

Додаткова_література / Додаткова література / tsp
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Санкт-Петербургский институт машиностроения (ВТУЗ-ЛМЗ)
______________________________________________________
Кафедра «Оборудование технология сварочного производства»
ТЕОРИЯ СВАРОЧНЫХ ПРОЦЕССОВ
Конспект лекций
Для студентов специальности 12.05.00
Санкт-Петербург
2006
Теория сварочных процессов. Конспект лекций для студентов специальности 12.05.00 – «Оборудование и технология сварочного производства».- СПб.: ПИМаш, 2006. с.
Конспект составлен на основе курса лекций, читаемых студентам специальности 12.05.00 в ПИМаше. В конспекте освещены вопросы физической сущности процесса сварки, даны классификация и описание основных способов сварки, рассмотрены сварочные источники тепла, процессы нагрева и распространения тепла в условиях сварки, металлургические процессы при сварке, вопросы кристаллизации и технологической прочности, основные закономерности формирования структуры и свойств сварных соединений, а также вопросы
технологической свариваемости металлов и принципы выбора способа и режимов сварки для изготовления различных сварных конструкций.
Составитель – к.т.н. Н.Г.Кобецкой
Научный редактор – к.т.н. К.А.Синяков
Рецензент
Редактор
2
ВВЕДЕНИЕ
Родоначальником всех современных способов сварки является древний способ кузнечно-горновой сварки.
Сварог – так назывался славянский бог – кузнец, бог металлургии. Сварожичем называли огонь, считая его сыном Сварога.
Найденные в раскопках инструменты, оружие и др. 1 – 2 вв. до нашей эры, так и позднейших времен – Киевской Руси, показывают, что кузнечно-горновая
сварка в древности была единственной технологией изготовления всех изделий из железа. При этом все инструменты и оружие из железа делались только сварными.
В1802 г. русский физик и электротехник В.В. Петров открыл явление электрической дуги.
В1882 г. русским изобретателем Н.Н. Бенардосом электрическая дуга была применена для целей сварки с использованием угольного электрода.
В1888 г. русский инженер Н.Г. Славянов предложил выполнять электродуговую сварку металлическим электродом.
Начиная с 1935 г. широкое применение получили электроды качественными покрытиями, позволившие применять сварку в производстве ответственных конструкций.
С 1940 началось интенсивное развитие и внедрение в производство автоматической сварки под флюсом. Заслуга в создании этого процесса принадлежит акад. Е.О. Патону и созданному им Институту Электросварки (ИЭС). В том направлении работали также ЦНИИТМАШ, МВТУ, з-д «Электрик» и др.
Большой вклад в развитие мировой сварочной науки внесли наши ученые и инженеры. Выполнены фундаментальные работы в области сварочных напряжений и деформаций, теории источников теплоты и источников тока, металлургических процессов. В нашей стране было открыто явление саморегулирования дуги, электрошлаковой сварки (Г.В. Волошкевич, Б.Е. Патон, и др.) автоматической сварки плавящимся электродом в углекислом газе (К.В. Любавский, Н.М. Новожилов и др.).
Лазер также был изобретен также в нашей стране (Басов, Прохоров).
РАЗДЕЛ 1. ФИЗИЧЕСКИЕ ОСНОВЫ И КЛАССИФИКАЦИЯ ПРОЦЕССОВ СВАРКИ
1.1Физические основы процесса сварки металлов
Монолитность сварных соединений твердых тел обеспечивается появлением атомно-молекулярных связей между элементарными частицами соединяемых веществ. Твердое тело представляет собой комплекс атомов, находящихся во взаимодействии. Тип связи атомов и характер их взаимного расположения определяют физико-химические и прочностные свойства твердого тела.
Связь атомов возникает в результате движения электронов внешних (валентных) оболочек атома в поле между ядрами. Каждый из этих электронов,
3
проникая, например, в поле двух ядер, принадлежит уже обоим атомам. Силы по своей природе являются электромагнитными и действуют на расстоянии порядка 10-8 см = 1 А.
Различают четыре вида элементарных связей: ковалентную, ионную, межмолекулярную (Ван-дер-Ваальса) и металлическую.
