

Жильцов АП - Презентационные лекции Прокатное оборудование / Лекция 16
.pdfПрокатное оборудование
Лекция №16
темы лекции
 Конструкции многодисковых ножниц для продольной резки полос
Конструкции многодисковых ножниц для продольной резки полос
 Летучие и дисковые ножницы в технологических линиях агрегатов резки полос
Летучие и дисковые ножницы в технологических линиях агрегатов резки полос
 Назначение, основные параметры листоправильных машин, классификация правильных машин
Назначение, основные параметры листоправильных машин, классификация правильных машин
 Основы теории правки, определение мощности эл. двигателя привода роликов
Основы теории правки, определение мощности эл. двигателя привода роликов
 Конструкции правильных машин
Конструкции правильных машин
Прокатное оборудование
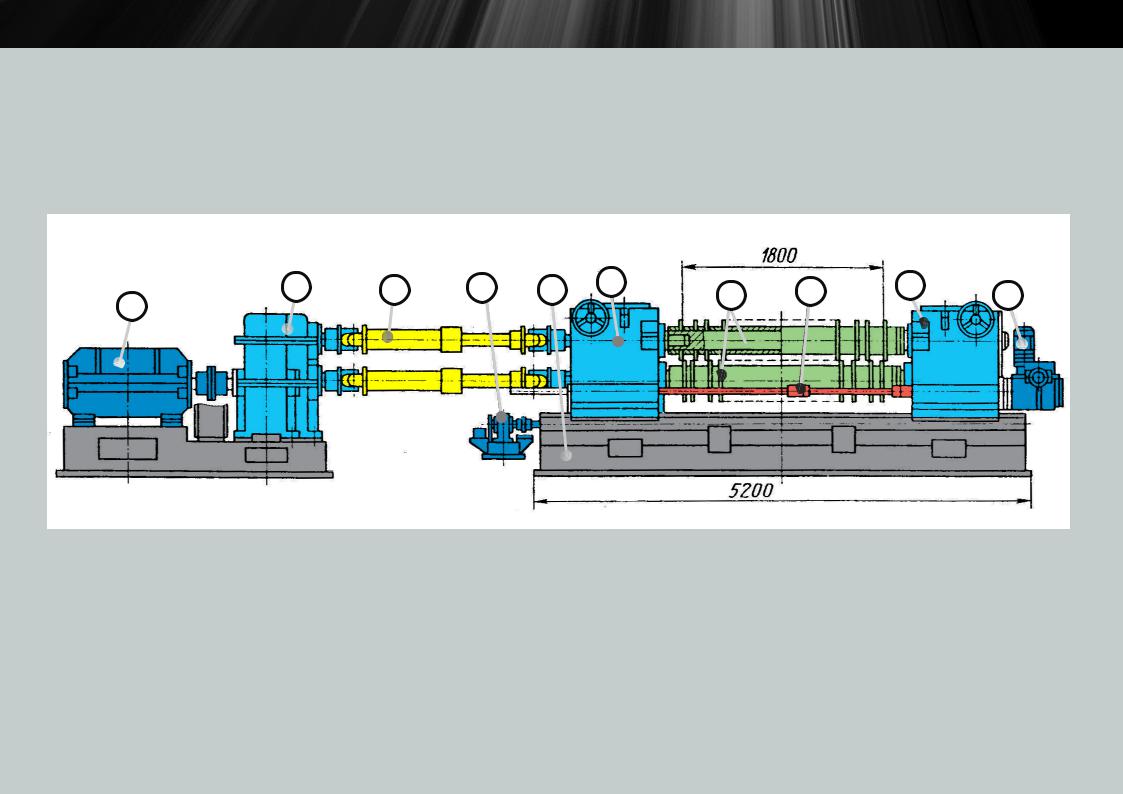
Общий вид привода многодисковых ножниц для продольной резки г/к полосы h=1,2÷8,0 мм
2 |
3 |
4 |
5 |
6 |
10 |
9 |
8 |
7 |
1 |
|
|
|
|
|
|
|
|
1. Эл. двигатель привода; 2. Редуктор; 3. Карданные шпиндели; 4. Винтовое устройство с приводом для установки регулирующих механизмов под ширину разрезаемых полос; 5. Плита для установки режущих механизмов: приводного 6/неприводного 8; 7. Привод механизма перекрытия ножей; 9. Общий вал механизма перекрытия; 10. Валы с дисковыми ножами.

