

Metodicheskoe_Posobie_Diplomnoe_Proektirovanie_tekhnicheskie_Spetsialnosti
.pdfПРИЛОЖЕНИЕ 2.1 ОРГАНИЗАЦИЯ НЕПРЕРЫВНО-ПОТОЧНОЙ ЛИНИИ
Непрерывно-поточная линия работает с регламентированными перерывами для отдыха, организационного и технического обслуживания рабочих мест. Поэтому при расчете ее такта в формулу вводится коэффициент регламентированных перерывов ( ), а определение потребного количества рабочих мест
), а определение потребного количества рабочих мест
(оборудования), расчет и построение графиков работы линии и многостаночного обслуживания производится на основе оперативного времени ( .
.
Числовое значение рабочего такта непрерывно-поточной линии определяется по формуле 16:
|
= |
, |
(17) |
где |
– действительный фонд рабочего времени оборудования за год; |
||
|
– годовой объем выпуска деталей (шт.); |
|
|
|
– может быть принят равным 0,92 – 0,95; |
||
|
Расчетное количество рабочих мест |
по каждой операции определяется по |
|
формуле: |
|
|
|
|
|
, |
(18) |
Для базового варианта поточной линии, пока не решен окончательно вопрос о
ее виде (непрерывно-поточная, или прямоточная), определение расчетного числа
рабочих мест следует производить по |
штучному времени ( |
и среднему |
производственному такту ( (см. формулу (13) ) по формуле 19: |
|
|
, |
(19) |
|
Принятое количество рабочих мест ( |
равно расчетному, округленному до |
|
ближайшего большего целого числа. Коэффициент использования рабочих мест
( |
определяется отношением их расчетного количества ( к принятому: |
|
|
, |
(20) |
|
|
31 |
Определение расчетного (явочного) количества рабочих в одну смену производится по формуле 21:
|
, |
(21) |
|
где – расчетное количество рабочих мест; |
|
||
|
- норма обслуживания рабочих мест устанавливается их соотношения: |
|
|
|
, |
(22) |
|
где |
– оперативное время; |
|
|
|
– время занятости рабочего на одном рабочем месте, которое состоит из: |
– |
|
вспомогательного времени, |
– времени перехода многостаночника от станка к |
||
станку (в среднем скорость движения оператора принимается равной 1 м/сек), |
– |
||
времени активного наблюдения за работой станка (при отсутствии в задании данных
– 0,2 мин.).
Норма обслуживания рассчитывается только для тех операций, на которых в составе оперативного времени имеется машинно-автоматическое время работы
оборудования ( |
) и возможного многостаночное обслуживание. Для остальных |
|||
операций принимается |
= 1. Если при расчете |
< 1, следует принимать = 1. |
||
Принятое |
число |
рабочих |
определяется с четом многостаночного |
|
обслуживания и совмещения профессий.
Суммируя принятое количество рабочих по всем операциям поточной линии,
можно получить количество рабочих на линии в одну смену (явочное). Списочное
количество рабочих |
на поточной линии определяется по формуле 23. |
|
|
, |
(23) |
где h – количество смен работы оборудования;
– коэффициент, участвующих рабочих, отсутствующих по болезни,
находящихся в отпуске и т.п. Можно принимать  = 1.1;
= 1.1;
т – количество операций на поточной линии;
 – принятое количество рабочих на i-ой операции.
– принятое количество рабочих на i-ой операции.
32
При непрерывно-поточных линиях многостаночное обслуживание допустимо только на одной и той же, смежных операциях, причем:
 .
.
Коэффициент использования рабочих ( определяется отношением рабочего количества (
определяется отношением рабочего количества ( ) к принятому
) к принятому  . Результаты расчета количества рабочих мест и рабочих сводятся в таблицу (рис. 4). В таблице определяется ряд итоговых показателей, а затем рассчитывается списочное число производственных рабочих
. Результаты расчета количества рабочих мест и рабочих сводятся в таблицу (рис. 4). В таблице определяется ряд итоговых показателей, а затем рассчитывается списочное число производственных рабочих
(без контролеров, которые относятся к вспомогательным рабочим), используемое далее для определения зарплаты технико-экономических показателей.
