

Каталог НТП ОмГУПС 2015 г / часть 1 11 по 75
.pdfРАСТОЧНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МОТОРНО-ОСЕВЫХ ПОДШИПНИКОВ И МОТОРНО-ОСЕВЫХ ГОРЛОВИН ТЯГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ
Назначение: Расточка моторноосевых горловин тяговых электродвигателей локомотивов после наплавки (расточка по стали). Расточка вкладышей моторно-осевых подшипников, торцовка и снятие фасок (обработка по баббиту).
Технические характеристики:
Наименование параметра |
Значение |
|
Напряжение питания, В |
380 |
|
Тип растачиваемого электродвигателя |
ЭД 118 (ТЛ2К1, НБ418 и др.) |
|
Суммарная мощность электродвигателей, кВт |
8,8 |
|
Управление станком |
кнопочное, с пульта управле- |
|
ния |
||
|
||
Вращение шпинделей |
независимое друг от друга |
|
Направление вращения |
правое и левое |
|
|
мотор-редуктор электродвига- |
|
Механизм, осуществляющий вращение шпинделя |
тель АИР 80 B2 Р3 (N=2,2 кВт, |
|
|
n=2880 об/мин) |
|
|
мотор-редуктор электродвига- |
|
Механизм, осуществляющий подачу |
тель АИР 90 L2 У2 (N=2,2 кВт, |
|
|
n=1410 об/мин) |
|
Растачиваемые отверстия, мм |
по стали до Ø240 |
|
по баббиту Ø195Ø207 |
||
|
||
Подача, мм/об |
по стали 0,05…0,1 |
|
по баббиту 0,1…0,35 |
||
|
||
Настройка подач и частоты вращения шпинделей |
регулируемый электропривод |
|
Габаритные размеры ДхШхВ, мм |
4020х1310х1850 |
|
Масса, кг |
6500 |
Научно-исследовательская часть
41

СТАНОК ДЛЯ ПРИТИРКИ КЛАПАНОВ ТРАНСПОРТНЫХ И СУДОВЫХ ДИЗЕЛЕЙ
Станок предназначен для притирки посадочных поясков клапанов моноблочных головок или автономных цилиндровых крышек транспортных или судовых дизелей.
Технические характеристики:
Наименование параметра |
|
Значение |
||||
Напряжение питания, В |
|
|
380 |
|||
Потребляемая мощность, кВт |
0,5-2,5 |
|||||
Частота вращения технологических кулачковых валов |
40-50 |
|||||
Привод технологических кулачковых валов |
электрический |
|||||
Количество одновременнопритираемых клапанов |
4,8,…,32 |
|||||
Гарантийный срок службы , лет (не более) |
5 |
|||||
Габаритные размеры ДхШхВ, мм |
2560х2100х1490 |
|||||
Масса, кг |
|
|
|
|
1800 |
|
Комплектность стенда |
|
|
||||
Наименование узлов |
|
|
Количество |
|||
Опорная рама станка, шт. |
|
1 |
||||
Перенасное притирочное устройство, шт. |
1 |
|||||
Пульт управления, шт. |
|
|
1 |
|||
Тарельчатые толкатели, шт. |
|
4-32 |
||||
Техническая документация, комп. |
1 |
|||||
В |
качестве |
примера |
на |
|
||
фото |
показано |
переносное |
|
|||
притирочное устройство станка |
|
|||||
для притирки 24-х клапанов |
|
|||||
дизелей типа М753 и М756. |
|
|
||||
Эффективность |
станка |
|
||||
достигается за счет повышения |
|
|||||
качества |
при-тирки |
|
и |
|
||
производительности труда в 6- |
|
|||||
8 раз. |
|
|
|
|
|
|
Кафедра «Локомотивы»
42
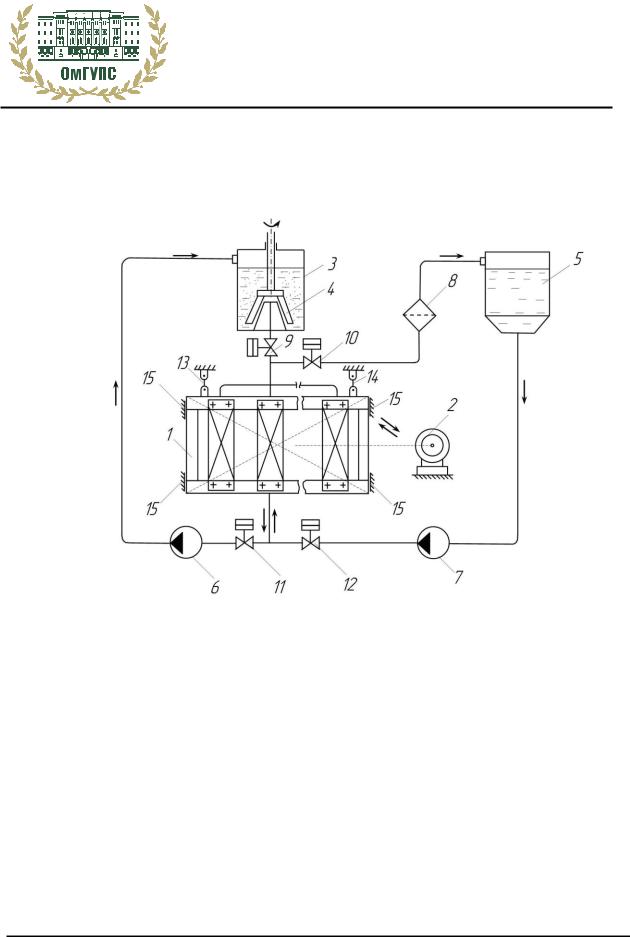
CТЕНД ДЛЯ ОЧИСТКИ ТЕПЛОВОЗНЫХ СЕКЦИЙ ХОЛОДИЛЬНИКА
Стенд предназначен для очистки внутренних поверхностей трубок от накипи водяных секций. Для очистки секций используется вибродинамический способ с системой циркуляции смеси состоящей из моющего раствора и абразивного материала в виде кварцевого песка.
Конструкция стенда в схематическом виде показана на рисунке.
Схема стенда для очистки тепловозоных секций холодильника
Эффективность очистки секций достигается за счет совместного химического и динамического воздействия абразивного материала в виде кварцевого песка.
Технические характеристики:
Наименование параметра |
Значение |
Напряжение питания, В |
380 |
Потребляемая мощность, кВт (не более) |
10 |
Количество очищаемых секций, шт: |
|
с базой 686 мм |
6 |
с базой 1356 мм |
6 |
Вибропривод опорно-подвижной рамы |
электрический |
Механизм прижатия секций по месту их установки |
пневматический |
Система подогрева воды и смеси |
пароводяная |
Кафедра «Локомотивы»
43