Прокатное оборудование
Кинематическая схема многодисковых ножниц для продольной резки г/к полос h=1,2÷8,0 мм
8 |
|
6 |
3 |
2 |
|
10 |
|
||
|
|
|
||
|
|
|
|
7
1
9 |
5 |
4 |
|
|
1. Эл. двигатель привода режущего механизма 6; 2. Редуктор привода; 3. Карданные шпиндели привода; 4. Винтовое устройство с приводом для установки регулирующих механизмов под ширину разрезаемых полос; 5. Плита для установки режущих механизмов: приводного 6/неприводного 8; 7. Привод механизма перекрытия ножей. 9. Общий вал механизма перекрытия. 10. Валы с дисковыми ножами.
Прокатное оборудование
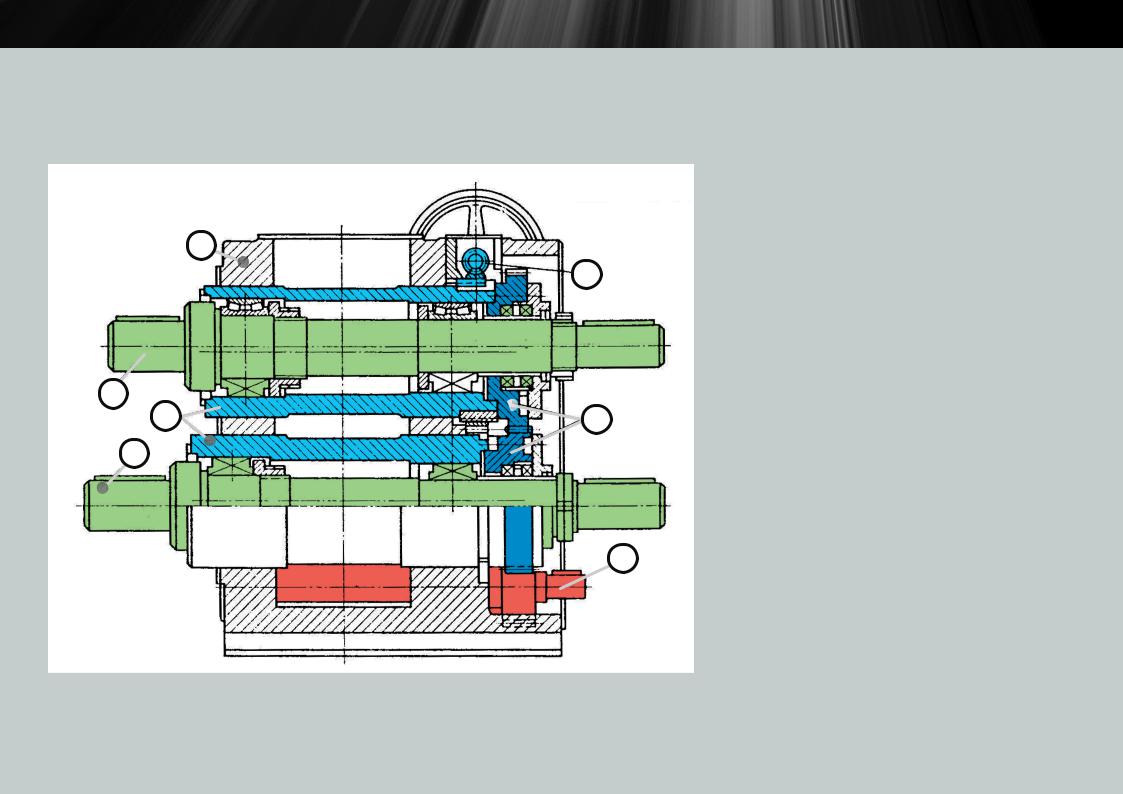
Общий вид регулирующего механизма (приводного)
1
 5
5
2
4 |
6 |
3
1. Корпус механизма; 2,3. Приводные ножевые валы; 4. Эксцентриковые втулки для установки в них 2 и 3; 5. Червячновинтовой механизм перемещения 4 вместе с 2 и 3 для регулирования перекрытия ножей; 6. Зубчатые колеса эксц. втулок 4 — кинематически связаны с общим валом 7 механизма перекрытия ножей.
