

Конструктивные средства повышения долговечности и надежности деталей машин
При разработке узлов и механизмов и на первых этапах их изготовления широко применяют конструктивные средства повышения эксплуатационной надежности и долговечности деталей. Технические решения, которые используют ученые и инженеры при разработке конструкций, закладывают базовый уровень свойств узлов и их будущую работоспособность и надежность. Рассмотрим некоторые из применяемых конструктивных методов.
3.1. Оптимизация конструкции машин
Снижение износа деталей, устранение возможности возникновение задиров и заклинивание узла трения достигают за счет оптимального проектирования узла с учетом возможных видов изнашивания. Оптимизация конструкции машин может вестись по таким направлениям:
а) повышение податливости одной из деталей. Это позволяет рабочей поверхности повторять деформацию сопряженной поверхности и приспосабливаться к ее геометрии. Указанное средство реализуют применениям резинометаллических и пластмассовых вставок, нанесением резиновых покрытий и т.д.;
б) повышение жесткости узла - дает возможность уменьшить зазоры, проскальзывание и, таким образом, улучшить равномерность распределения нагрузки по поверхности. На рис. 3.1 изображено зубчатое сцепление повышенной жесткости, в котором одно из колес выполнено с дополнительной упрочняющей перемычкой, а другое - с пазом;
в) замена трения скольжение на трение качения. Переход от скольжения к другому виду трения сопровождается существенным снижением коэффициента трения, повышением КПД агрегатов, экономией цветных металлов и т.п. В связи с этим рациональным является широкое применение подшипников качения вместо подшипников скольжения. Другой возможностью в этом направлении является замена передач “винт - гайка” на узел “винт – гайка с шариками (роликами)” (рис.3.1, а);
|
|
|
|
а) |
б) |

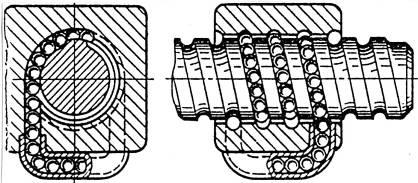
Рис.3.1 - Зубчатое сцепление повышенной жесткости (а), шариковая передача “винт - гайка” (б). [1].
г) разгрузка рабочих поверхностей. Позволяет снизить нагрузку на отдельные узлы и перевести изнашивание в приемлемую механохимическую форму. Например, осевая нагрузка на ротор центробежных насосов может быть уменьшена за счет двустороннего подвода жидкости к рабочему колесу, что выравнивает давление с обоих его сторон;
д) учет температурных деформаций деталей в процессе их трения;
е) использование принципа взаимного дополнения качества. К деталям нередко предъявляют взаимоисключающие требования, которые очень тяжело соединить в одном материале (наиболее часто требуется добиться высокой прочности и твердости в комплексе с высокой ударной вязкостью). Для того, чтобы удовлетворить эти требования, используют принцип взаимного дополнения качества: применяют разнообразные технологии упрочнения поверхности при сохранении вязкой сердцевины; это дает возможность изготавливать детали из нелегированного металла. Так, например, обеспечивают высокую износостойкость малоуглеродистой стали методами цементации или азотирования, добиваются значительной жаро- и коррозийной стойкости нелегированной стали титанированием, хромированием или алитированием. Тормоза изготовляют из серого чугуна с отбеленной поверхностью, делают пластмассовые антифрикционные вставки на кулачках двигателей внутреннего сгорания и т.п.
Широко применяют биметаллизацию: покрытие одного металла слоем другого металла, более стойкого в определенных условиях эксплуатации. Биметаллизация бывает: 1) металлургическая (к ней относятся наплавка, заливка одного металла по другому с последующей деформацией, плакирование - соединение металлических листов при их совместной прокатке); 2) гальваническая; 3) гальвано-металлургическая; 4) напыление.