Ковалентную химическую связь называют еще валентной, атомной, обменной связью. Она образовывается взаимодействием или «спариванием» валентных электронов. Сильная ковалентная связь с энергией порядка 105 Дж/моль определяет высокую температуру плавления и прочность кристаллов. Этой связью обусловлены структуры так называемых атомных кристаллов – алмаза, кремния, германия и др.
Ионная или гетерополярная связь типична для молекул и кристаллов, образованных из разных ионов (анионов и катионов). Образование положительного катиона – результат ионизации атома. Мерой прочности связи электрона в атоме может служить потенциал ионизации атома. Типичный представитель ионных кристаллов – соль NaCl.
Силы Ван-дер-Ваальса действуют между любыми атомами и молекулами, но они очень малы (порядка 103 Дж/моль). Поэтому молекулярные кристаллы, обусловленные этими силами (твердые инертные газы, молекулы кислорода, азота и др.), отличаются весьма низкой температурой плавления (He – 1,8; Ar – 400K).
Металлические связи образуют структуры путем взаимодействия положительных ионов решетки и делокализованных, обобществленных электронов. Они по существу не относятся к химическим. Металлы обычно не имеют молекулярного строения, а их атомы соединяются в кристаллические образования. Этот вид связи и обуславливает высокую прочность, пластичность и электропроводность металлов. Энергия связи – около 105 Дж/моль.
Металлическая связь по своей природе имеет значительное сходство с ковалентной связью. В обоих случаях электронные орбиты сливаются, но в металле происходит обобщение не отдельных, а всех электронных орбит.
Кристаллическая структура металла характеризуется решетками объемно — или гранецентрированного куба, или гексагональной плотноупакованной.
Реальные металлы являются поликристаллическими, состоящими из множества отдельных кристаллов, взаимосвязанных в общее монолитное целое. Периферийные части отдельных кристаллов зерен металла сопрягаются с соседними, образуя межзеренные, межкристаллические границы. Несовершенства кристаллического строения межкристаллических границ больше, чем внутри кристаллов, в связи с нарушениями порядка расположения узлов решеток и большим количеством атомов инородных веществ – примесей и пр.
Физические свойства поликристаллического тела (металла), в частности и его прочность, зависят от соотношений свойств зерен и межзеренных границ; они зависят также от крупно — или мелкозернистости металла, что определяет преобладающее действие внутрикристаллических или межкристаллических свойств.
Для всех частиц тела, кроме находящихся на поверхности, силы сцепления использованы и взаимоуравновешены. Атомы или молекулы вещества, расположенные на поверхности, имеют свободные связи и могут присоединять к себе другие молекулы и атомы, в частности адсорбировать на поверхности различные
4
газы или вступать в связь с поверхностными атомами другого твердого или жидкого тела.
Для соединения двух твердых тел с получением общего монолитного тела необходимо установить между их поверхностными атомами непосредственную связь или каждую из них соединить с промежуточной связкой. Для того чтобы установить связь между поверхностными атомами двух тел без промежуточной связки, необходимо их сблизить на расстояния, сопоставимые с параметром кристаллической решетки, т.е. (3 – 5)*10-8 см.
Однако одного сближения недостаточно. Для соединения поверхностей требуется затрата энергии. Внутри кристалла каждый атом удерживается симметрично направленными силами связи. На свободной поверхности кристалла атом неуравновешен вследствие отсутствия связи с одной стороны (вакуум). Это вызывает повышение энергии поверхностного слоя кристалла. Если для перемещения внутри тела атому необходима энергия Е0, то для выхода в окружающую среду – Еп, причем Еп>Е0. Поэтому для соединения двух монокристаллов в один требуется извне деформационная или тепловая энергия.
Внешняя энергия деформации будет затрачиваться на преодоление сил отталкивания, возникающими между сближаемыми поверхностными атомами. Когда
расстояния между ними будут равны межатомным расстояниям в решетке кристаллов, возникают квантовые процессы взаимодействия электронных оболочек
атомов
Тепловая энергия, сообщенная поверхностным атомам при повышении температуры, увеличивает вероятность развития квантовых процессов электронного взаимодействия в соединении.
Опытный материал и теоретический анализ показывают, что сварку и пайку можно отнести к классу так называемых топохимических реакций, которые
отличаются двухстадийностью процесса образования прочных связей между атомами соединяемых веществ: а) развитие физического контакта (сближение на расстояние, требуемое для установления взаимодействия); б) энергетическое взаимодействие, заканчивающееся образованием соединения.
