

Характеристика оборудования
АЛ «Supra-1» поз. 23-01/1 и 32-01/2 предназначена для изготовления мягких желатиновых капсул различной формы и цвета, с высокой точностью дозирования различными наполнителями.
Синхронизированная работа противоположно вращающихся пресс-форм и дозирующего насоса, подающего по трубчатой системе наполнитель в подогреваемый инжекционный сегмент клина (далее по тексту – клин), обеспечивает впрыск (инжекцию) наполнителя в капсулы, формирующиеся из двух проходящих между пресс-формами желатиновых лент. Завершается процесс изготовления капсул их вырубкой (при полном смыкании ячеек пресс-форм), извлечением из желатиновой сетки и транспортировкой с помощью конвейера в барабанную сушилку для осуществления предварительной сушки.
АЛ состоит из следующих частей:
инкапсуляционной машины модели «Supra-1»;
блока водяного охлаждения;
конвейера ленточного;
стойки управления(панели управления);
барабанной сушилки, модели 522 А.
На рисунке 1 представлен основной вид АЛ инкапсуляции МЖК:
1 – машина инкапсуляции «Supra– 1»;
2 – конвейер ленточный;
3 –сушилка;
4 – сушильный барабан.
4
4 3 2
11
1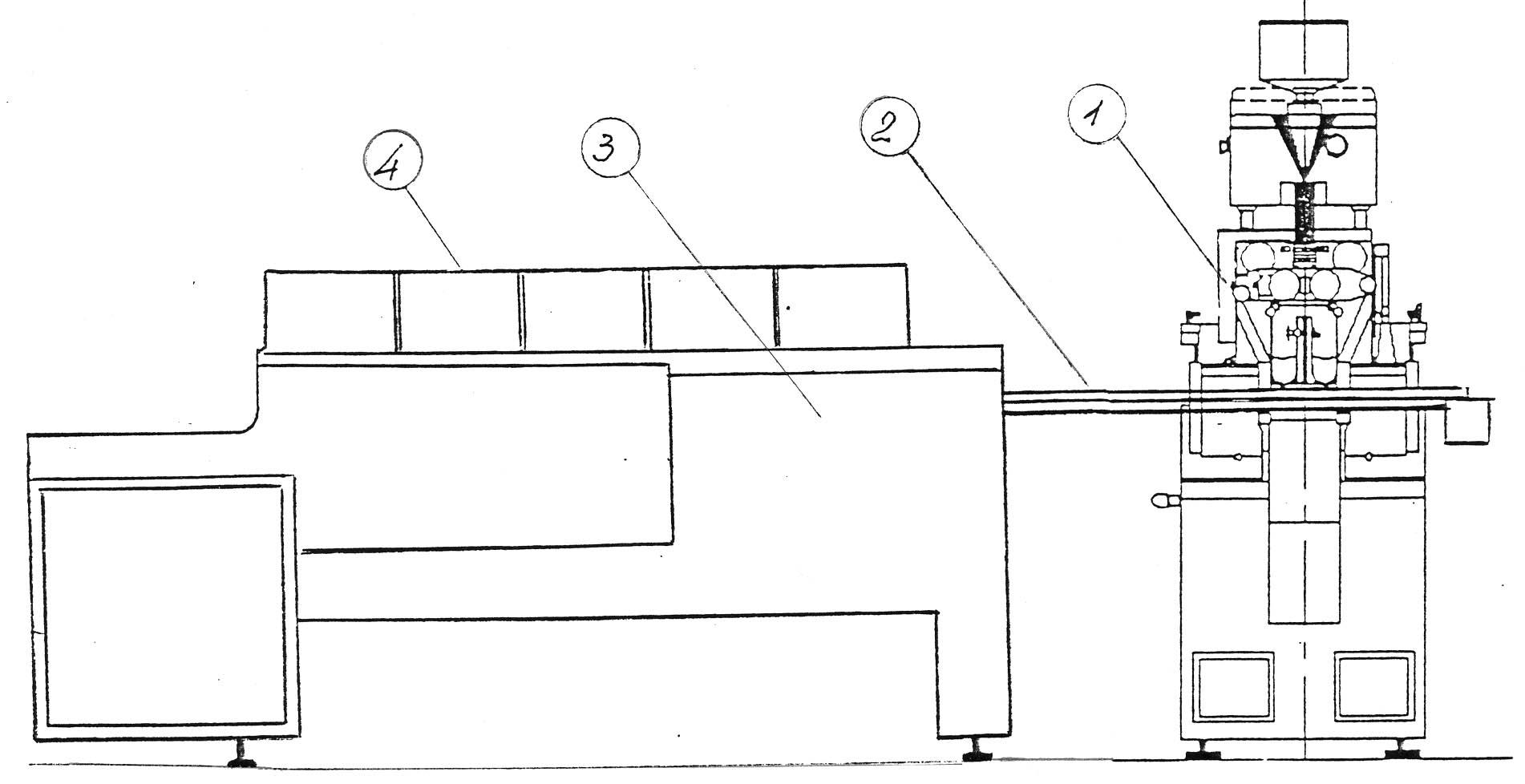



















Рисунок 1
5.1.1 Техническая характеристика ал:
рабочая скорость пресс-форм, об/мин от 2,5 до 3,5
электропитание
– напряжение, В 380 (3ф+1н)
– частота, Гц 50
установленная мощность, кВт 4,2
давление захоложенной воды, МПа (бар) 0,4÷0,6 (4÷6)
температура захоложенной воды, ° С не менее 17
давление сжатого воздуха, МПа (фунтов/дюйм2) 0, 56÷0,7 (80-100)
производительность АЛ для разного типа пресс-форм
при скорости их вращения 3,5 об/мин приведена
в приложении 4.