7
Прокатное оборудование
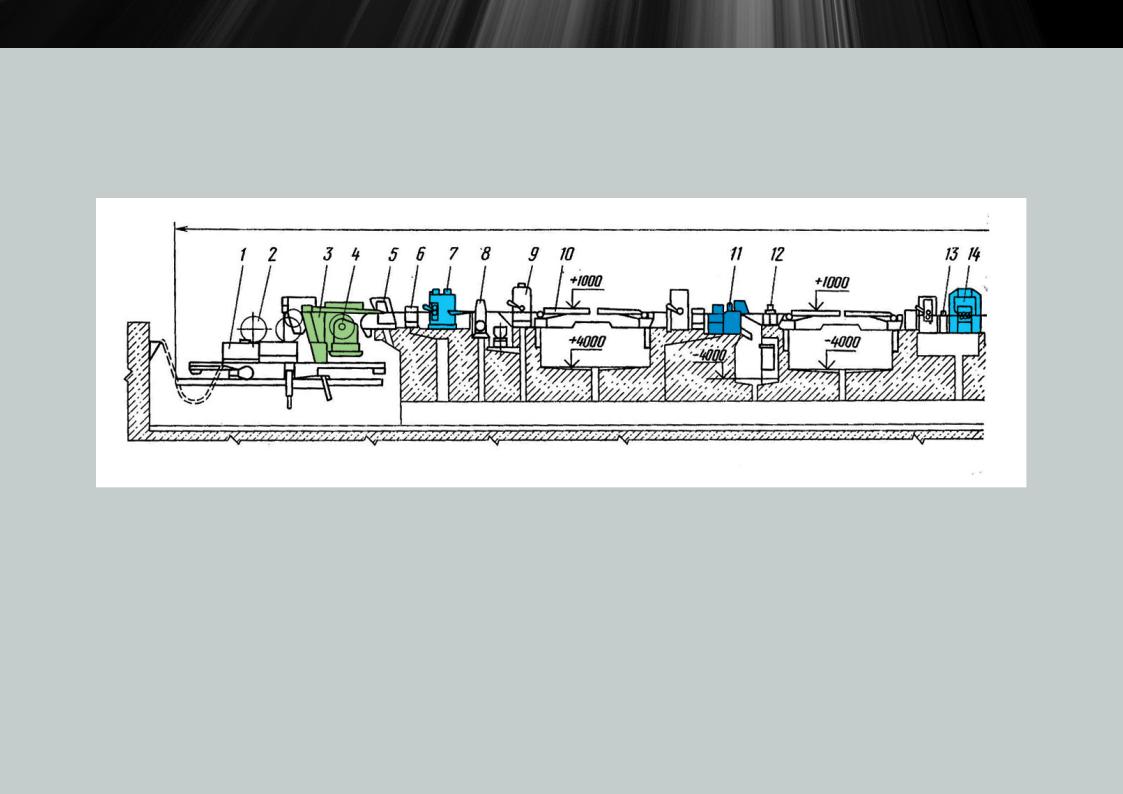
Летучие ножницы в линии агрегата поперечной резки полос h=3÷12 мм (схема I)
1. Приемный конвейер. 2. Кантователь рулонов. 3,4. разматыватель. 5. Разделительнозадающий механизм. 6. Центрующие ролики. 7. Листоправильная машина. 8. Ножницы (голова полосы). 9. тянущие ролики. 10. Петлевой стол. 11. Дисковые ножницы.
