

Шаршунов_Кирик_Техоборудование мясокомбинатов
.pdf321
Современные конструкции шприцев снабжаются устройствами для дозирования фарша, надевания на цевку оболочки и ее пережима или перекручивания.
На небольших предприятиях фарш загружают в бункер шприцев вручную (из тазиков), на крупных – подъемником с тележкой или по спускам с верхних этажей здания, через бункера с помощью ковшей. При загрузке шприца необходимо следить, чтобы в фарш не попадали посторонние предметы – кусочки оболочки, шпагата, бумаги и пр.
а – гидравлического периодического действия:
1 – дроссель; 2 – цевка; 3 – крышка; 4 – цилиндр; 5 – поршень; 6 – шток; 7 – манометр; 8 – насос масляный;
в – эксцентриково-лопастного непрерывного действия: 1 – бункер; 2– лопасть; 3 – ротор эксцентриковый; 4 – цевка; 5 – корпус;
б – ротационного непрерывного действия: 1– корпус; 2, 5 – роторы; 3 – бункер; 4, 7 – валы
ротора; 6 – цевка;
г – шнекового непрерывного действия:
1 – бункер; 2 – корпус; 3 – шнек (винт); 4 – цевка
Рис. 12. 3. Устройство шприцев наиболее распространенных конструкций
Оболочку на цевку надевают либо вручную, либо с помощью вспомогательного устройства (приставки).
Плотность шприцевания зависит от вида колбас, содержания влаги в фарше, вида оболочки, ее диаметра и способа термообработки колбасы.
Вареные колбасы набивают неплотно, так как в фарше содержится много влаги, полукопченые колбасы набивают плотнее вареных. Самая плотная набивка необходима
322
для фарша сырокопченых колбас, чтобы исключить попадание в батоны воздуха, который может привести к порче продукта.
При шприцевании сосисок и сарделек фарш в оболочке не уплотняют.
Шприцы периодического действия с поршневым вытеснителем могут быть с
механическим, гидравлическим или пневматическим приводом. Наибольшее распространение получили шприцы с гидравлическим приводом.
Достоинства гидравлических шприцев – простота конструкции, надежность в работе, сохранение исходных свойств, качества фарша и формы кусочков шпика. Недостатки – снижение скорости истечения фарша с увеличением числа цевок; так как скорость движения поршня постоянна, под поршнем накапливаются частицы фарша, обильно загрязненные микрофлорой.
В настоящее время отечественной промышленностью выпускается большое количество шприцев непрерывного действия. Шприцы непрерывного действия имеют более высокую производительность по сравнению со шприцами периодического действия, а также могут быть включены в состав комплекса или поточно-механизированной линии для производства колбасных изделий.
Непрерывность процесса шприцевания достигается применением шнековых,
винтовых, ротационных, эксцентриково-лопастных вытеснителей. Кроме того,
современные конструкции шприцев непрерывного действия имеют специальные узлы для подключения вакуумной системы (централизованной или автономной).
Вакуумирование при шприцевании проводится в целях удаления воздушных пузырьков, которые попадают в фарш после его измельчения и смешивания.
Общая сравнительная характеристика шприцев представлена в таблице 12.1.
Таблица 12.1. Сравнительная характеристика шприцев
Тип шприца |
Механическое воздействие |
Степень |
Производи- |
Рекомендации по |
|
на структурно- |
вакуумирования |
тельность |
применению |
|
механические свойства |
|
|
|
|
фарша |
|
|
|
Поршневой |
Минимальное. Почти |
Вакуум |
Самая низкая |
Применяется при |
|
отсутствует перетирание |
отсутствует |
|
производстве |
|
мяса. Идеальная структура |
|
|
сырокопченых и |
|
фарша. |
|
|
сыровяленых |
|
|
|
|
колбас |
|
Оказывает незначительное |
Низкая степень |
Высокая |
Применяется при |
Роторный |
механическое воздействие |
вакуумирования |
|
производстве |
|
|