Технические характеристики составных частей линии:
1) инкапсуляционная машина модели «Supra1»
длина, мм 864
ширина, мм 686
высота, мм 1829
масса, кг 910
2) блок водяного охлаждения воздуха
длина ,мм 1000
ширина, мм 670
высота 640
3) конвейер
длина, мм 1524
ширина, мм 190
высота, мм 240
4) стойка управления
длина, мм 530
ширина, мм 610
высота, мм 1350
5) барабанная сушилка, модель 522 А
длина, мм 2356
ширина, мм 1094
высота, мм 1314
количество секций, шт. 5
номинальная загрузка, кг 12 – 13
максимальная загрузка, кг 15
На рисунке 2 изображена машина инкапсуляции «Supra– 1».
– узел подачи наполнителя;
– трубка возврата наполнителя;
– трубки подачи наполнителя в «клин»;
– резервуар с маслом (для смазки роликов);
− подающие ролики (для подачи желатиновой ленты);
– клин;
– ручка регулятора подачи давления на пресс – форму;
– поперечина;
– узел извлечения капсул;
– лотки;
– узел направляющих роликов;
– станина;
– смотровое стекло для определения уровня смазочного масла;
– индикатор;
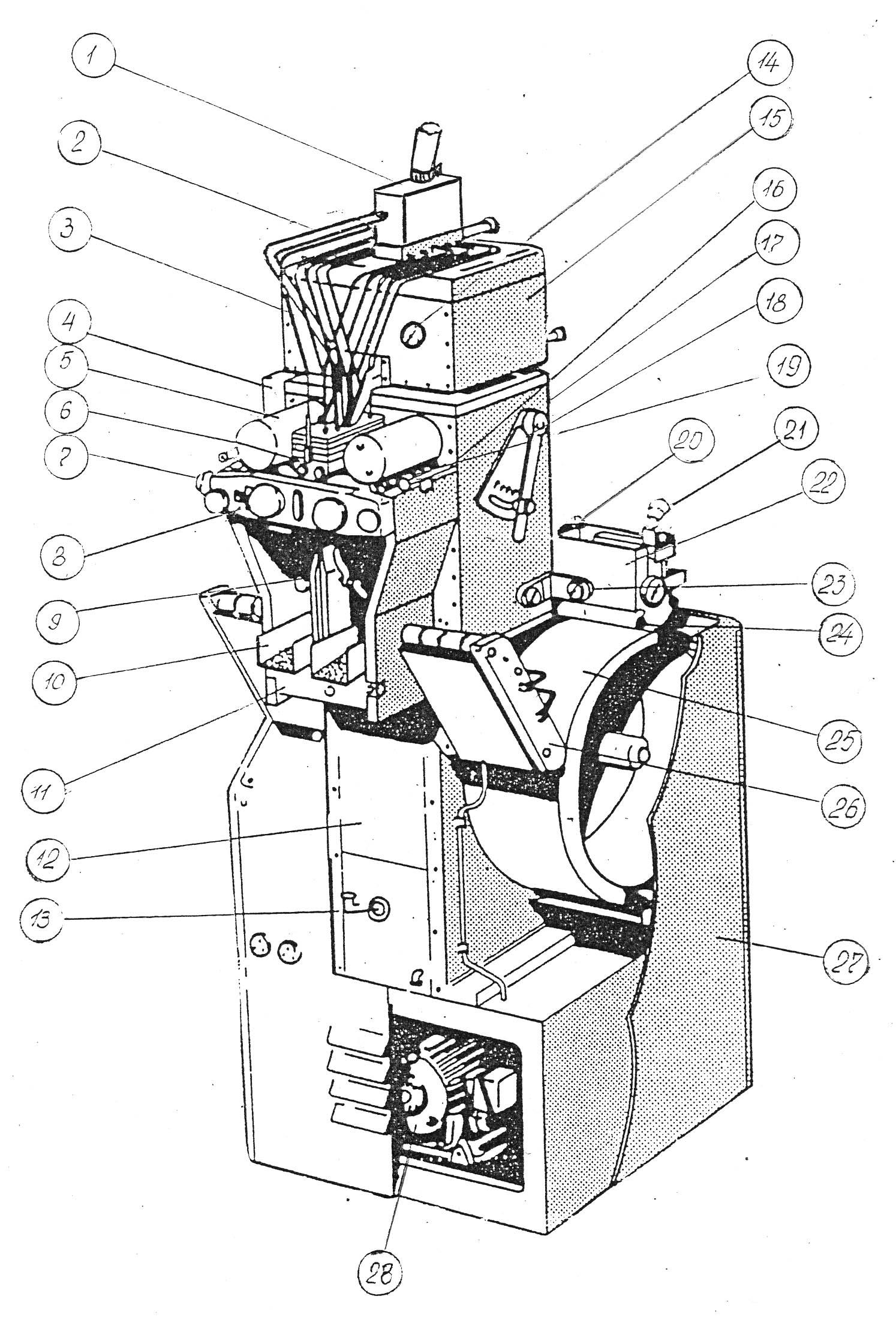
Рисунок 2
– корпус дозирующего насоса;
– направляющие стержни желатиновой ленты;
– устройство согласования пресс-форм;
− ручка подъема насоса;
– пресс – форма;
– винты, регулирующие высоту ворот относительно поверхности барабана;
– патрубок для подключения шланга подачи желатиновой массы;
– распределительные коробки;
– кронштейн с крепежным винтом;
– пальчиковые нагреватели распределительной коробки;
− формовочный барабан;
– узел смазочных роликов;
– наружный корпус барабана;
– двигатель основного привода.
Станина 12 (рис. 2) представляет собой раму, на которой крепятся двигатель, система смазки машины, резервуар с маслом, система смазки ленты, направляющие ролики и лоток для капсул.
Дозирующий насос 15 имеет 10 плунжеров, что позволяет максимально наполнить 10 рядов капсул в пресс-форме. Диаметр плунжера – 11,1 мм (7/16 дюйма).
Клин предназначен для впрыска наполнителя в капсулу. Клин оснащен пальчиковыми нагревателями, для разогрева желатиновой ленты и, после вырубки – герметизацию половинок капсул.
