

Жильцов АП - Презентационные лекции Прокатное оборудование / Лекция 9
.pdfПрокатное оборудование
Лекция №9
темы лекции
 Прочность и деформация 2-х валковой системы
Прочность и деформация 2-х валковой системы
 Прочность 2-х валковой системы при прокатке в калибрах
Прочность 2-х валковой системы при прокатке в калибрах
 Прочность и деформация 4-х валковой системы
Прочность и деформация 4-х валковой системы
Прокатное оборудование
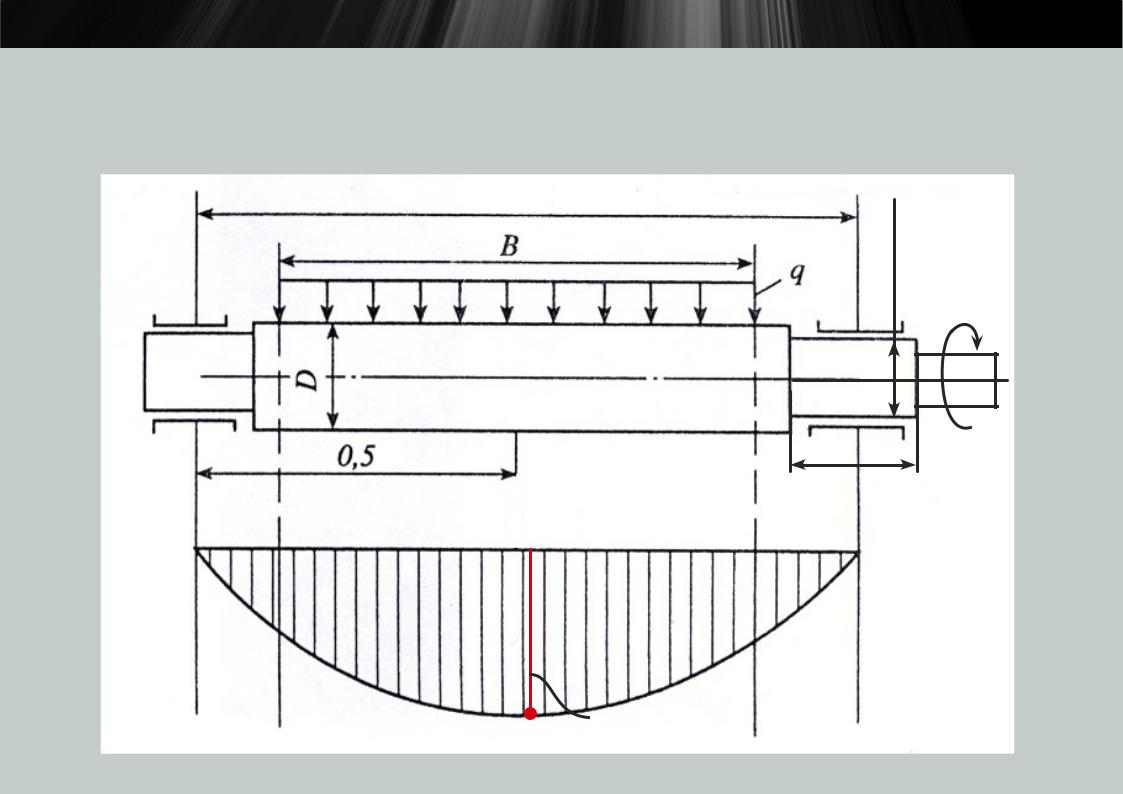
Схема нагрузок 2-х валковой системы /валки с гладкой бочкой/
σ
a
a
 Р
Р
dш
Mкр
lш |
Mизгmax
Прокатное оборудование
Прочность и деформация двухвалковой системы
 Статическая прочность валков с гладкой бочкой
Статическая прочность валков с гладкой бочкой
Виды деформаций:
«Изгиб» --> бочка
max |
= |
p |
|
B |
|
Mизг |
4 |
a− |
2 |
|
|
|
|
|
|
||
Напряжение изгиба в середине бочки
«Изгиб» --> шейка
Напряжение изгиба в галтельной области шейки
«Кручение» --> шейка
σ |
= Mизгmax |
= |
Mmaxизг |
|
и(б) |
W |