(около 35%) |
|
сосисок, |
|
|
|
|
полукопченых и |
|
|
|
|
варенокопченых |
|
|
|
|
колбас |
|
Оказывает самое большое |
Самая высокая |
Низкая |
Применяется в |
|
воздействие. Фарш твердых |
(вакуумируется на |
|
основном для |
Шнековый |
сортов колбас подвергается |
80-90%) |
|
жидких фаршей: |
перетиранию. Структура |
|
|
вареных колбас, |
|
|
|
|
||
|
фарша на поперечном срезе |
|
|
сосисок, сарделек в |
|
колбасного батона |
|
|
естественной |
|
представляется в виде |
|
|
оболочке, |
|
концентрических |
|
|
низкосортных |
|
завихрений. |
|
|
полукопченых |
|
|
|
|
колбас |
|
Незначительное |
Степень |
Высокая, |
Применяется при |
Двухшнековый |
воздействие, немного выше, |
вакуумирования |
примерно |
производстве |
|
чем у роторного |
выше чем у |
равная с |
сосисок, |
|
|
роторного, но |
роторными |
полукопченых и |
|
|
значительно хуже, |
|
варенокопченых |
|
|
чем у шнековых |
|
колбас |
323
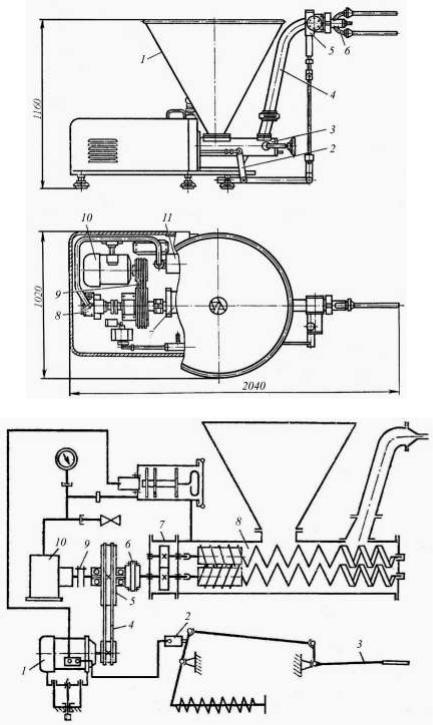
Вакуумный шприц РЗ-Ф1ШВ предназначен для вакуумирования фарша и наполнения колбасных оболочек при выработке вареных и полукопченых колбасных изделий. Шприц РЗ-ФШ1В (рис. 12.4) состоит из нагнетателя 3, вакуум-насоса 8, вакуумсборника 11, механизма включения 2, редуктора 7, патрубка 4 и цевки 6.
Нагнетатель 3 служит для подачи вакуумированного фарша под давлением в нагнетательный патрубок. Это сварной корпус, установленный на плите с регулируемыми опорами. На корпусе нагнетателя закреплен сварной бункер 1 из листовой нержавеющей стали, а также нагнетательный патрубок с отсекателем. В корпусе нагнетателя размещены два шнека с правой и левой нарезкой, которые передними шейками опираются на подшипники скольжения в передней крышке корпуса, а задними устанавливаются с помощью ведущих поводков на концы валиков цилиндрического одноступенчатого редуктора. Корпус редуктора имеет фланцевое крепление к корпусу нагнетателя. Ведущий вал редуктора связан через клиноременную передачу 9 с валом электродвигателя 10. Внутренняя полость корпуса нагнетателя разделяется двумя втулками-отражателями, установленными на шнеках, на вакуумную зону и зону прохождения фарша.
Шприц комплектуют шнеками с утолщенными витками для производства сосисок, сарделек и вареных колбас, а для производства полукопченых колбас – шнеками с одинаковыми по толщине витками.
Вакуум-сборник состоит из цилиндрической сварной емкости, в которой размещен поршень, разделяющий емкость на зону, соединенную вакуум-проводом с нагнетателем, и зону, соединенную с вакуум-насосом. Вакуум-сборник снабжен конечным выключателем, который при наполнении его емкости фаршем выключает электродвигатель шприца.
Механизм включения состоит из конечного выключателя, связанного через системы рычагов с педалью управления.
Патрубок представляет собой изогнутую трубу, на выходном конце которой приварен корпус отсекателя. Внутри корпуса расположена поворотная пробка, открывающая и закрывающая проход фарша в цевку. Пробка поворачивается через реечную передачу от ножной педали.
Шприц работает следующим образом. В бункер загружается фарш. Нажимая на педаль механизма включения, приводят во вращение шнеки и ротор вакуум-насоса. Шнеки захватывают фарш, поступающий из бункера, уплотняют и проталкивают его через патрубок с отсекателем в цевку.
К моменту начала работы разрежение в вакуумной системе отсутствует, поэтому первые порции фарша не вакуумированы и их возвращают в бункер. По истечении некоторого времени (не более 20 с) остаточное давление в вакуумной системе достигает 0,03…0,05 МПа, после чего необходимо отпустить педаль, надеть на цевку колбасную оболочку и, нажав на педаль, наполнить колбасную оболочку фаршем.