Внимание!Чтобы не повредить тефлоновую поверхность, нельзя опускать клин на пресс-формы, если на пресс-формы не подается желатиновая лента!
Формовочные барабаны 25 расположены по обеим сторонам машины, подключены к блоку водяного охлаждения. Каждый барабан формирует одну желатиновую ленту. Чтобы не повредить их поверхность, запрещается прикасаться к барабанам металлическими предметами, а также избегать падения их на барабаны!
Распределительные коробки 22 установлены на формовочных барабанах. Необходимо устанавливать и снимать распределительные коробки только при выключенной машине!Распределительная коробка состоит из корпуса, свободно передви-гающегося поплавка, ворот, крепежной пружины и ручки регулировки винта. Каждая распределительная коробка оснащена двумя пальчиковыми нагревательными элементами. Регулировкой ворот с высокой точностью устанавливается толщина желатиновой ленты.Необходимо осторожно обращаться с распределительными коробками, избегать ударов и падения, во избежание их повреждения!
С двух сторон машины находятся узлы смазки 26, каждый из которых содержит два ролика, покрытых пористым фторопластом, который пропитывается маслом, поступающим на ролики с помощью поршневого насоса, и распределяет его по поверхности желатиновой ленты. В качестве смазки используется масло Миглиол, TrigliceridesMedium-Chain, с добавлением 1 – 2 % лецитина.
В комплект пресс-форм входит правая и левая пресс-форма. Чтобы не повредить их поверхности, нужно обращаться с ними с большой осторожностью!
Узел извлечения капсул 9 (см. рис 2), оставшихся в сетке после вырубки, состоит из приводного вала, извлекающих роликов, щеток и рычага выбора направления движения извлекателей. Извлеченные капсулы попадают на лотки 10, расположенные под углом к ленте конвейера и скатываются на ленточный конвейер, соединенный с сушильной установкой.
Узел направляющих роликов 11 располагается под лотком 10. Находящиеся под давлением ролики предназначены для захватывания желатиновой сетки и проталкивания ее в контейнер для отходов.