|
0,1D3 |
|
|
б |
|
|
|
Mmaxизг = p4•lш
σи(ш)= p •lш
0,4dш
τкр.(ш)= Mш3
0,2dш
Условия прочности
 σэкв = σ2 + 3τ2кр <[σ] ==> стальные валки
σэкв = σ2 + 3τ2кр <[σ] ==> стальные валки
σэкв = 0,375σизг + 0,625 σ2изг + 4τ2кр <[σ] ==> чугунные валки
Прокатное оборудование
Деформация валков двухвалковой системы
Суммарный прогиб валков относительно середины опор под действием:
Изгибающих моментов
Мизг -->Yв1 |
|
|
|
|
|
|
|
|
||||
|
|
|
|
Yв = Yв1 + Yв2 |
|
|||||||
Перерезывающих сил |
|
|
||||||||||
Qп --> Yв2 |
|
|
|
|
|
|
|
|
|
|
||
По формуле А. И. Целикова |
|
|
|
|
|
|||||||
Y |
= |
|
p |
[8a3 − 4 •a•B2 +B3 + 64c3 ( |
Jб |
−1)]; |
||||||
|
|
|
|
|||||||||
B1 |
|
384E• Jб |
|
|
|
|
|
Jш |
||||
|
|
|
|
|
|
|
||||||
Y |
= |
|
p |
|
[a− B |
+ 2c(D2б |
−1)]; |
|||||
π•G•Dб2 |
|
|||||||||||
B2 |
|
2 |
d2 |
|
|
|
|
|
||||
|
|
|
|
|
|
|
ш |
|
|
|
|
|
|
Jб = |
π•D4 |
|
; Jш= |
π•d4 |
|
|
|
|
|
||
|
|
|
64 |
|
|
|
64 |
|
|
|
|
|
|
|
|
|
|
|
Прокатное оборудование |
||
|