Практически получение монолитных соединений осложняется двумя факторами:
Свариваемые поверхности имеют микронеровности (даже при самой тщательной обработке), измеряемые тысячами ангстрем.
Свариваемые поверхности имеют загрязнения.
Для качественного соединения материалов необходимо обеспечить контакт по большей части стыкуемой поверхности и активировать ее.
Активация поверхности заключается в том, что поверхностным атомам твердого тела сообщается некоторая энергия, необходимая:
Для обрыва связей между атомами тела и атомами внешней среды, насыщающими их свободные связи;
Для повышения энергии поверхностных атомов до уровня энергетического барьера схватывания, т.е. для перевода их в активное состояние.
Такая энергия активации может в лучшем случае сообщаться в виде теплоты (термическая активация), упруго-пластической деформации (механическая
5
активация), электронного, ионного и других видов облучения (радиационная активация).
Сварка в жидкой и твердой фазах. При сварке в жидкой фазе (сварка плавлением) сближение атомов твердых тел осуществляется за счет смачивания поверхностей тел жидким материалом (расплавом), а активация поверхности твердого материала – путем сообщения ее частицам тепловой энергии. Жидкий
материал растекается по поверхности твердого тела и обеспечивает соприкосновение и прилипание (или адгезию) его молекул и поверхностного слоя твердых тел.
При затвердевании расплавленного материала слабые адгезионные связи заменяются прочными химическими связями, соответствующими природе соединяемых материалов и их типу кристаллической решетки. При сварке в жидкой
фазе вводимая тепловая энергия должна обеспечить расплавление основного и присадочного материалов, оплавление стыка, нагрев кромок и т.д. При этом
происходит усиленная диффузия компонентов в расплавленном и твердом материалах, их взаимное растворение.
При сварке плавлением обе стадии процесса соединения – физический адгезионный контакт и химическое взаимодействие, сопровождаемое диффузией, протекают достаточно быстро.
При сварке в твердом состоянии сближение атомов и активация поверхностей достигаются за счет совместной упруго-пластической деформации соединяемых материалов в контакте, часто с дополнительным нагревом.
Длительность стадий образования физического контакта а) и химического взаимодействия б) здесь существенно больше чем при сварке плавлением.
Сварка – это технологический процесс получения монолитных неразъемных соединений посредством установления внутренних межчастичных (межатомных, межмолекулярных) связей, при их местном или общем нагреве или пластическом деформировании или совместном действии того и другого. Сварные соединения металлов характеризуются непрерывной структурной связью.
Пайка и склеивание. Пайкой называют процесс соединения материалов без их расплавления, с помощью припоя. Температуру плавления припоя ниже, чем у соединяемых материалах. Образование межатомной связи при пайке происходит в процессе смачивания припоем поверхности соединяемых деталей. Смачивание и
связь твердого тела с жидкостью может определяться электростатическими силами Ван-дер-Ваальса и силами химического взаимодействия.
Для осуществления химического смачивания при пайке необходим нагрев деталей, расплавление припоя, а также активация поверхностей. Последняя достигается нагревом в вакууме, в специальных средах или обработкой поверхности флюсом.
Склеивание может происходить практически без введения энергии в место соединения благодаря силам адгезии (прилипания) между жидким клеем и молекулами поверхностных слоев твердого тела и химическим реакциям.
Способность клея соединять изделия объясняется также силами остаточного химического сродства между находящимися на поверхности молекулами клея и склеиваемого материала. Эти силы примерно в 10 – 100 раз меньше основных сил химической связи в простых молекулах.
6
1.2 Классификация видов сварки.
По используемой энергии виды сварки можно разделить на следующие группы: механическая, химическая, электрическая, электромеханическая, химико- механическая.
Примерами применения механической энергии для сварки являются холодная сварка, сварка взрывом сварка трением.
Виды сварки, использующие химическую энергию, характеризуются нагревом металла посредством превращения химической энергии в тепловую. Примером такого использования химической энергии является газовая сварка плавлением.
Электрические виды сварки основаны на превращении электрической энергии в тепловую. Это превращение осуществляется при использовании дуги, выделении тепла при протекании тока через шлаки, посредством превращения в тепло кинетической энергии пучка электронов, индуктированием тока различных частот.