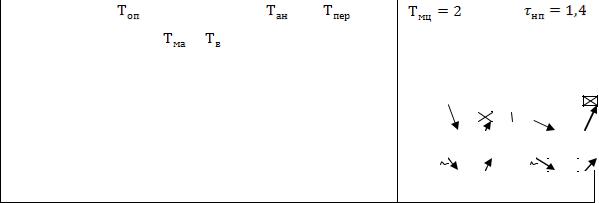
После заполнения таблицы по проектному варианту следует построить две циклограммы многостаночного обслуживания (на одной или нескольких операциях), а для остальных многостаночников рассчитать только длительность цикла, которая для непрерывно-поточной линии должна быть равна или кратна такту.
Для одновременной работы на нескольких станках необходимо, знать величину непрерывного машинного времени на станке, на котором выполняется наибольшей длительности, полностью перекрывая время, затраченное рабочими: а)
на ручные действия на других применяемых для обслуживания станках, б) на необходимую задержку у всех станков, в) на переходы от одного станка к другому.
Образец циклограммы дан ниже.
Опера- |
№ |
, |
В том числе |
, |
|
, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
ции |
стан |
мин |
|
|
мин |
|
|
мин |
|
||||||||||||||
, |
, |
мин |
|
|
|||||||||||||||||||
|
ков |
|
мин |
мин |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
1 |
1,3 |
1,1 |
0,2 |
0,2 |
|
0,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
3 |
0,7 |
0,6 |
0,1 |
|
|
0,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Занятость оператора |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Рисунок 4 – Циклограмма работы оператора к 1  мин/шт.
мин/шт.
33

Условные обозначения: |
|
|
|||
|
- оператор работает на станке. |
|
|
время активного |
|
|
|
- |
|||
|
|
|
|
|
|
|
- станок работает ( ). |
|
наблюдения. |
||
|
|
||||
|
- станок не работает. |
|
|
- время перехода. |
|
|
|
|
|||
|
|
||||
После расчетов по многостаночному |
обслуживанию и построения |
||||
циклограммы, необходимо построить схему планировки поточной линии и определить потребное количество производственной площади по базовому и проектному вариантам.
Схема планировки выполняется с учетом экономического использования производственных площадей, расположения рабочих мест по ходу технологического процесса, наиболее кратких (удобных) маршрутов рабочих-многостаночников и применения наиболее прогрессивных видов межоперационного транспорта. На схеме планировки в масштабе указывается: расположения технологического и транспортного оборудования (общепринятыми символами), номера операций,
рабочих мест, операторов, пунктиром обозначаются маршруты движения операторов в пределах обслуживаемых рабочих мест. Планировка выполняется
только для проектного варианта.
На непрерывно-поточной линии рассчитываются в основном три вида заделов:
технологический, транспортный и страховой. Расчет производится следующим
образом.
Технологический задел, находящийся непосредственно на рабочих местах в
процессе обработки (сборки, контроля), рассчитывается по формуле 24:
|
= |
, |
(24) |
где |
– технологический задел на линии (шт.); |
|
|
|
m – число технологический операций; |
|
|
|
|
34 |
|
 – принятое число рабочих мест на i-й операции;
– принятое число рабочих мест на i-й операции;
– число одновременно обрабатываемых (проверяемых) деталей на
рабочем месте (шт.).
Если детали передаются с операции на операцию транспортными партиями ( ) то
) то
|
= |
m . |
|
(25) |
|
Транспортный задел определяется в зависимости от вида транспорта. |
|||
|
При использовании непрерывного транспорта (конвейера,) и поштучной |
|||
передачи деталей транспортный задел определяется по формулам: |
||||
|
= m -1 |
или |
= |
(26) |
где |
– длина рабочей части конвейера определяется как произведение шага на |
|||
количество рабочих мест. |
|
|
|
|
|
= |
, |
|
(27) |
 – шаг конвейера, т.е. расстояния между осями двух деталей (или партий деталей),
– шаг конвейера, т.е. расстояния между осями двух деталей (или партий деталей),
расположенных на смежных рабочих местах. |
|
|
||||
|
При передаче деталей транспортными партиями величина задела будет равна. |
|||||
|
= |
(m – 1) |
или |
= |
, |
(28) |
где |
– количество деталей в транспортной партии. |
|
|
|||
|
На линии с пульсирующим конвейером обычно технологический задел |
|||||
одновременно является и транспортным. |
Страховой задел |
принимаются в |
||||
размере 10 – 15 % сменного выпуска. Он предназначается для обеспечения непрерывной работы линии в случае вынужденной остановки какой – либо операции. Страховой задел размещают после операций, которые работают нестабильно.
