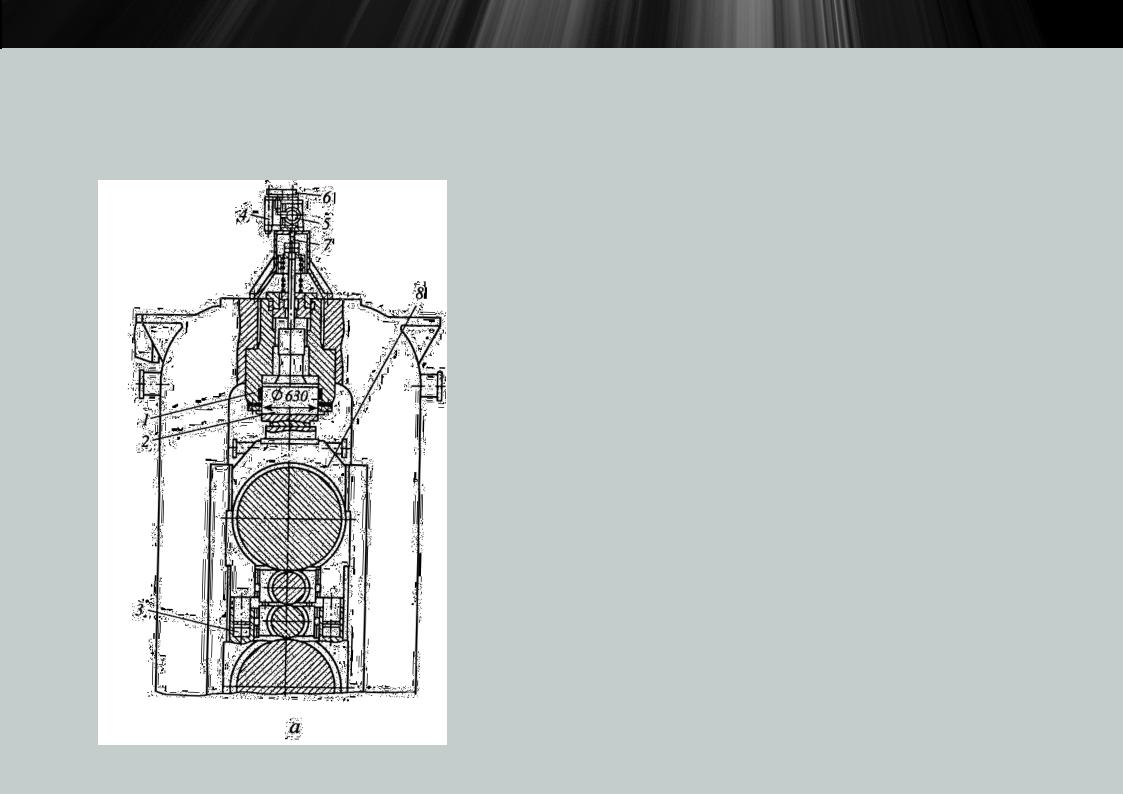
Конструкция тихоходного гидромеханического нажимного механизма тонколистового стана
1.Подвижная гайка-плунжер
2.Нажимной винт (грубая настройка)
3.Червячная передача
4.Гидроцилиндр (точная настройка вместе с 1)
5.Кинематический шток-винт
6.Двуплечий рычаг соединен с гидрораспределителем 7, задатчиком 8 и шаговым электродвигателем 9
|
|
Прокатное оборудование |
|
|
|
|||
Определение момента и мощности привода |
||||||||
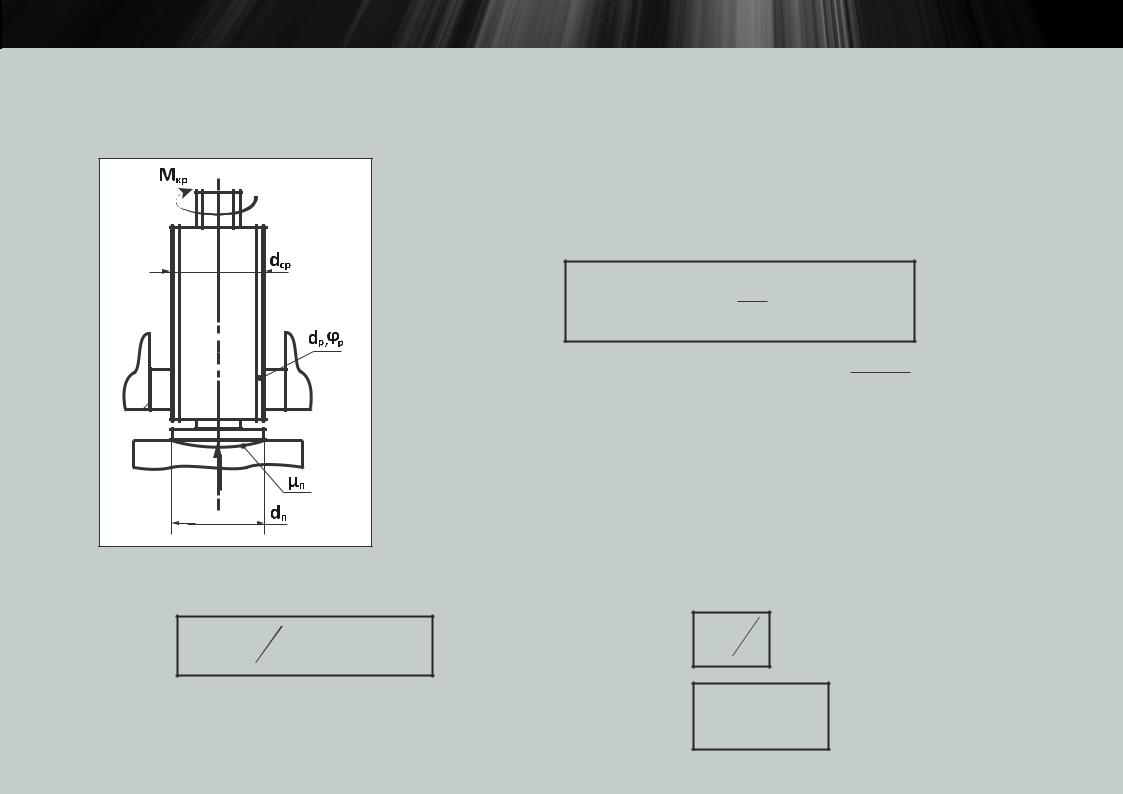
эл. механического нажимного механизма |
||||||||
|
|
При определении Мкр необходимо учесть потери |
||||||
|
|
на трение в резьбе (винт-гайка) и в сферическом |
||||||
|
|
контакте (пята-подушка) |
|
|
|
|
||
|
|
d • |
µ |
п + |
dcp |
|
||
|
|
Mкр = Y |
п |
|
|
2 |
• tg(αp + ϕp ) |
|
|
|
|
3 |
|
|
|
|
|
|
|
αр — угол подъема резьбы; |
|
|
|
tgαp = Z • t |
||
|
|
αр до 2 30΄ /быстроходные н. м./ |
π•dcp |
|||||
|
|
z — число заходов |
||||||
|
|
αр до 1 /тихоходные н. м./ |
|
|
|
t — шаг резьбы |
||
Y |
|
ϕр — угол трения в резьбе: μр≈0,1; ϕр≈5 40΄ |
||||||
|
μп — коэффициент трения в пяте: μп≈0,2÷0,3 |
|||||||
|
|
|||||||
При работе только |
|
При работе во время |
||||||
во время пауз |
|
прокатки |
||||||
Y = Q − G |
2 |
= (0,2 ÷ 0,4)G |
|
Y =P2 |
Р — усилие |
|||
|
2 |
|
|
|
|
|
прокатки |
|
Q — усилие на подушку от механизма |
|
Nдв= |
Mкр•ω |
|||||
уравновешивания |
|
|
η•i |
|||||
G — вес уравновешиваемых деталей |
|
|
|
|
|
|||
|
|
|
|
|
|
|||
Прокатное оборудование
Нажимные винты и гайки электромеханических нажимных механизмов
Нажимные винты
Материал: Кованая сталь Сталь50, 40Х, 40ХН
σв = 600-750 МПа [σв] = 120-150 МПа /на сжатие/
Тип резьбы
•Упорная однозаходная (для быстроходных Н.М.)