Прогиб середины бочки валка относительно края полосы |
|||||||
|
||||||||
|
||||||||
(разность прогибов) |
|
|
|
|||||
|
Y |
= |
p |
|
(12•a•B2 − 7B2 ); |
|||
|
|
|
||||||
|
B1 |
|
18,8E•Dб4 |
|
|
|
|
|
|
|
|
|
|
YB = YB1 + YB2 |
|
||
|
|
= |
p |
• B |
|
|
||
|
Y |
|
|
|
||||
|
|
|
|
|||||
|
|
|
|
|
||||
|
B2 |
|
πG•D2б |
2 |
|
|
|
|
|
|
|
|
|
|
|||
Для стальных валков E = 2,15•105 МПа
G = 83E = 0,82•105 МПа
Прокатное оборудование
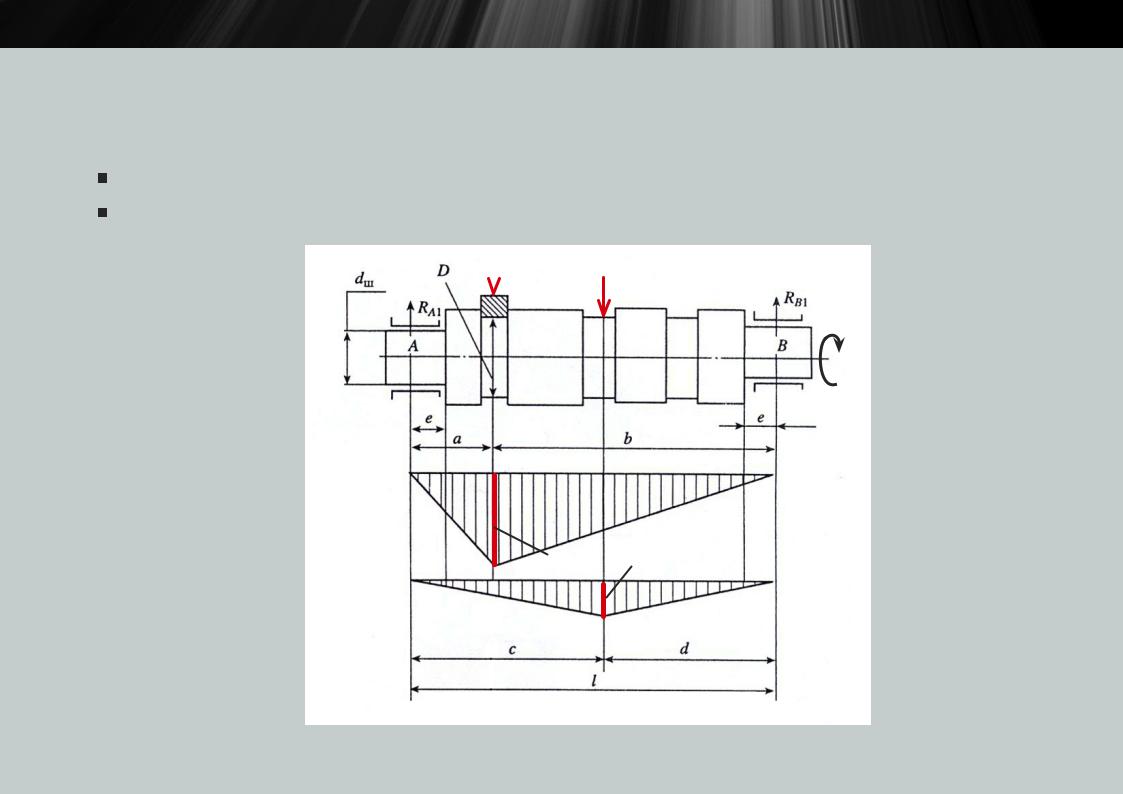
Прочность и деформация 2-х валковой системы при прокатке в калибрах
Определяется Мизг для каждого калибра Расчет на прочность проводится по Мизг,max
к |
|
Р1 |
Р2 |
|
Mкр
M1 M2

Прокатное оборудование
Расчет на прочность калиброванных валков
1. |
Реакция опор: |
|
|
|
|
|
|
|
|
|
|
R |
A1 |
= P•b ; R |
|
= P•a |
|||
|
|
|
|
|
l |
B1 |
l |
||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
2. |
Максимальное значение М |
изг |
бочки (х-расстояние |
M |
= P •x |
|
− |
x) |
|
|
|
|
l |
(l |
|||||
|