35
ПРИЛОЖЕНИЕ 2.2 ОРГАНИЗАЦИЯ ПРЕРЫВНО-ПОТОЧНОЙ (ПРЯМОТОЧНОЙ) ЛИНИИ
Расчет такта, количество рабочих мест и рабочих методически производится так же, как при организации непрерывно-поточной линии, но с учетом следующих особенностей.
Расчет количества рабочих мест по обоим вариантам производится по среднему такту  (см. (14) ), а для расчета и построения графика работы линии и циклограмм многостаночного обслуживания используется рабочий такт прямоточной линии (
(см. (14) ), а для расчета и построения графика работы линии и циклограмм многостаночного обслуживания используется рабочий такт прямоточной линии ( ), который определяется по формуле 29.
), который определяется по формуле 29.
, |
(29) |
где  – коэффициент, учитывающий удельный вес оперативного времени в штучном
– коэффициент, учитывающий удельный вес оперативного времени в штучном
, |
(30) |
|
m – количество операций. |
|
|
Определение расчетного количества рабочих мест производится не по |
, а |
|
по по формуле (19). |
|
|
Условные обозначения в этих формулах ( , |
, ) те же, что и формулах |
|
(17) и (18).
Многостаночное обслуживание и совмещение профессий на прямоточных линиях допускается не только на смежных, но и на несмежных операциях. Причем,
в первую очередь необходимо использовать возможность последовательного многостаночного обслуживания, когда на операциях обслуживаемых одним
36
рабочим  1. В этом случае рабочий-многостаночник вначале изготавливает партию деталей на одной операции, за затем то же самое делает на другой совмещаемой операции. Таким образом, за период обслуживания он полностью обслуживает все закрепленные за ним операции, совершая только один переход между ними.
1. В этом случае рабочий-многостаночник вначале изготавливает партию деталей на одной операции, за затем то же самое делает на другой совмещаемой операции. Таким образом, за период обслуживания он полностью обслуживает все закрепленные за ним операции, совершая только один переход между ними.
Если последовательное многостаночное обслуживание невозможно, т.е. в
любом случае  1, необходимо определить возможность параллельного многостаночного обслуживания, т.е. найти такие операции (рабочие места), для которых
1, необходимо определить возможность параллельного многостаночного обслуживания, т.е. найти такие операции (рабочие места), для которых  1.
1.
После этого определяется принятое количество рабочих с учетом всех возможностей многостаночного обслуживания. По результатам всех расчетов составляется таблица, рассчитываются ее итоговые данные (см. таблицу 6) и
определяется списочное количество производственных рабочих по формуле (23).
Для цифрового примера, приведенного в таблице 6, списочное число производственных рабочих будет равно:
 = 2
= 2
принимается  = 7 чел. Для этого количества рабочих в экономической части работы рассчитываются затраты на заработную плану, сумма среднемесячной заработной платы и производительность труда.
= 7 чел. Для этого количества рабочих в экономической части работы рассчитываются затраты на заработную плану, сумма среднемесячной заработной платы и производительность труда.
После составления итоговой таблицы рассчитываются продолжительности циклов многостаночного обслуживания и строятся 2 циклограммы для наиболее сложных случаев.
Длительность цикла многостаночного обслуживания ( обычно определяется по оперативному времени на максимальной (по продолжительности)
обычно определяется по оперативному времени на максимальной (по продолжительности)
на совмещаемых операций  или по времени занятности оператора
или по времени занятности оператора  за время
за время
 , если
, если  , где
, где
37

(31)
(обозначения смотри на формулу 22).
