

"ТКМ і металообробка" Методичка, Калашников
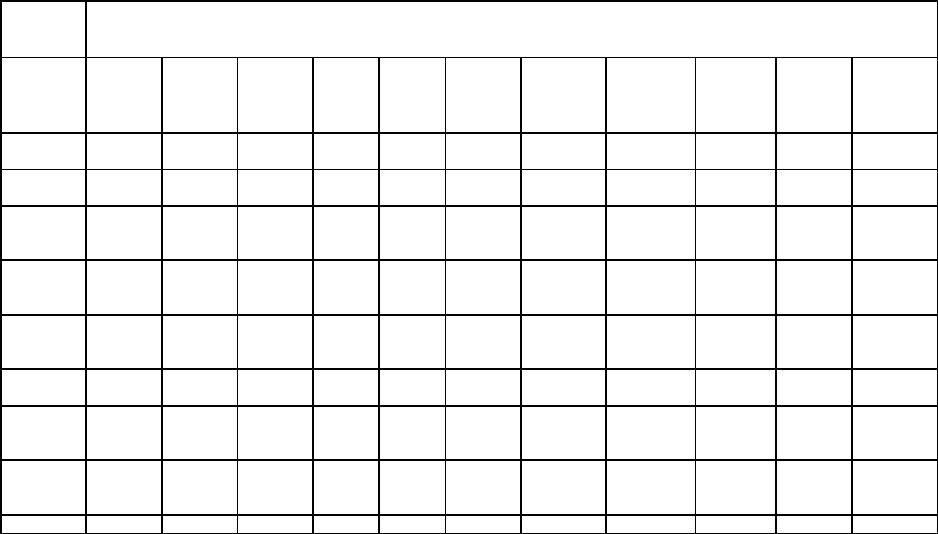
.pdfТаблиця 7.4
|
Металеві моделі |
|
Дерев’яні моделі |
||||
Висота поверхні |
(машинне |
Машинне |
Ручне |
||||
моделі |
формування) |
формування |
формування |
||||
H, мм |
|
|
Ухили не більше |
|
|
||
|
|
d, мм |
d, |
мм |
d, |
мм |
|
До 20 |
1 |
30 |
1 |
30 |
|
130 |
|
20...50 |
2 |
1015′ |
1,5 |
1030′ |
1,5 |
1030′ |
|
50...100 |
1,5 |
0045′ |
2 |
1015′ |
1 |
1015′ |
|
100...200 |
3 |
0030′ |
2,5 |
0045′ |
2,5 |
0045′ |
|
200...300 |
2,5 |
0 |
3 |
0030′ |
2 |
0030′ |
|
300...500 |
4 |
0030′ |
4 |
0030′ |
3 |
0030′ |
|
500...800 |
- |
- |
- |
- |
4 |
0030′ |
|
800...1000 |
|||||||
- |
- |
- |
- |
5 |
0030′ |
||
1000...1200 |
|||||||
- |
- |
- |
- |
6 |
0030′ |
||
Більше 1200 |
|||||||
|
- |
- |
- |
- |
7 |
0030′ |
|
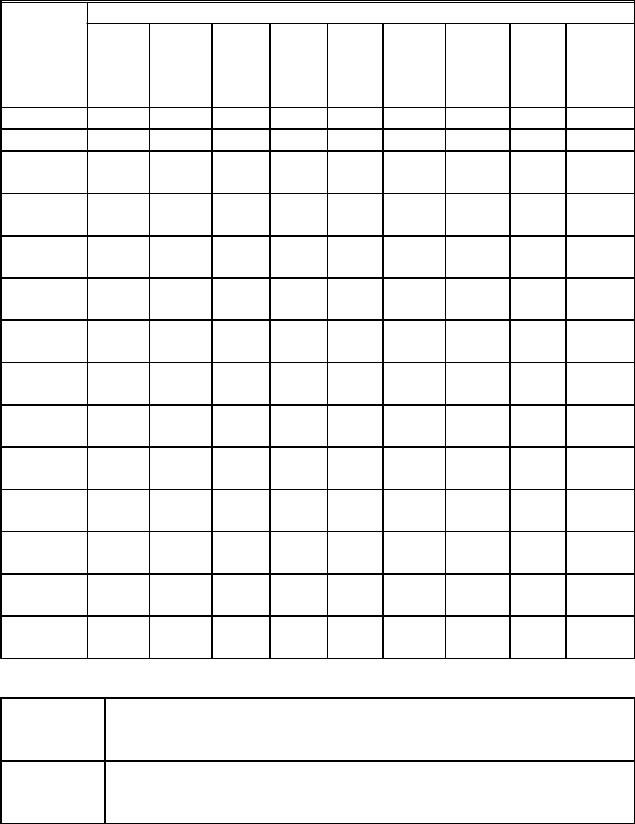
Таблиця 7.5
a +b |
|
|
|
Довжина знака, мм, при довжині стрижня, мм |
|
|
|
||||
2 |
|
|
|
|
|
|
|
|
|
|
|
або d,мм. |
До 50 |
50 – |
150 – |
300 – |
500 – |
750 – |
1000 – |
1500 – |
2000 – |
2500 – |
Понад |
|
|||||||||||
|
|
150 |
300 |
500 |
750 |
1000 |
1500 |
2000 |
2500 |
3000 |
3000 |
До 25 |
15 |
25 |
|
|
|
|
|
|
|
|
|
--
25 – 50 |
20 |
30 |
45 |
60 |
|
|
|
|
|
|
|
|
15 |
20 |
30 |
40 |
|
|
|
|
|
|
|
50 – |
25 |
35 |
50 |
70 |
90 |
110 |
|
|
|
|
|
100 |
20 |
30 |
40 |
50 |
60 |
70 |
|
|
|
|
|
100 – |
30 |
40 |
55 |
80 |
100 |
120 |
140 |
160 |
|
|
|
200 |
- |
45 |
50 |
60 |
70 |
80 |
100 |
110 |
|
|
|
200 – |
- |
50 |