Техническая характеристика шприца Р3-ФШ1В:
Производительность, кг/ч ..................... |
1500…2500 |
Диаметры цевок, мм .............................. |
14; 16; 20; 28; 38; 48 |
Вместимость бункера, л ........................ |
200 |
Частота вращения шнеков, с-1 .............. |
10; 13; 3 |
Вакуумметрическое давление, МПа .... |
0,03 |
324
а
б
Рис. 12.4. Вакуумный шприц Р3-ФШ1В: а – общий вид; б – кинематическая схема
Для определения и регулирования разрежения в вакуумной системе шприца на передней стенке размещены вакуумметр и вакуум-клапан.
Кинематическая схема шприца приведена на рис. 14.22, б. От двигателя 1, включающегося конечным выключателем 2 при нажатии на педаль 3, через клиноременную передачу 4 со шкивами 5 и муфтой 6 вращение передается редуктору 7 и на шнеки нагнетателя, а через втулочно-роликовую муфту 6 на вакуум-насос 10.
Формование колбасных изделий с изготовлением оболочки из рулонного материала осуществляют на специальных агрегатах. В зависимости от направления потока

325
фарша в машине различают агрегаты для производства колбасных изделий горизонтальной и вертикальной конструкции.
Настольные ручные шприцы фирмы «FAMA» (Италия). Шприц применяется при производстве сырокопченых колбас для набивки колбасных оболочек фаршем грубой консистенции. Принцип работы: фарш загружается в рабочий цилиндр; путем вращения рукоятки происходит нагнетание фарша в оболочку.
Изготовлен из высококачественной нержавеющей стали;
В комплект входит набор из 3-х насадок Ø 8, 16, 24 мм;
Прост и удобен в обслуживании, надежен и долговечен.
На рис. 12.5 приведен общий вид шприцов фирмы «FAMA» (Италия), а в табл. 12.2
– их техническая характеристика.
FIN101 |
FIN102 |
Рис. 12.5. Общий вид шприцов фирмы «FAMA»
Таблица 12.2. Техническая характеристика шприцов фирмы «FAMA»
Модель |
FIN101 |
FIN102 |
Диаметр бункера, мм |
150 |
200 |
Загрузка, кг |
5 |
10 |
Габариты, мм |
760х220х210 |
1000х310х300 |
Масса, кг |
28 |
36 |
Вакуумные шприцы серии ИПКС (Россия). Вакуумный шприц предназначен для набивки оболочек мясным фаршем при производстве вареных, варено-копченых и полукопченых колбасных изделий. На рис. 12.6 приведен общий вид таких шприцев, а в табл. 12.3 – их техническая характеристика. К их достоинствам можно отнести следующие показатели:
корпус расположен на столешнице;
мотор-редуктор фирмы «SITI» (Италия);
подача фарша в оболочку обеспечивается вращением ротора;
12 лопаток ротора обеспечивают минимальное попадание воздуха в фарш;
насос марки НВМ-10 – обеспечивает качественное вакуумирование фарша и его непрерывную подачу;
регулировка уровня вакуума;

326
комплектуется четырьмя цевками различного диаметра 14, 20, 38, (54 мм под заказ), что обеспечивает наполнение любой колбасной оболочки;
регулировка плотности набивки фарша в оболочку в зависимости от вида колбасных изделий;
все соприкасающиеся с продуктами детали выполнены из нержавеющей стали марки 12Х18Н10Т.
Рис. 12.6. Общий вид шприцев серии ИПКС
Таблица 12.3. Техническая характеристика шприцев серии ИПКС
Модель |
ИПКС-047 |
ИПКС-047-01 |
|
Мощность, кВт |
1,0 |
1,0 |
|
Напряжение, В |
380 |
380 |
|
Производительность, кг/ч |
800 |
800 |
|
Объем бункера, л |
40 |
120 |
|
Рабочее давление подаваемого продукта, |
0,6 |
0,6 |
|
не менее, МПа |
|||
|
|
||
Уровень разряжения, % |
10 - 90 |
10 - 90 |
|
Частота вращения ротора, об/мин |
140 |
140 |
|
Количество лопаток ротора, шт. |
12 |
12 |
|
Габаритные размеры, мм |
1000х700х1550 |
1000х700х1700 |
|
Масса, кг |
180 |
190 |
Шприц вакуумный Konti A50 (роторный) фирмы «Frey» (Германия). Шприцы вакуумные KONTI предназначены для прямого наполнения, порционирования всех видов колбас. На рис. 12.7. приведен общий вид таких шприцев, а в табл. 12.4 – их техническая характеристика. Они работают со всеми видами оболочек и оборудованы перекрутчиком для сосисок. Достоинства таких шприцов состоят в следующем:
корпус машины, внешняя облицовка и бункер полностью выполнены из нержавеющей стали;
жидкокристаллический дисплей и отображение наименования продукта в программе;
регулировка скорости наполнения и пауз, измерение потока;
счетчик доз, автоматическая остановка после достижения заданного количества;

327
вакуумная система, заданный вес первой порции;
подсчет времени наполнения, программы диагностики и обслуживания;
память на 100 программ наполнения колбас;
устройство электрического импульсного контроля для клипсаторов.