Для обеспечения рациональной работы прямоточной линии необходимо выбрать период обслуживания (оборота) ( ), который необходим для рациональной организации работы прямоточной линии. Период обслуживания представляет собой укрупненный ритм поточной линии, в течение которого на каждой операции полностью обрабатывается доставляемая на линию партия деталей
), который необходим для рациональной организации работы прямоточной линии. Период обслуживания представляет собой укрупненный ритм поточной линии, в течение которого на каждой операции полностью обрабатывается доставляемая на линию партия деталей
( , организуется работа многостаночников, создаются и расходуются оборотные заделы между операциями различной продолжительности.
, организуется работа многостаночников, создаются и расходуются оборотные заделы между операциями различной продолжительности.
При увеличении периода обслуживания возрастает время непрерывной работы рабочих мест, но одновременно увеличивается разность заделов. Поэтому необходимо выбирать оптимальную величину периода обслуживания. Для нетрудоемких деталей можно принимать  = 1
= 1  часа; для трудоемких –
часа; для трудоемких –  = 0,5
= 0,5  1 смена. За этот период времени на каждой операции будет обработана партия деталей (
1 смена. За этот период времени на каждой операции будет обработана партия деталей ( ,
,
(32)
Однако, передачу деталей с операции на операцию целыми партиями  не всегда целесообразно из-за больших заделов. Поэтому передачу крупных и средних деталей следует осуществлять поштучно или небольшими партиями, которые обеспечивали бы одновременную загрузку рабочих мест на наиболее продолжительной операции.
не всегда целесообразно из-за больших заделов. Поэтому передачу крупных и средних деталей следует осуществлять поштучно или небольшими партиями, которые обеспечивали бы одновременную загрузку рабочих мест на наиболее продолжительной операции.
После выбора периода обслуживания необходимо рассчитывать и построить график (стандарт-план) работы линии, совмещенный с эпюрами оборотных заделов,
который является основным документом, регламентирующим работу прямоточной линии.
38
Для построения графика необходимо предварительно рассчитать работы
рабочих мест на каждой операции за период обслуживания ( по формуле 33:
по формуле 33:
 =
=  , (33)
, (33)
где  – оперативное время на i-й операции;
– оперативное время на i-й операции;
 – см. формулу 32;
– см. формулу 32;
 – принятое количество рабочих мест на i-й операции.
– принятое количество рабочих мест на i-й операции.
При параллельном многостаночном обслуживании двух и более операций
(рабочих мест) длительность работы оборудования на этих операциях за период обслуживания определяется следующим образом:
|
, |
(34) |
где |
– длительность цикла многостаночного обслуживания; |
|
|
– количество деталей, обрабатываемых за время |
на данной операции. |
Рассчитать продолжительность работы каждого рабочего места и нанести на график прямоточной линии (см. рис. 4).
Для станков, обслуживаемых параллельно одним рабочим, длина линии на графике должна быть одинаковой. Однако если  линии на графике
линии на графике
должны быть нанесены пунктиром, т.к. здесь будут иметь место микропаузы в работе оборудования (см. рис. 3). Расчет заделов на прямоточной линии
(технологического, транспортного, страхового) производится так же, как и на непрерывно-поточной лини. Кроме этих трех линейного задела на прямоточных линиях создается оборотный задел, который периодически накапливается или расходуется, вследствие различной производительности смежных рабочих мест.