Электромеханические виды сварки основаны на нагреве металла путем превращения электрической энергии в тепловую с последующим пластическим деформированием нагретого металла путем сдавливания.
Химико-механические виды сварки известны давно. Путем превращения
химической энергии в тепловую металл нагревается до пластического состояния и далее подвергается пластическому деформированию. Примером может служить кузнечная, газопрессовая сварка и др.
По состоянию в сварочной зоне в момент сварки все ее виды разделяются на сварку давлением и сварку плавлением.
Сварка давлением обычно осуществляется при температурах ниже Тпл свариваемых металлов, и их сваривание происходит в твердом состоянии посредством приложения давления, достаточного для создания необходимой пластической деформации.
Сварка давлением имеет определенные преимущества перед сваркой плавлением: ниже температура нагрева, т.е. металл подвергается меньшему тепловому воздействию, которое может быть вредным для его свойств; более низкий нагрев позволяет затрачивать меньше энергии на сварочную операцию.
Однако некоторые факторы ограничивают широкое применение сварки давлением. К ним относятся необходимость применения больших сдавливающих сил
и соответственно довольно сложных приспособлений для зажатия и сдавливания свариваемых деталей, а также необходимость обеспечения чистоты поверхностей в момент их сваривания.
Сварка плавлением осуществляется с местным расплавлением свариваемых частей. В сравнении со сваркой давлением она обладает рядом преимуществ, из которых основным является большая универсальность.
Для ее выполнения требуется только достаточно мощный источник тепла, обеспечивающий локальное (местное) расплавление; в случае подвижного источника тепла расплавление происходит от участка к участку. Таким образом, общее
увеличение сечения свариваемых элементов не влечет за собой необходимости создания громоздких сварочных машин.
7

Если при сварке давлением в большинстве случаев для выполнения сварочных операций изделие должно подаваться к машине, то при сварке плавлением обычно источник тепла подается к изделию, что позволяет изготавливать весьма крупногабаритные сварные конструкции.
Однако расплавление металла при сварке плавлением неизбежно сопровождается усилением взаимодействия жидкого металла с окружающей средой, приводя к ряду реакций, характерных для металлургических процессов при производстве металлов. В ряде случаев эти реакции могут значительно ухудшить свойства закристаллизовавшегося при сварке металла. В целях регулирования
металлургических процессов при сварке в желаемом направлении применяют флюсы, газовую защиту места сварки.
Основные виды сварки металлов при их классификации по технологическому признаку приведены в табл. 1.
Сварка металлов
|
Сварка плавлением |
|
Сварка давлением |
|
Термитная сварка |
|
Холодная сварка |
|
Газовая сварка |
|
Ультразвуковая сварка |
|
Электрошлаковая сварка |
|
Газопрессовая сварка |
|
Электроннолучевая сварка |
|
Индукционная сварка |
|
|
|
Диффузионная |
|
|
|
Сварка взрывом |
|
Электродуговая сварка |
|
Контактная сварка |
∙ сварка в защитных газах; |
∙ |
стыковая сварка |
|
∙ |
сварка под флюсом |
∙ |
точечная сварка |
∙ |
сварка плавящимся электродом |
∙ |
шовная сварка |
∙ |
сварка неплавящимся |
|
|
|
электродом |
|
|
1.3 Основные виды сварки металлов
Холодная сварка. Осуществляется при значительной пластической деформации без внешнего нагрева соединяемых частей. Если две (рис. 1.1) свариваемые пластины 2 и 3, наложенные друг на друга
внахлестку, обжать шайбами 1 и 4, исключающими выпучивание пластин при их деформировании, и затем вдавливать в пластины пуансоны 5 и 6, изготовленные из более твердого металла, то выдавливаемый пуансонами объем металла приведет к значительному деформированию металла в окружающей зоне. По мере вдавливания
пуансонов деформации будут увеличиваться и начнется течение металла, в частности вблизи поверхностей раздела пластин 2 и 3. Если
8

Рис. 1.1. Схема холодной сварки.