60 |
90 |
110 |
130 |
150 |
130 |
200 |
|
|
300 |
- |
50 |
60 |
70 |
80 |
90 |
110 |
120 |
130 |
140 |
150 |
300 – |
- |
- |
80 |
100 |
120 |
140 |
160 |
200 |
220 |
- |
- |
400 |
- |
- |
70 |
80 |
90 |
100 |
120 |
130 |
140 |
150 |
160 |
400 – |
- |
- |
100 |
120 |
130 |
150 |
180 |
280 |
250 |
- |
- |
500 |
- |
- |
80 |
90 |
100 |
110 |
130 |
140 |
150 |
160 |
170 |
500 – |
- |
- |
- |
140 |
150 |
170 |
200 |
250 |
280 |
- |
- |
750 |
|
|
|
100 |
110 |
120 |
140 |
150 |
160 |
170 |
180 |
750 – |
- |
- |
- |
- |
180 |
200 |
230 |
280 |
300 |
- |
- |

1000 |
- |
- |
- |
- |
130 |
140 |
150 |
160 |
170 |
180 |
190 |
1000 – |
- |
- |
- |
- |
200 |
230 |
250 |
300 |
330 |
- |
- |
1250 |
- |
- |
- |
- |
- |
150 |
160 |
170 |
180 |
190 |
200 |
1250 – |
- |
- |
- |
- |
- |
250 |
280 |
330 |
350 |
- |
- |
1500 |
- |
- |
- |
- |
- |
- |
180 |
190 |
200 |
210 |
220 |
1500 – |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2000 |
- |
- |
- |
- |
- |
- |
200 |
210 |
220 |
230 |
240 |
2000 – |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2500 |
- |
- |
- |
- |
- |
- |
220 |
230 |
240 |
250 |
260 |
2500 – |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
3000 |
- |
- |
- |
- |
- |
- |
- |
250 |
260 |
270 |
280 |
Понад |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
3000 |
|
|
|
|
|
|
|
|
280 |
290 |
300 |
Примітка: 1. Верхній рядок – при формувані по сирому; нижній рядок – при формуванні по сухому. 2.Довжина знаків консольних стрижнів збільшується до довжини Z.