ТЕХНОЛОГИЯ ВИБРОДУГОВОЙ НАПЛАВКИ ДЕТАЛЕЙ ПОДВИЖНОГО СОСТАВА ТИПА «ВАЛ»
Технология предназначена для оптимального выполнения процесса восстановления деталей при текущем ремонте, и обеспечивает:полуавтоматическую вибродуговую наплавку изношенных валов диаметров от 30 мм;
производительность наплавки не менее 0,2 м2 в час при толщине наплавленного слоя не менее 1,5 мм;
необходимое качество наплавки и минимальный припуск на последующую механическую обработку;
использование в качестве наплавочного материала сварочной проволоки сплошного сечения;
использование в качестве защитной среды углекислого газа. Перечень технологического оборудования включает в себя вращатель, вибродуговую наплавочную головку со стойкой, газовое оборудование и устройство для размещения сварочной
проволоки.
Расчетный годовой экономический эффект на единицу продукции превышает 80 тыс. руб. Вибродуговая наплавка дает качественный наплавленный слой металла и уменьшает на 20 – 30 % тепловложение в изделие в связи пониженными энергетическими параметрами режима наплавки, при этом наблюдается высокая стабильность горения дуги.
Технология внедрена во многих локомотивных и вагонных депо, таких как Инская, Новосибирск, Алтайская, Иланская Западно-Сибирской железной дороги и во многих других депо.
Кафедра «Технология транспортного машиностроения и ремонта подвижного состава»
44

ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ МОТОРНО-ОСЕВЫХ
ГОРЛОВИН ТЭД ЛОКОМОТИВОВ
Технология предназначена для механизации технологического процесса восстановления МОГ остовов ТЭД, имеющих линии разъема, шпоночные пазы и окна; и обеспечивает:
автоматическую дуговую наплавку изношенных моторно-осевых горловин остовов ТЭД при вертикальном расположении их осей;
наплавку горловин в сборе с шапками;
производительность наплавки не менее 0,2 м2 в час при толщине наплавленного слоя до 2 мм;
автоматическое прерывание наплавки на линиях разъема, шпоночного паза и польстерного окна;
необходимое качество наплавки и минимальный припуск на механическую обработку;
использование в качестве наплавочного материала сварочной проволоки сплошного сечения;
использование в качестве защитной среды углекислого газа;гибкость в управлении при эксплуатации за счет введения в конструкцию устройств плавного регулирования режимов наплавки.
Технология внедрена во многих локомотивных депо, таких как Московка, Карасук, Алтайская, Иланская Западно-Сибирской железной дороги и во многих других депо.
Перечень технологического оборудования включает в себя наплавочную установку со стойкой для размещения сварочной проволоки, газовое оборудование и устройство программного управления наплавочным процессом.
Экономический эффект от применения указанной технологии превышает 2 тыс. руб. на один остов. После наплавки отсутствует коробление детали, а наплавленный слой имеет высокое качество. Технология и оборудование применяется для восстановления основных отверстий корпусов редукторов, в частности корпусов тяговых редукторов электропоездов.
Кафедра «Технология транспортного машиностроения и ремонта подвижного состава»
45
ТЕХНОЛОГИЯ НАПЛАВКИ ПОДШИПНИКОВЫХ ЩИТОВ ТЯГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ
Механизация технологического процесса ведет к сокращению затрат на ремонт и обеспечивает высокое качество восстановленных внутренних и наружных поверхностей подшипниковых щитов.
Технология наплавки подшипниковых щитов обеспечивает:
полуавтоматическую дуговую наплавку изношенных поверхностей при вертикальном расположении их осей;
производительность наплавки до 0,2 м2 в час при толщине наплавленного слоя до 2
мм;
использование в качестве наплавочного материала сварочной проволоки сплошного сечения;
использование в качестве защитной среды углекислого газа; наплавку цилиндрических поверхностей со скоростями 20…60 м/час (частоты враще-
ния наплавляемой детали 0,2…1,0 об/мин); гибкое регулирование и стабильность частоты вращения;
четкое фиксирование наплавляемой детали на рабочем месте с возможностью её свободной установки и снятия.
Технология внедрена во многих локомотивных депо, таких как Инская, Алтайская, Иланская Западно-Сибирской железной дороги и во многих других депо.
Перечень технологического оборудования включает в себя наплавочную установку со стойкой для размещения сварочной проволоки, газовое оборудование и вращатель подшипниковых щитов.
Экономический эффект от применения указанной технологии достигает 3 тыс. руб. на один щит. Технология позволяет значительно облегчить и ускорить ремонт ТЭД. Оснастка позволяет в механизированном режиме с использованием специального комплекта приспособлений и системы управления наплавлять цилиндрические поверхности деталей и элементов ТЭД.
Кафедра «Технология транспортного машиностроения и ремонта подвижного состава»
46

УСТАНОВКА ДЛЯ УДАЛЕНИЯ
ТЕРМОМЕХАНИЧЕСКИХ ПОВРЕЖДЕНИЙ
ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС
Установка предназначена для местного удаления ползунов, выщербин и др. дефектов термомеханического происхождения с поверхности катания железнодорожных колес, поступающих в ремонт.
Установка состоит из двух роликовых опор 1, шлифовальной головки 5, электродвигателя 4, станины 2 и механизма привода осциллирующего движения 3 шлифовальной головки.
Технические характеристики
Наименование параметра |
Значение |
Напряжение питания, В |
380 |
Число фаз |
3 |
Частота питающего напряжения, Гц |
50 |
привод |
электромеханический |
Габаритные размеры ДхШхВ, мм |
700х450х1450 |
Масса, кг (не более) |
500 |
Ее применение в технологическом процессе восстановления профиля катания колеса позволит сократить расход режущего твердосплавного инструмента и продлить срок службы колеса за счет минимизации припуска на механическую обработку.
Кафедра «Технология транспортного машиностроения и ремонта подвижного состава»
47

ТЕХНОЛОГИЯ И ОСНАСТКА ДЛЯ ВОССТАНОВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ ЗАТУПЛЕННЫХ СМЕННЫХ МНОГОГРАННЫХ ТВЕРДОСПЛАВНЫХ ПЛАСТИН СБОРНОГО ИНСТРУМЕНТА КОЛЕСООБРАБАТЫВАЮЩИХ СТАНКОВ
Технология и оснастка предназначены для обеспечения повторного использования круглых (типа RPUX1212MO для станков КЖ-20) и призматических (типа LNUX301940 для колесотокарных станков) сменных твердосплавных пластин сборного инструмента для обработки колесных пар и других деталей подвижного состава, а также для изготовления специальных резцовых вставок сборного твердосплавного инструмент.
Технические характеристики:
Наименование параметра |
Значение |
||
Средняя производительность, штук в смену |
40 |
– 300 |
|
Максимальная стойкость алмазных кругов (количество |
900 |
– 4000 |
|
пластин) |
|||
|
|
||
Допустимая глубина сколов пластин, мм |
|
1,5 |
|
Количество рабочих |
1 – 2 |
||
Технологические особенности
Используется универсальный заточный станок любой модели, приспособле н- ный для круглого шлифования или круглошлифовальный станок, с комплектом специальных приспособлений и оправок. Замкнутая система водяного охлаждения кр у- га исключает запыленность и загазованность рабочего места.
Кафедра «Технология транспортного машиностроения и ремонта подвижного состава»
48