эти поверхности предварительно очищены от жировых загрязнений, а окисные пленки окажутся разрушенными при течении металла, то во многих участках в области деформации чистые ювенильные поверхности пластин 2 и 3 придут в соприкосновение, при котором между ними возникнут металлические связи. Степень деформации, которая приведет к такому схватыванию, зависит от свойств металла, свойств окисных пленок и др.
Холодной сваркой можно соединить только весьма пластичные металлы. При этом могут быть получены соединения внахлестку и встык.
Ультразвуковая сварка. Условия разрушения поверхностных окисных пленок
и вступления в контакт ювенильных поверхностей могут быть получены не только общим деформированием значительного объема, но и местной деформацией поверхностей у границы раздела пластин, которые должны быть сварены. Это достигается введением в металл ультразвуковых колебаний.
Генератор 1 (рис. 1.2,а) и рабочий инструмент 2 вводят ультразвуковые колебания небольшой амплитуды в свариваемое изделие (детали 3 и 4). Если мощность ультразвуковых колебаний (обычно при частоте 8000 – 15000 Гц) окажется достаточной, то это приведет к разрушению окислов, некоторому местному повышению температуры (термопарами отмечается температура 200 – 350 С0) и свариванию. Обычно ультразвуковую сварку применяют для соединения относительно тонких элементов или тонкостенного элемента с толстостенным.
Рис. 1.2. Схема ультразвуковой сварки (а) и сварки взрывом (б)
Сварка взрывом. Осуществляется соударением быстродвижущихся частей при начальной нормальной (комнатной) температуре. Нижний лист 4 (рис. 1.2,б) укладывается на жесткое основание, а верхний лист 3 устанавливается с некоторым углом α (2 – 150) и на его поверхности равномерно размещается необходимое
9
количество взрывчатого вещества 2. Для осуществления сварки взрыв инициируется запалом 1. Взрывная волна, распространяясь по поверхности, создает большое давление р и «метает» верхний лист на нижний, осуществляя сварку по их контактирующим поверхностям. Очистка поверхностей осуществляется кумулятивной газовой струей, имеющей огромные давления рк (до млн. кгс/см2 или 1011 Н/м2) и весьма большую скорость ( 6000 м/с). Зона деформации при сварке относительно невелика и составляет до 100 – 300 параметров кристаллической решетки. Детали значительных размеров (например, листы с поверхностью сварки в м2) обычно сваривают на полигонах. Малогабаритные изделия можно сваривать в специальных камерах.
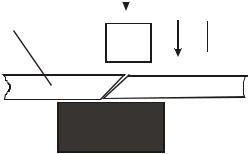
Кузнечная сварка. Этот вид сварки является самым древним.
После разогрева в горне (обычно при сжигании твердого или жидкого топлива) металла 1 (рис.1.3) до температуры сварочного жара осуществляют сварочную операцию ручной (кувалдой) или механизированной (специальным устройством 2) проковкой. В результате нагрева и в течение времени между нагревом и проковкой поверхности, подлежащие сварке, покрываются толстым слоем окислов. Для получения хорошего соединения поверхности должны быть очищены.
Предварительная очистка обычно осуществляется удалением окислов механическим способом. Для удаления оставшихся окислов применяется их флюсование. Например, при сварке сталей, когда пленка окислов состоит в основном из закиси железа (FeO), для флюсования применяют песок (SiO2). При этом понижается температура комплексного соединения FeO*SiO2 или (FeO)2*SiO2 в сравнении FeO; окислы в жидком виде выдавливаются при проковке, позволяя получать более качественное соединение. Однако в ряде случаев в сварном соединении все же остается некоторое количество окислов.
 2 1
2 1 

Рис. 1.3. Схема кузнечной сварки.
В настоящее время кузнечная сварка имеет ограниченное применение. Газопрессовая сварка. Принцип газопрессовой сварки аналогичен кузнечной,
однако для нагрева металла используют пламя газообразных горючих, которое более
легко регулируется и дает возможность осуществлять нагрев металла более локализовано, в определенном месте.
Газопрессовую сварку можно проводить как с последовательным нагревом от участка к участку соответственно с их проковкой или статическим сдавливанием, так и с нагревом всего сечения свариваемых элементов с одновременным сжатием. Во втором случае можно применить как боковой, так и торцевой нагрев (пламя направляется параллельно оси свариваемых элементов, перпендикулярно к
10