Таблиця 7.6
|
|
|
Висота знака h, мм, при довжині стрижня Z, мм |
|
||||||||||||||
a +b |
До |
|
50... |
|
150 |
|
300 |
50 |
750 |
100 |
150 |
Пона |
||||||
2 |
50 |
|
150 |
|
– |
|
– |
|
0 – |
– |
|
0 – |
0 – |
|
д |
|||
або d, |
|
|
|
|
|
300 |
|
500 |
75 |
100 |
150 |
200 |
2000 |
|||||
мм |
|
|
|
|
|
|
|
|
|
|
0 |
0 |
|
0 |
|
0 |
|
|
До 25 |
20 |
|
25 |
|
- |
|
- |
|
|
- |
- |
|
- |
|
- |
|
- |
|
25 – 50 |
20 |
|
40 |
|
60 |
|
70 |
|
|
- |
- |
|
- |
|
- |
|
- |
|
50 – |
25 |
|
35 |
|
50 |
|
70 |
|
100 |
120 |
- |
|
- |
|
- |
|||
100 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
100 – |
30 |
|
30 |
|
40 |
|
60 |
|
|
90 |
110 |
160 |
200 |
- |
||||
200 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
200 – |
35 |
|
35 |
|
40 |
|
50 |
|
|
80 |
100 |
150 |
190 |
200 |
||||
300 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
300 – |
40 |
|
40 |
|
40 |
|
50 |
|
|
70 |
90 |
140 |
180 |
190 |
||||
400 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
400 – |
40 |
|
40 |
|
40 |
|
50 |
|
60 |
80 |
130 |
170 |
180 |
|||||
500 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
500 – |
50 |
|
50 |
|
50 |
|
50 |
|
|
60 |
70 |
120 |
160 |
170 |
||||
750 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
750 – |
50 |
|
50 |
|
50 |
|
50 |
|
|
50 |
60 |
110 |
150 |
160 |
||||
1000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1000 – |
- |
|
60 |
|
60 |
|
60 |
|
|
60 |
60 |
100 |
140 |
150 |
||||
1250 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1250 – |
- |
|
70 |
|
70 |
|
70 |
|
|
70 |
70 |
80 |
130 |
140 |
||||
1500 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1500 – |
- |
|
90 |
|
90 |
|
90 |
|
|
90 |
90 |
90 |
120 |
130 |
||||
2000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2000 – |
- |
|
100 |
|
100 |
|
100 |
100 |
100 |
100 |
110 |
120 |
||||||
2500 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Понад |
- |
|
110 |
|
110 |
|
110 |
110 |
110 |
110 |
110 |
110 |
||||||
2500 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Висота |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 7.7 |
||
20 |
25 |
30 |
35 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
150 |
170 |
180 |
|
нижнього |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
знака, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Висота |
15 |
15 |
20 |
20 |
25 |
30 |
35 |
40 |
50 |
55 |
60 |
65 |
70 |
80 |
85 |
90 |
100 |
110 |
верхнього |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
знака, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание. Ухили у нижнього знака 7 – 10о, у верхнього – 10 – 15о.

7.3 Порядок виконання роботи
1.Одержавши креслення конкретної деталі, студент повинен визначити її призначення, умови роботи, відповідальні вузли, місця, які спрягаються з іншими деталями в механізмі, й оброблювані поверхні.
2.Визначити за табл.7.1, які отвори виготовляються литвом, а які механічним обробітком.
3.Визначити положення виливка в ливарній формі |верх, спід|, керуючись тим, що великі горизонтальні поверхні виливка розташовуються зверненими донизу, оскільки верхні частини виливка забруднені формувальною сумішшю, яка обсипається, уражені газовими й усадочними раковинами, жужільними включеннями. Оброблювані робочі поверхні варто розташовувати в нижніх або бічних частинах форми.
4.Визначити поверхню рознімання моделі виливка, керуючись наступним:
-треба уникати складних криволінійних рознімань форми і моделі;
-необхідно намагатися розміщати весь виливок або його головну частину в одній полуформі, що дозволяє виключити порушення геометрії виливка через дефекти складання форми;
-у нижній опоці повинна розміщатися максимальна кількість оброблюваних поверхонь;
-вузли виливка, що визначають його базові розміри, повинні знаходитися в одній полуформі.
5.Спростити конфігурацію внутрішніх порожнин і отворів у виливку, передбачивши мінімальну кількість стрижнів, поєднавши по можливості роз'єднані внутрішні порожнини.
6.У місцях з'єднання стінок і різкої зміни перетину забезпечити плавну зміну розміру, тому що різкі переходи від тонких стінок до товстих ведуть до появи внутрішніх напружень, жолоблення, утворення тріщин. Необхідно знати, що найменша припустима товщина стінок виливка із сірого чавуну складає (мм):
-дрібних...3-5;
-середніх...8-12;
-значних...12-15.
7.Усі зчленування стінок варто виконувати закругленими. Радіус скруглення вибирається залежно від товщини стінок, що сполучаються (стінки А і В за табл. 7.2).
|
|
|
|
|
|
|
|
Таблиця 7.2 |
|
(А+В)/ |
До 12 |
12... |
16... |
20... |
27... |
35... |
45... |
60... |
80... |
2, мм |
|
16 |
20 |
27 |
35 |
45 |
60 |
80 |
100 |
r, мм |
6 |
8 |
10 |
12 |
15 |
20 |
25 |
30 |
35 |
Щоб уникнути усадочних раковин і шпаристості, необхідно дослідити технологічність сполучень тіла виливка з погляду забезпечення спрямованого затвердіння. Потрібно передбачити примусові методи
регулювання теплових потоків у виливку, який затвердіває, шляхом установлення холодильників або прибутків. У місцях звуження виливка необхідно передбачити теплозахист чи обігрів для забезпечення одночасного затвердіння цих ділянок із більш масивними.
8.При наявності у виливку розвинутих горизонтальних поверхонь краще верхні горизонтальні поверхні замінити похилими або сферичними, щоб забезпечити спливання й видалення жужільних і неметалевих включень і газу.
