

METHOD / Прогаммирование ЧПУ / FREZER / MetodFrezer1
.docМинистерство образования и науки Украины
Приазовский государственный технический университет
Кафедра технологии машиностроения
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к выполнению лабораторной работы по дисциплине
«Программирование и технологические процессы для станков с ЧПУ»
для студентов дневной формы обучения, специальности 7.090202
на тему: «Подготовка управляющих программ фрезерных станков на основе расчетно-технологической карты выполненной средствами компьютерной графики».
УТВЕРЖДЕНО
На заседании кафедры
технологии машиностроения
Протокол № 10 от 4.10.04
Мариуполь 2005 г.
Методические указания, для студентов дневной формы обучения специальности 7.09.02.02. «Технология машиностроения», дают последовательность и объем выполнения лабораторной работы «Подготовка управляющих программ фрезерных станков на основе расчетно-технологической карты выполненной средствами компьютерной графики», при изучении дисциплины «Программирование и технологические процессы для станков с ЧПУ».
Составители: А. И. Лещенко, ст. преподаватель
Отв. за выпуск А. А. Андилахай, доц.
ПОДГОТОВКА УПРАВЛЯЮЩИХ ПРОГРАММ ДЛЯ ФРЕЗЕРНЫХ СТАНКОВ НА ОСНОВЕ РАСЧЕТНО-ТЕХНОЛОГИЧЕСКОЙ КАРТЫ ВЫПОЛНЕННОЙ СРЕДСТВАМИ КОМПЬЮТЕРНОЙ ГРАФИКИ.
Построение фрезерной операции на станке с ЧПУ, так же как и других операций, прежде всего связано с разработкой расчетно-технологической карты (РТК).
СОСТАВЛЕНИЕ РАСЧЕТНО-ТЕХНОЛОГИЧЕСКОЙ КАРТЫ
Целью создания РТК является возможность рассчитать программу и выполнить технологическую наладку станка на программную операцию, не обращаясь к чертежу детали или каким-либо другим источникам. Ранее расчетно-технологические карты создавались с помощью чертежных инструментов, как правило, на бумаге с миллиметровым графлением («миллиметровке»). В этом случае по типовым схемам обработки станка и содержанию переходов технологического процесса прочерчивалось графическое изображение траектории движения инструментов, со всеми необходимыми пояснениями и расчетными размерами.
В общем случае характер траектории движения инструмента при выполнении фрезерной операции в первую очередь обусловлен числом управляемых (в том числе одновременно) координат и принципов управления движением рабочих органов станка с ЧПУ. Так, двухкоординатное управление позволяет инструменту в пределах одного кадра программы двигаться к любой точке плоскости, трехкоор-динатное управление - к любой точке пространства Контуры обрабатывают в основном концевыми фрезами
Траектория перемещения инструмента состоит из участков его подвода (врезания) к обрабатываемой поверхности, обхода обрабатываемого контура и отвода от обработанной поверхности.
Участку врезания следует уделять особое внимание, так как на нем происходит нагружение инструмента силой резания. Этот участок при чистовой обработке должен быть построен таким образом, чтобы сила резания на нем нарастала и плавно приближалась по величине и направлению к силе, действую-щей на рабочем участке обрабатываемого профиля, что обеспечивается вводом инструмента в зону резания по касательной к обрабатываемому контуру.
Аналогично участки отвода фрезы от зоны резания
Траектория перемещения инструмента при обходе контура может иметь точки с резким изменением направления движения, что вызывает искажение контура вследствие упругих деформаций инструмента в процессе резания и динамических погрешностей привода подач. Искажение контура можно исключить или уменьшить снижением скорости подачи, уменьшением припуска на обработку, изменением размеров инструмента или предыскажением его траектории.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
-
Средствами графического пакета AutoCAD построить (рис. 2) контур детали, выдержав все заданные на чертеже размеры. Отрезки прямых и дуги окружности контура детали должны быть построены как единые примитивы. Разрывы между элементами контура не допускаются.
-
Назначить способ базирование и закрепление детали – например два цилиндрических пальца Ø12
 ,
один из которых срезанный. Пальцы
оканчиваются резьбовыми бонками М8
для крепления детали.
,
один из которых срезанный. Пальцы
оканчиваются резьбовыми бонками М8
для крепления детали.
-
Установить точку начала системы координат детали (СКД). Совместить точки начала СКД и системы координат листа графического пакета AutoCAD.
-
Командой пакета AutoCAD «ID» определить координаты опорных точек программы. Для программирования движения по дуге окружности определить проекции радиуса проведенного из начальной точки круговой траектории к центру – r18, r15 …r5. Точность значений координат - 0.01, что соответствует дискрете перемещений программных станков повышенной точности.