12. Маркировщик. 13. Рентгеновский измеритель толщины. 14. Листоправильная машина.
Прокатное оборудование
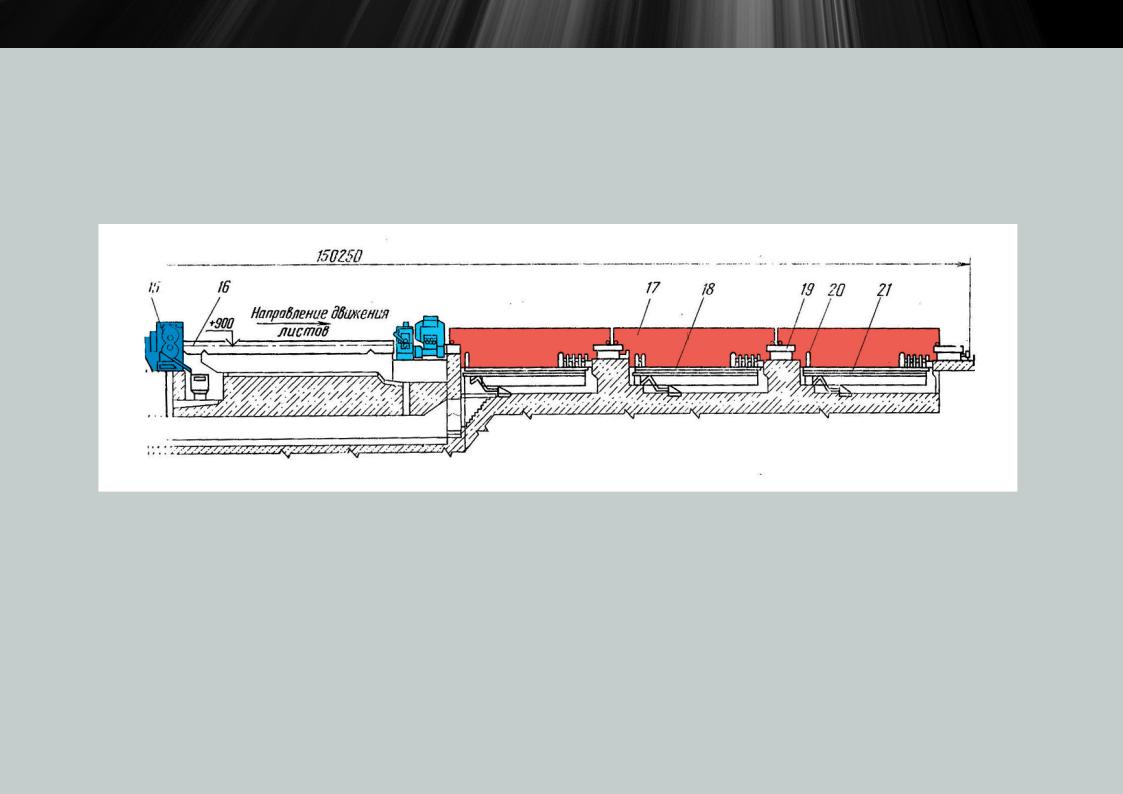
Летучие ножницы в линии агрегата поперечной резки полос h=3÷12 мм
(схема II - продолжение схемы I)
15. Летучие ножницы. 16. Рольганг. 17. Листоукладчик. 18. Подъемный стол. 19. Выдвижной упор. 20. Конвейер для пачек. 21. Весы.