от середины опоры до направления действия Р) |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|||
3.Напряжение изгиба бочки по диаметру калибра
4.Напряжение изгиба шейки
5.Напряжение кручения шейки
Условия прочности
σизг. б =Mизг. б/ 0,1Dk3
σизг. ш= P •l 3
0,4d
τкр. ш= Mkp / 0,2d3ш
σэкв = σизг2 + 3τ2кр <[σ] |
|
==> стальные валки |
σэкв = 0,375σизг + 0,625 σизг2 |
+ 4τ2кр <[σ] |
==> чугунные валки |
Прокатное оборудование
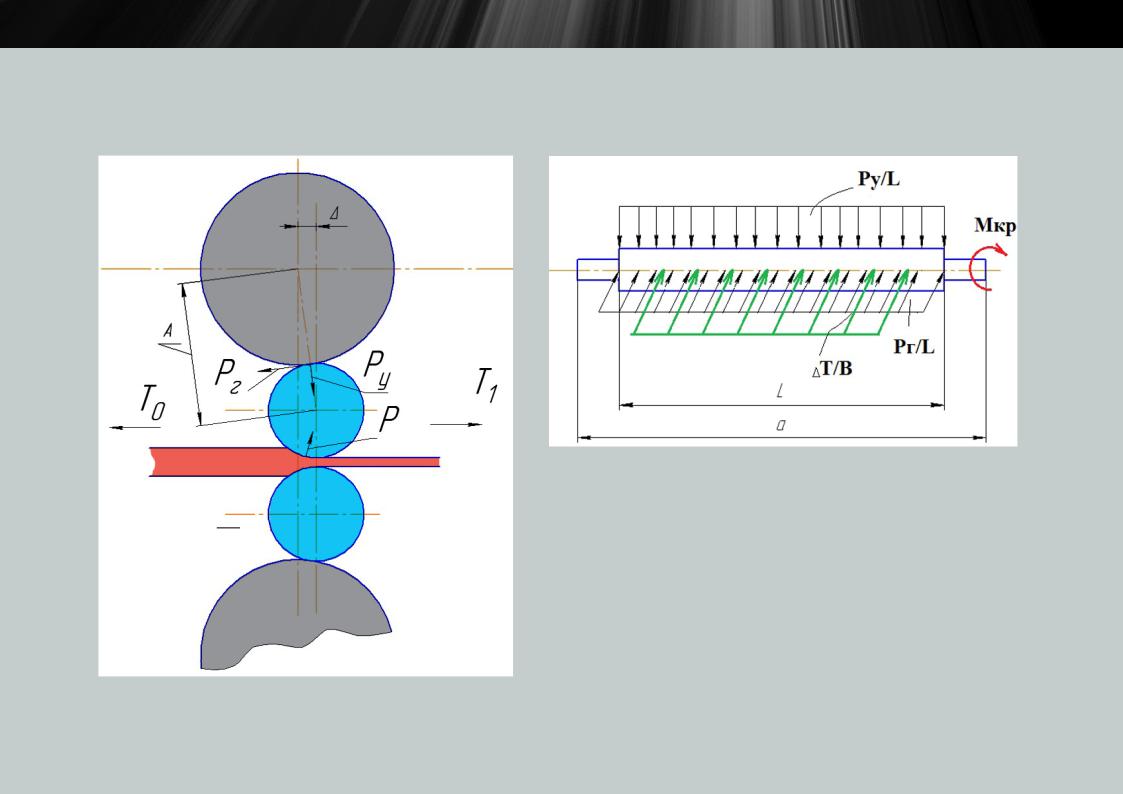
Прочность 4-х валковой системы
∆ — «Свал», смещение осей рабочих валков относительно опорных
Р — усилие прокатки Ру — усилие переуравновешивания
Рг — усилие от смещения рабочих валков в горизонтальной плоскости
Т0, Т1 — усилие заднего и переднего натяжений
Прокатное оборудование
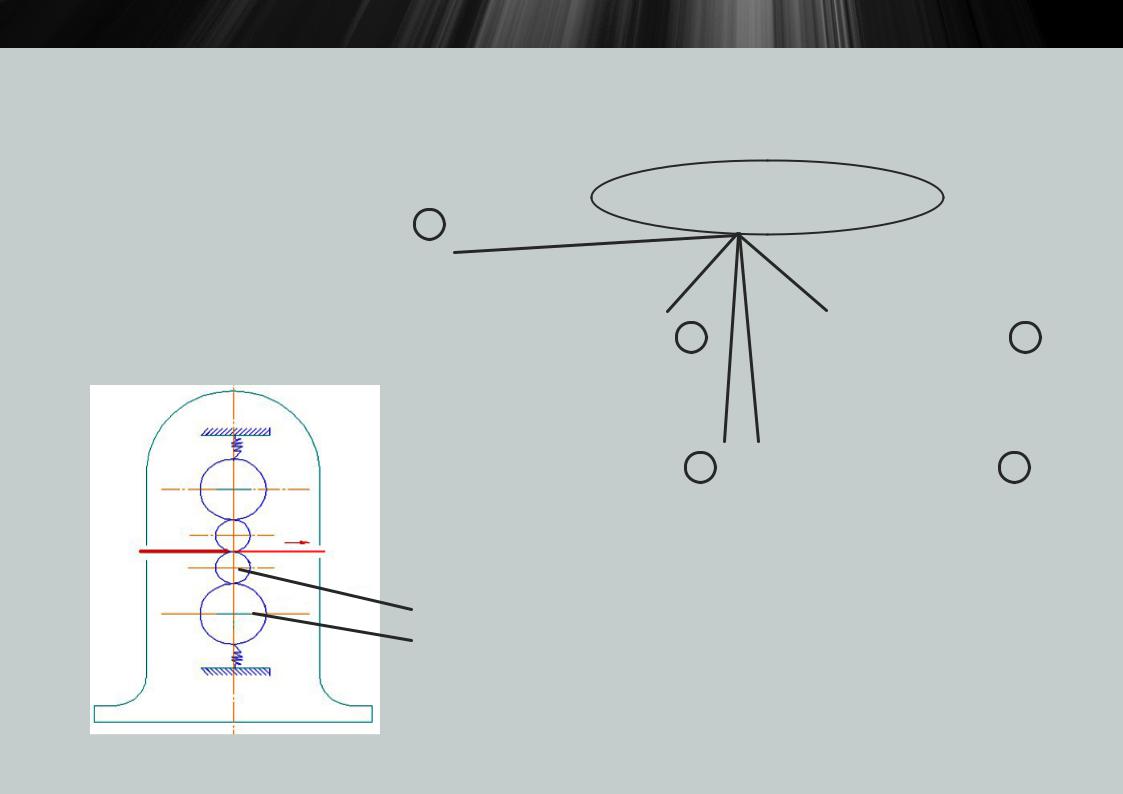
Прочность и деформация 4-х валковой системы
|
|
|
|
|
Особенности и ограничения |
|
|
|||||
|
Опорные валки |
1 |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||
|