Konti A50
Рис. 12.7. Общий вид шприцев Konti A50
Таблица 12.4. Техническая характеристика шприцев Konti A50
Модель |
Показатели |
Мощность, кВт |
4,0 |
Производительность, кг/ч |
2300 |
Объем бункера, л |
80 |
Давление, МПа |
3,0 |
Скорость порционирования, при весе порции 100 г |
300 |
Габаритные размеры, мм |
1140х880х1870 |
Вес, кг |
450 |
12.4. Клипсаторы
Клипсаторы предназначены для запечатывания в полимерные, целлофановые и белкозииновые штучные оболочки и пакеты колбасных изделий, сыра, пастообразных и сыпучих продуктов и мясных полуфабрикатов. Могут использоваться как в цехах с малым объемом производства, так и на крупных комбинатах. Современные клипсаторы - это сложное многофункциональное оборудование, работающее в тяжелых микроклиматических условиях мясоперерабатывающего производства. Все основные детали и узлы оборудования, а также весь крепеж изготавливаются из высоколегированных сталей, обладающих большой прочностью и высокой коррозионной стойкостью в кислотно-щелочных и агрессивных средах.
Односкрепочные клипсаторы фирмы Компо (Республика Беларусь – Италия).
Общая характеристика наиболее распространенных моделей этой серии:
настольное исполнение;
пневматический привод;
неподвижный нож для обрезания конца батона;
328
количество накладываемых скрепок за 1 ход – 1 шт. (для КН-8р – 2 шт.);
блок подготовки воздуха;
ручная подача шпагатной петли (кроме КН-8р);
быстросъемная муфта-клапан.
Клипсаторы с пнематическим заполеннием:
КН-3:
широкоуниверсальный проволочный клипсатор;
ручной привод пережима оболочки;
скрепки из проволоки Ø2,5;
горизонтальное расположение оболочки (пакета) с продуктом;
преимущество модели – низкая стоимость скрепки, получаемой из проволоки.
КН-3с:
широкоуниверсальный скрепочный клипсатор;
работает на готовых скрепках,
использование скрепок трех размеров позволяет получать оптимальные варианты с различными видами и размерами оболочек и пакетов;
ручной привод пережима оболочки;
используемые скрепки: В1 (Ø2,5×14×12); В2 (Ø2,5×14×14); В3 (Ø2,5×14×16); ВР1 (Ø14х12); ВР2 (Ø14х14); ВР3 (Ø14х16);
горизонтальное расположение оболочки (пакета) с продуктом;
имеет низкую стоимость, прост в обслуживании и надежен в эксплуатации.
КН-4:
проволочный клипсатор;
пневматический привод пережима оболочки или пакета;
скрепки из проволоки Ø2,5;
горизонтальное расположение оболочки (пакета) с продуктом;
КН-4с:
скрепочный клипсатор;
пневматический привод пережима оболочки;
используемые скрепки: В1; В2; В3; ВР1; ВР2; ВР3;
горизонтальное расположение оболочки с продуктом.
Механические клипсаторы
КН-6р предназначен для запечатывания готовыми алюминиевыми скрепками рукавных оболочек с наполнителем.
ручной привод;
ручной привод пережима оболочки;
используемые скрепки: А1 (Ø2х10,5х10); А2 ((Ø2х10,5х12); ВР1; ВР2; ВР3 (Ø14х16);
горизонтальное расположение оболочки (пакета) с продуктом;
под скрепку можно закладывать шпагатную петлю.
КН-7р:
Предназначен для запечатывания готовыми алюминиевыми скрепками наполнителя в рукавных сетках различных калибров.
ручной привод;
ручной привод пережима оболочки;
используемые скрепки: А1; А2;
горизонтальное расположение оболочки (пакета) с продуктом.
КН-8р:
Предназначен для запечатывания готовыми алюминиевыми скрепками наполнителя в рукавных сетках различных калибров с одновременной разрезкой сетки между скрепками.

329
ручной привод;
ручное управление приводом ножа;
используемые скрепки: А1; А2;
На рис.12.8 приведен общий вид нескольких видов клипсаторов этой серии, а в табл. 12.5 – техническая характеристика всего ряда.