•Трапециедальная однозаходная (для тихоходных Н.М.)
dH.B. ≈ 1,13 Ymax / [σ]B
Нажимные гайки
Материал:
•Сталь 40Х, 40ХН (реже)
•Бронза БрАЖ9-4; БрАЖМц-10-3-1,5
•Составные:
корпус - высокопрочный чугун или стальной бандаж (40х) с внутренней бронзовой заливкой.
DГ ≈ (1,5 −1,8)dH.B.
HГ ≈ (0,95 −1,1)D
αр до 2 30΄ /быстроходные н. м./ αр до 1 /тихоходные н. м./
Прокатное оборудование
Механизмы уравновешивания верхних валков
Назначение: обеспечение постоянного поджатия подушек с валками (верхних) к подпятнику нажимного механизма; устранение зазоров при работе нажимного механизма во время пауз и во время прокатки
3 типа уравновешивания
 Грузовое — простота, надежность, большая высота перемещения Но — большая инерция --> динамические нагрузки
Грузовое — простота, надежность, большая высота перемещения Но — большая инерция --> динамические нагрузки
— большие рычаги с контргрузами --> углубление и усложнение фундамента /клети обжимных станов/
 Гидравлическое — при большом и малом ходе верхнего валка
Гидравлическое — при большом и малом ходе верхнего валка
—безинерционность хода, высокие нагрузки /большинство 4-х валковых клетей/
 Пружинное — относительно небольшие перемещения и нагрузки по усилию и весу уравновешиваемых деталей /сортовые, проволочные, узкополосовые станы/
Пружинное — относительно небольшие перемещения и нагрузки по усилию и весу уравновешиваемых деталей /сортовые, проволочные, узкополосовые станы/

Прокатное оборудование
Уравновешивание валков гидравлическое
1.Подвижная траверса
2.Поршень гидроцилиндра
3.Тяги
4.Гидроцилиндр
5.Балки
6.Коуши подушки
7.Верхняя траверса
Необходимое давление масла при уравновешивании Ру
Py • π4d2 = (1,2 −1,4)G
G — вес уравновешиваемого валка подушками Обычно Ру ≈ 5÷10 МПа