рассматриваются как |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
балки на упругом основании |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Наличие прогиба |
2 |
|
|
|
Возможный |
3 |
|
||
|
|
|
|
|
|
«отрыв» краевых |
|
|||||
|
|
|
опорных валков |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
зон валков |
|
|
|||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
Межвалковая |
4 |
|
|
Упругое сжатие |
5 |
|
||
|
|
|
|
деформация сжатия |
|
|
валков в контакте |
|
||||
|
|
|
|
бочек валков |
|
|
|
с полосой |
|
|
||
|
|
|
|
|
|
|
|
|
(холодная прокатка) |
|
|
|
|
|
Рабочий валок |
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
||||
|
|
Опорный валок |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
Прокатное оборудование
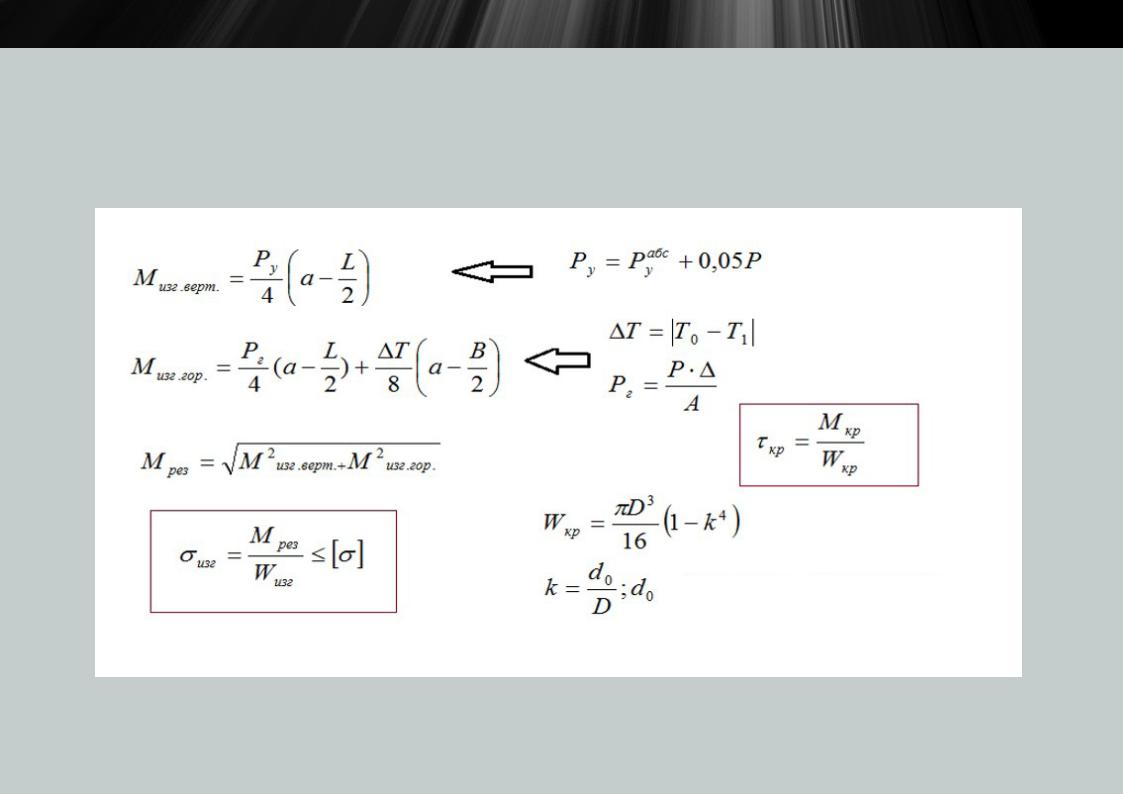
Определение результирующих моментов при расчете на прочность рабочих валков 4-х валковой системы
(усилие переуравновешивания)
— диаметр внутренней проточки в валке для холодной прокатки