ВОСТАНОВЛЕНИЕ ИЗНОШЕННЫХ ТВЕРДОСПЛАВНЫХ ПЛАСТИН LNUX 301940. ИЗГОТОВЛЕНИЕ И ЗАТОЧКА ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ВСТАВОК СПЕЦИАЛЬОГО СБОРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИСПОЛЬЗУЕМОГО ПРИ РЕМОНТЕ ДЕТАЛЕЙ ПОДВИЖНОГО СОСТАВА
Назначение: обеспечение вторичного ресурса работоспособности неперетачиваемым твердосплавным пластинам LNUX 301940, LNUX 191940, BNMX 201540 резцов колесотокарных станков.
Производительность разработанной оснастки с переналадкой на каждую операцию составляет в среднем 50-60 пластин в смену. При необходимости она может быть увеличена многократно за счет перехода на многостаночную пооперационную технологию.
Пластины призматической формы инструмента для обточки колесных пар, восстановленные алмазной абразивной обработкой
Средний расход круга и производительность на операциях заточки и шлифовки пластин формы LNUX301940 (по данным заточки 600 пластин).
Операция. |
|
Производительность, коли- |
Расход круга, |
||
|
чество пластин за смену. |
q (мг/г) |
|||
|
|
|
|
||
Шлифовка двух передних поверхностей. |
200250 |
3 - 6 |
|||
Вышлифовка канавок эллипсоидной фор- |
50 |
15 |
|||
мы(8 штук). |
|
|
|||
|
|
|
|
||
|
|
|
|
|
|
Вышлифовка |
эллипсоидных |
канавок при |
100 |
До 15 |
|
вершинах лезвий (4 штуки). |
|
||||
|
|
|
|||
Заточка задней поверхности. |
|
300 |
15 |
||
Заточка отрицательной фаски на передней |
600 |
15 |
|||
поверхности. |
|
|
|||
|
|
|
|
||
Цельные |
твердосплавные |
|
|
||
резцовые |
вставки специальных |
|
|
||
сборных |
фрез |
для обработки |
|
|
|
подпятникового места надрес- |
|
|
|||
сорной балки, изготовленные ме- |
|
|
|||
тодом глубокой алмазной вы- |
|
|
|||
шлифовки |
из |
изношенных |
при |
|
|
обработке колесных пар пластин типа LNUX 301940
Кафедра «Технология транспортного машиностроения и ремонта подвижного состава»
49

КОМПЛЕКТ СПЕЦИАЛЬНОГО СБОРНОГО ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ НАПЛАВЛЕННЫХ ПОВЕРХНОСТЕЙ БОКОВЫХ РАМ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ НА СПЕЦИАЛЬНЫХ СТАНКАХ
Комплекты из двух специальных сборных твердосплавных фрез для обработки опор-
Сборная специальная фреза с резцовыми вставками, оснащенными 5-тигранными пластинами для обработки опорной и боковых поверхностей буксового проема боковой рамы тележки на станке «ФРЕСТ»
ной поверхности буксового проема боковой рамы тележки грузового вагона спроектированы в ОмГУПС для специального фрезерного станка модели «ФРЕСТ». Корпуса фрез изготовлены из осевой вагонной стали и термически обработаны до твердости 35 HRCэ. В гнезда корпуса установлены резцовые вставки с пятигранными твердосплавными пластинами типа PNUM160512 (10 шт.). Фрезы более трех лет использовались в вагонных депо Омск-Сортировочный и Московка. Выявлено: стойкость этих фрез, по сравнению с заводскими, в 1,5 – 2 раза выше (более жесткое крепление пятигранных пластин, они двухсторонние и допускают 10 перестановок режущей грани); ниже затраты на оснащение (стоимость пятигранных пластин типа PNUM160512 – 30 р./шт., а стоимость специальных призматических пластин с износостойким покрытием, которыми оснащены фрезы заводской конструкции – 700 руб/шт.). Стоимость комплекта фрез конструкции ОмГУПС – 30 тыс. руб., а заводского комплекта – 60 тыс. руб.
Кафедра «Технология транспортного машиностроения и ремонта подвижного состава»
50