КН-3с
КН-7р
КН-8р
КН-3
Рис. 12.8. Общий вид односкрепочных клипсаторов серии КН
Таблица 12.5. Техническая характеристика клипсаторов серии КН
Модель |
КН-3 |
КН-3с |
|
КН-4 |
КН-4с |
КН-6р |
КН-7р |
КН-8р |
|
|
|
|
|
|
|
|
|
Диаметр клипсуемой |
|
|
40 - 120 |
|
|
20 - 80 |
||
оболочки, мм |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
Расстояние между |
- |
- |
|
- |
- |
- |
- |
28 |
скрепками, мм |
|
|||||||
|
|
|
|
|
|
|
|
|
Количество скрепок из 1 |
|
|
|
|
|
|
|
|
кг проволоки (серийное |
2160 |
- |
|
2160 |
- |
- |
- |
- |
исполнение), шт. |
|
|
|
|
|
|
|
|
Время наложения |
|
|
|
|
3,0 |
|
|
|
скрепки, не более, сек. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рабочий цикл, не более |
|
|
|
|
4,0 |
|
|
|
сек. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Давление воздуха в |
|
0,4 – 0,5 |
|
- |
- |
- |
||
рабочей сети, МПа |
|
|
||||||
|
|
|
|
|
|
|
|
|
Расход воздуха, л/цикл |
|
|
0,8 |
|
- |
- |
- |
|
Габаритные размеры, мм |
630х230х58 |
440х230х920 |
|
630х230х580 |
440х230х920 |
360х200х930 |
250х200х |
230х220х |
0 |
|
470 |
790 |
|||||
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
Масса, кг |
13 |
11 |
|
13 |
12 |
10 |
6 |
9 |
|
|
|
|
|
|
|
|
|
Двухскрепочные клипсаторы фирмы Компо (Белоруссия – Италия)
Пневматические клипсаторы предназначены для запечатывания различных наполнителей в полимерные, целлофановые, белкозиновые рукавные оболочки. Устанавливаются в колбасных цехах мясоперерабатывающих предприятий. Современные клипсаторы - это сложное многофункциональное оборудование, работающее в тяжелых микроклиматических условиях мясоперерабатывающего производства. Все основные детали и узлы оборудования, а также весь крепеж изготавливаются из
330
высоколегированных сталей, обладающих большой прочностью и высокой коррозионной стойкостью в кислотно-щелочных и агрессивных средах.
Общие характеристики для всех моделей:
настольное исполнение (кроме модели КН-22);
ручной привод пережима оболочки;
ручная подача шпагатной петли;
регулировка длины батона;
горизонтальное расположение оболочки с продуктом;
ручное и автоматическое управление приводом ножа для разрезания перемычки между скрепками (в модели КН-21 только ручное);
количество накладываемых скрепок за 1 ход - 2 шт;
лоток полуфабрикатов (кроме модели КН-23);
блок подготовки воздуха;
используемые скрепки: В1; В2; В3;
быстросъемная муфта-клапан.
КН-21:
гладкий лоток для схода готовой продукции.
КН-21м:
2 режима управления приводом ножа для разрезания перемычки между скрепками с целью получения как штучных батонов, так и колбасных цепочек;
гладкий лоток для схода готовой продукции.
КН-22:
аналог модели КН-23м;
напольное исполнение;
цевка с тормозным устройством Ø38 и 30;
роликовый лоток для схода готовой продукции;
регулируется по высоте;
три точки опоры, две из которых на колесах.
КН-23:
Предназначен для работы с автоматическим шприцом-дозатором.
аналог модели КН-21м
цевка с тормозным устройством Ø38 и 30;
регулировка плотности набивки батонов;
роликовый лоток для схода готовой продукции;
поворот клипсующей головки для удобства заправки оболочки.
КН-23м:
полуавтоматический клипсатор;
предназначен для одновременного запечатывания (конец предыдущего – начало последующего батона) алюминиевыми скрепками;
с помощью уплотнительного кольца на дополнительной цевке производится регулировка плотности набивки фарша в батоне;
цевка с тормозным устройством Ø38 и 30;
роликовый лоток для схода готовой продукции;
обязательным условием работы на клипсаторе при клипсовании белковых оболочек (полукопченые колбасы) является использование оболочек отечественного производства повышенной прочности, или импортного производства типа «Фиброуз».
Автоматические клипсаторы КН-31 и КН-32 предназначены для автоматического одновременного запечатывания (конец предыдущего - начало последующего батона) алюминиевыми скрепками полимерных, целлофановых, белковых