Прокатное оборудование
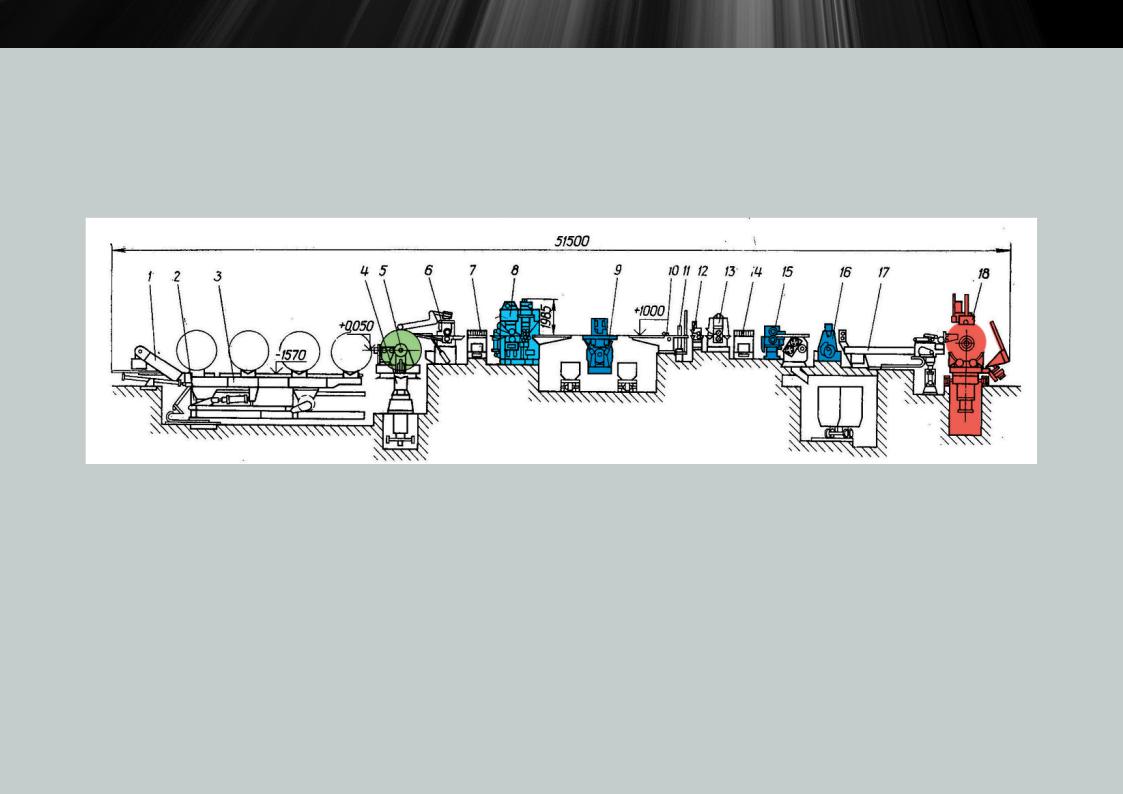
Дисковые ножницы в составе агрегата продольной резки полос h=1,2÷8,0 мм
1,2. Кантователь. 3. Ось конвейера. 4. Подъемно-поворотный стол. 5. Каретка разматывателя. 6. Механизм отгибателя головы полосы. 7. Центрирующие ролики. 8. Листоправильная машина. 9. Ножницы голова полосы. 10. Стол с прижимным роликом. 11,12. Измеритель толщины. 13. Тянущий ролик. 14. Центрирующие ролики. 15. – Дисковые ножницы. 16. Листовые ножницы. 17. Разделительно-задающее устройство. 18. Барабан моталки.
Прокатное оборудование
Листоправильные многороликовые машины
Назначение: правка, устранение рулонной кривизны, частично-волнистости, коробоватости горяче- и холоднокатаных полос
Расположение:
Типы:
Принцип правки:
в составе непрерывных агрегатов резки, отжига, оцинкования и др.
с параллельным расположением роликов и наклонным
упруго-пластический знакопеременный изгиб полосы, движущейся между роликами, расположенными в шахматном порядке.