39
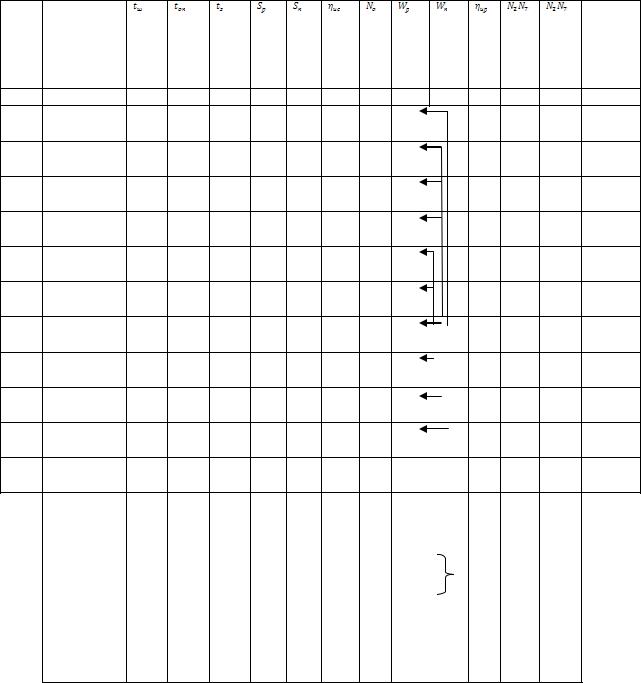
Таблица 6 – Расчет количества рабочих мест и рабочих на прямоточной линии. |
||||||||||||||
N |
Наименование |
|
|
|
|
|
|
|
|
|
|
|
|
Порядок |
опе- |
операции |
(мин.) |
(мин.) |
(мин.) |
(шт.) |
(шт.) |
(ряд |
|
(чел.) |
(чел.) |
|
раборабоч. обслуж. |
||
рации |
|
|
|
|
|
|
мест) |
|
|
|
|
чих |
мест |
станков и |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
совершен. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
операций |
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
1 |
Фрезерно- |
1,1 |
1,04 |
0,4 |
0,49 |
1 |
0,49 |
2,6 |
0,19 |
|
0,47 |
1 |
1 |
Z операц. |
|
центровальная. |
|
|
|
|
|
|
|
1 |
|
|
|
|
1,10 |
2 |
Токарная. |
1,62 |
1,54 |
0,59 |
0,72 |
1 |
0,72 |
2,61 |
0,28 |
|
0,97 |
2 |
2 |
// операц. |
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
2,3,4,7 |
3 |
Токарная. |
1,76 |
1,66 |
0,59 |
0,78 |
1 |
0,78 |
2,81 |
0,28 |
|
|
2 |
3 |
// операц. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2,3,4,7 |
4 |
Фрезерная. |
1,68 |
1,6 |
0,42 |
0,75 |
1 |
0,75 |
3,82 |
0,2 |
|
|
2 |
4 |
// операц. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2,3,4,7 |
5 |
Токарная. |
5,38 |
5,05 |
0,7 |
2,38 |
3 |
0,79 |
7,1 |
0,33 |
|
0,94 |
3 |
5,6,7 |
// операц. |
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
5,6,8,9 |
6 |
Токарная. |
2,22 |
2,12 |
0,3 |
0,99 |
1 |
0,99 |
7,07 |
0,14 |
|
|
3 |
8 |
// операц. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5,6,8,9 |
7 |
Шлифовальная. |
1,31 |
1,17 |
0,42 |
0,58 |
1 |
0,58 |
2,79 |
0,21 |
|
|
2 |
9 |
// операц. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2,3,4,7 |
8 |
Шлифовальная. |
1,79 |
1,61 |
0,51 |
0,8 |
1 |
0,8 |
3,16 |
0,25 |
|
|
3 |
10 |
// операц. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5,6,8,9 |
9 |
Резьболифо- |
1,47 |
1,34 |
0,44 |
0,65 |
1 |
0,65 |
3,0 |
0,22 |
|
|
3 |
11 |
// операц. |
|
вальная. |
|
|
|
|
|
|
|
|
|
|
|
|
5,6,8,9 |
10 |
Слесарная. |
0,63 |
0,48 |
0,58 |
0,28 |
1 |
0,28 |
1 |
0,28 |
|
|
1 |
12 |
Z операц. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,10 |
11 |
Контрольная. |
2,18 |
2,0 |
2,0 |
0,97 |
1 |
0,97 |
1 |
0,97 |
|
0,97 |
4 |
13 |
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
Итого: по всем |
21,14 |
|
|
|
13 |
0,6 |
|
|
|
0,91 |
|
|
|
|
операциям в |
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
т.ч. а) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
станочным |
18,23 |
|
|
|
2 |
0,59 |
|
|
|
0,89 |
|
|
|
|
(машинным) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
б) слесарным |
0,63 |
|
|
|
1 |
0,28 |
|
3 |
|
|
|
|
|
|
(ручным) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
в) по контроль- |
2,18 |
|
|
|
1 |
0,97 |
|
|
|
0,97 |
|
|
|
|
ным. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
Условные обозначения. |
|
|
|
|
|
|
|
|
|
|
|||
Z – последовательное обслуживание рабочих мест;
// - параллельное обслуживание рабочих мест.
40