

5.6 Лупа лп-16-8
Лупа просмотровая ЛП-16-8 является оптическим прибором и предназначена для рассматривания и измерения мелких элементов рисунка(деньги, ценные бумаги, марки).
Комплектность: лупа ЛП-16-8-8х, этикетка, футляр, упаковка.
6Лабораторная работа №6: “контроль проникающими веществами”
Капиллярный метод контроля (КМК) основан на капиллярном проникновении индикаторных жидкостей в полость несплошностей материала объекта контроля и регистрации образующихся индикаторных следов визуально или с помощью преобразователя. Метод позволяет обнаруживать поверхностные (т.е. выходящие на поверхность) и сквозные (т.е. соединяющие противоположные поверхности стенки ОК.) дефекты, которые могут быть обнаружены также при визуальном контроле. Такой контроль, однако, требует больших затрат времени, особенно при выявлении слабораскрытых дефектов, когда выполняют тщательный осмотр поверхности с применением средств увеличения. Преимущество КМК в многократном ускорении процесса контроля
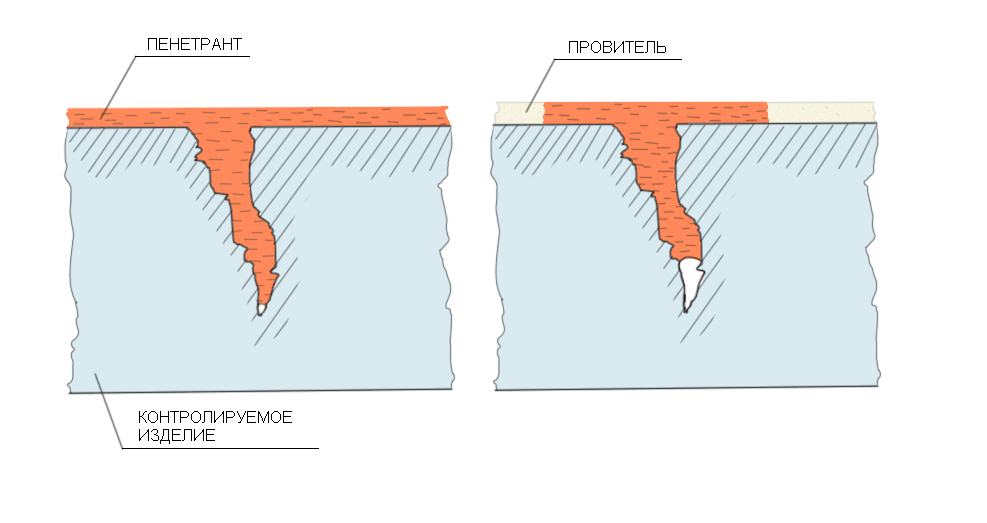
Рисунок 12 – Нанесение и проявление пенетранта
Основная документация, которой необходимо руководствоваться при проведении КНК:
– ГОСТ 24522-80 «Контроль неразрушающий капиллярный. Термины и определения»;
– ISO 3879-77 «Сварные соединения. Рекомендуемые методы контроля трещин».
Нормативной базой системы госнадзора являются государственные и международные стандарты:
– нормы качества изделий;
– методы контроля и методики проведения;
– методы и средства поверки СКНК;
– общие технические требования (например ГОСТ 12977-84 «Методы испытаний. Общие технические требования.»).
Технологический процесс КНК:
1) подготовка объекта к контролю (контролируемая поверхность);
2) сушка изделия до полного удаления растворов или очищающих составов;
3) подготовка дефектоскопических материалов (ДМ) и проверка их качества;
4) обработка контрольного образца дефектоскопическими материалами:
– нанесение на контролируемую поверхность пенетранта;
– удаление избытка пенетранта;
– удаление очистителя с поверхности;
– сушка поверхности контролируемого образца;
– нанесение на поверхность проявителя;
5) проявление дефектов под действием пенетрантов;
6) осмотр и обнаружение дефектов видимым или длинноволновым ультрафиолетовым излучением;
7) расшифровка и анализ результатов контроля;
8) подготовка поверхности к эксплуатации.
Технологические режимы операции (продолжительность контроля, температуру контроля, давление в зоне контроля, интенсивность внешних физических воздействий) устанавливают в зависимости от следующих факторов:
– требующийся класс чувствительности;
– используемый набор дефектоскопических материалов;
– особенности контролируемого объекта (КО);
– тип искомых дефектов;
– тип аппаратуры контроля;
– условия контроля.
6.1 Подготовка поверхности к контролю (очистка)
Подготовка проводится:
– для исключения перекрытия загрязнениями полости дефекта;
– для предотвращения снижения интенсивности окраски и люминесценции;
– для предотвращения ухудшения смачиваемости КО.
Производится очистка от:
– лакокрасочных покрытий;
– ржавчины;
– окалины;
– рыхлых оксидных пленок;
– масел;
– смазки;
– шлифованных пластов эмульсии;
– очищающих составов.
Способ подготовки поверхности выбирают в зависимости от материала поверхности, вида загрязнений и покрытий, предшествующих способов обработки поверхности.