-
Установить точку начала движения (ИП) по программной траектории. В тексте программы (см. УП примера) записаны координаты опорных точек чистового профиля. В кадре №3 инструмент перемещается к детали по оси Z с учетом коррекции на длину Н1. В кадре №4 заданы координаты начала линейного отрезка – р-р 180. Однако вследствие коррекции на диаметр G41D1 система ЧПУ выполнит перемещение в т.1 смещенную влево на величину радиуса фрезы, относительно координаты Y заданной в программе. Начало обработки с точки 1 обеспечивает врезание по касательной к контуру детали. Программа заканчивает фрезерование контура по дуге r5 (кадр №18) с выходом на линейный участок к точке 2 (кадр №19). Кадр №20 выполняет отход от контура в точку 3 с отменой коррекции на диаметр G40.
ВНИМАНИЕ! На предварительную проверку сдается:
-
Распечатка текста программы
-
Файл контуру .dwg сохраненный для версии AutoCAD 15
Пример выполнения работы
Отчет по лабораторной работе
Подготовка управляющих программ для фрезерных станков на основе расчетно-технологической карты, выполненной средствами компьютерной графики.
Выполнили студенты группы ТМ-99 Белла Е.А. и Осман А.И.
Разработать программу чистового фрезерования контура детали. Материал детали – ст. 35.
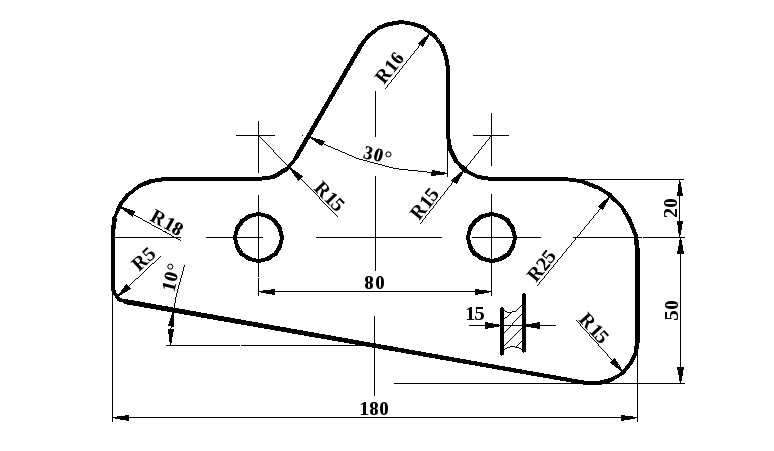
Рис. 1 Эскиз детали
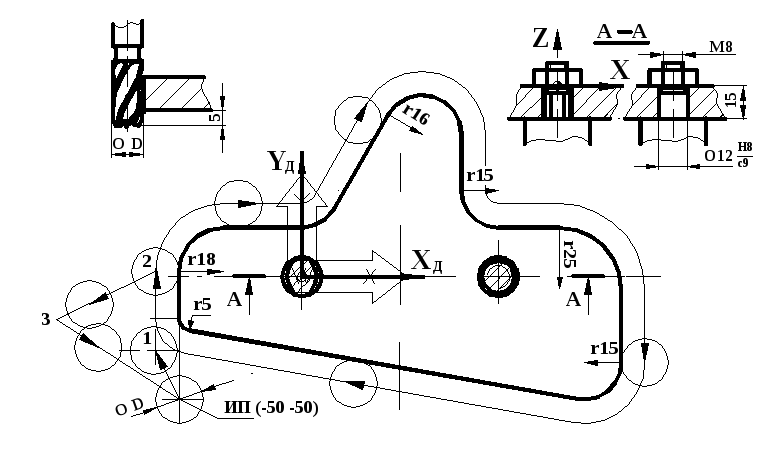
Рис.2 Расчетно-технологическая карта на программную операцию
Управляющая программа
N001 G92 X-50.0 Y-50.0 Z100
N002 T1 G90 S530 F60
N003 G0 Z-20 H1
N004 Y-30.0 G41 D1
N005 G1 Y2
N006 G17 G2 X32 Y20 I18
N007 G1 X0
N008 G3 X12.99 Y27.50 J-15
N009 G1 X35.14 Y65.87
N010 G3 X65.00 Y57.87 I-13.86 J8.0
N011 G1 Y35.0
N012 G3 X80.0 Y20.0 I15
N013 G1 X105
N014 G2 X130.0 Y-5.0 J25
N015 G1 Y-35
N016 G2 X112.39 Y-49.77 I-15
N017 G1 X-45.87 Y21.87
N018 G2 X-50.0 Y-17.57 I0.87 Y4.9
N019 G1 Y-20
N020 G0 X-100 G40
N021 X-50.0 Y-50.0
N022 M2
Список литературы
-
Дерябин А.Л. Программирование технологических процессов для станков с ЧПУ. – М.: Машиностроение, 1983.
-
Р.И.Гжиров, П.П.Серебреницкий. Программирование обработки на станках с ЧПУ. – Ленинград: Машиностроение, 1990.
-
Лещенко А.И. Программное управление станками Мариуполь ПГТУ, 1998