Прокатное оборудование
Листоправильные многороликовые машины
Основные параметры:
D,d — диаметр роликов опорных и рабочих t — шаг роликов, t ≈1,1•d
n — число роликов
L — длина бочки роликов
h — толщина листов, подвергаемых правке V — скорость правки
при h=0,5÷4 мм V=6÷0,5 м/с при h=4÷30 мм
V=0,5÷0,1 м/с /холодная прокатка/ V=1,0÷0.3 м/с /горячая прокатка/
Материалы роликов:
Рабочие и опорные:
Сталь 9Х, ШХ15, 12ХН2А
Термообработка бочек:
Поверхностная закалка:
ТВЧ или токами промышл. частоты до твердости HRC 55÷65
Прокатное оборудование
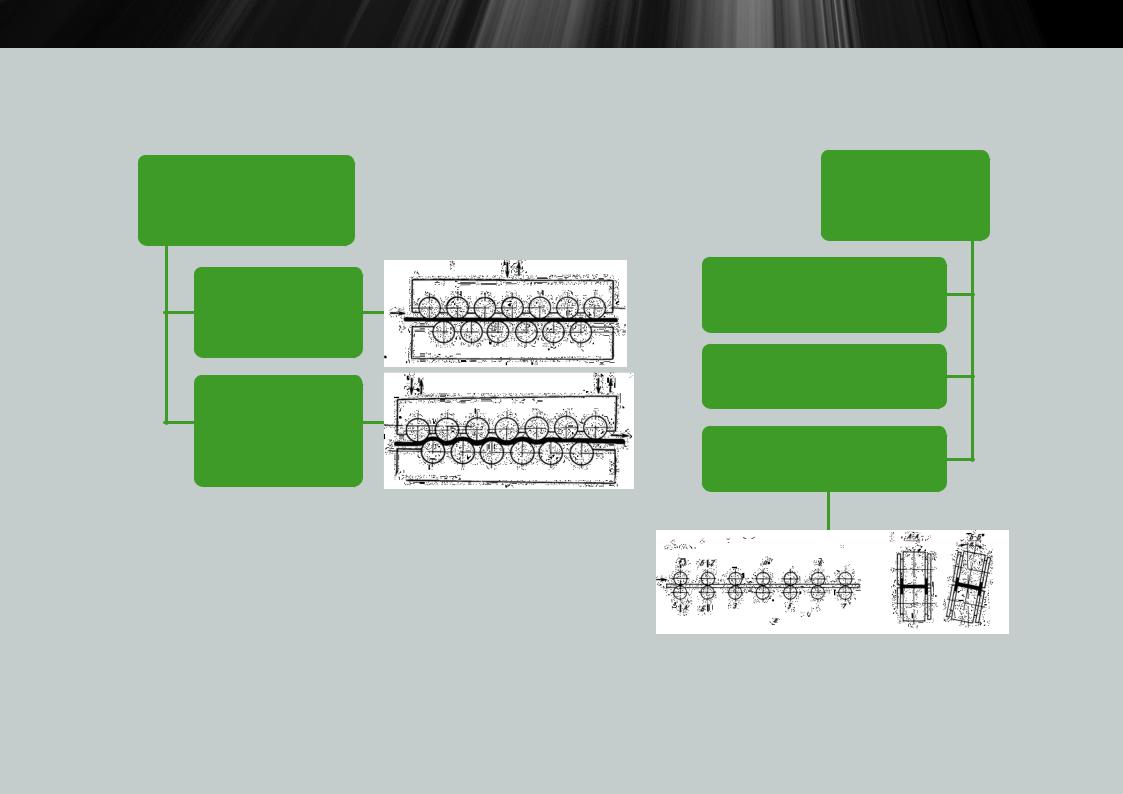
Классификация правильных машин
Правка полос
h>4 мм
5-11 роликов // расположение роликов
h<4 мм
11-29 роликов наклонное расположение роликов
Правка сорта
Консольное расположение роликов (открытое)
Закрытое расположение роликов
Правка косым изгибом