9.Варто пам'ятати, що для забезпечення можливості легкого видалення моделі з форми, необхідно виконати ливарні ухили на бічних поверхнях виливка, з урахуванням розташування його в полуформах (верхня і нижня) та технології виготовлення ливарної форми.
10.Визначити місце підведення металу і тип ливникової системи з огляду на те, що вона повинна забезпечити плавне безударне підведення розплавленого металу у форму, а також попередити попадання в неї жужелиці.
При виборі місця підведення треба врахувати конструктивні особливості виливка:
-для довгого виливка метал варто підводити в напрямку довгої осі;
-за наявності ребер живильники встановлюють проти них, щоб забезпечити заповнення їх більш гарячим металом;
-намагатися підводити метал у необроблювану частину виливка;
-підводити метал так, щоб він не падав із великої висоти і не розбрискувався;
-для зменшення великих розходжень у часі твердіння стінок виливка різної товщини метал підводиться в більш тонку частину, що забезпечує більш спрямоване затвердіння.
Варто пам'ятати, що великі перепади в часі затвердіння сприяють утворенню різноманітних структур у цих перетинах. Якщо важко забезпечити живлення всіх частин виливка до повного завершення твердіння, то необхідно передбачити їх автономне живлення.
7.4.Оформлення звіту про лабораторну роботу
Виконавши роботу, студент зобов'язаний подати оформлений звіт, у якому необхідно:
-викласти мету роботи;
-подати креслення заданої деталі;
-описати умови роботи деталі;
-проаналізувати конструкцію деталі за ливарною технологічністю відповідно до пунктів 1-10 попереднього розділу;
-дати обгрунтування змін, унесених студентом у конструкцію деталі;
-навести ескіз спроектованого виливка разом із ливниковою системою і стрижнями з позначенням місця рознімання (прибутки, холодильники й ін.).
7.5.Питання для самоперевірки
1.Із яких елементів складається ливникова система? Обгрунтувати вимоги до вибору місця підведення ливникової системи.
2.Яке призначення додатка у виливку?
3.Яка роль холодильника в процесі формування виливка? 4.Яке призначення випору в ливарній формі?
5.Яке призначення ливарних ухилів?
6.Які усадочні процеси відбуваються при кристалізації й охолодженні виливка?
7.Яка розмірна різниця моделі і виливка, виливка і деталі?
8.Яка мінімальна товщина стінок виливків із чавуна, сталі й алюмінієвих сплавів?
9.Яке призначення радіусів скруглень у виливках?
10.Які умови необхідні для формування різноманітних структур у сірому чавуні (ферриту, перлиту, цементиту)?
Література: |1|, стор.129-133; |2|, стор.54-57, 95-96; |3|, стор.18
Література
1.Технология металлов и других конструкционных материалов. / Под ред. Н.П. Дубинина. - М.: Высш. шк. , 1969. - 702 с.
2.Технологія конструкційних матеріалів./ За ред. А.М. Сологуба. - К.: Вища школа, 1993.
3.Технология металлов и других конструкционных материалов. / Под. ред. Г.А. Глазова. - Л.: Машиностроение, 1972. - 520 с.
4.Технология металлов и сварка. / Под ред. П.И. Лопухина - М.: Высш. шк. , 1977. - 464 с.
5.Материаловедение. / Под ред. Б.Н. Армазасова. - Л.: Машиностроение, 1966. - 84 с.
6.Технологія металів та інших конструкційних матеріалів. / За ред. Г.А. Прейса. - К.: Вища школа, 1975.
7.Технология конструкционных материалов. / Под. ред. А.М. Дальского. - М.: Машиностроение, 1985.
8.Технология металлов и конструкционные материалы. / Под. ред. В.А. Кузьмина. - М.: Машиностроение, 1989.
9.Технология конструкционных материалов. / Под. ред. И.П. Волчок и др. Лабораторные работы - К.: Высшая школа, 1990.
10.Сварка полимерных материалов. Справочник. / Под ред. К.И. Зайцева и Л.Н. Мацюк. - М.: Машиностроение, 1988.
11.Технология электрической сварки плавлением. / Под ред. С.И. Думова. - Л.: Машиностроение 1987. = 461 с.
12.Материаловедение. Учебн. пособие. / Под ред. Р.К. Мосберг. - М.: Высшая школа, 1991. - 448 с.
ЗМІСТ
1. Лабораторна робота 1. Випробування металів на твердість…………….4
2. |
Лабораторна |
робота |
2. |
Дослідження |
процесу |
|
кристалізації... ...... ..... |
...10 |
|
|
|
3.Лабораторна робота 3. Вивчення мікроструктури залізовуглецевих
сплавів... ...... |
..……………...………………………………………….…. 14 |
4.Лабораторна робота 4. Виготовлення разової ливарної форми та заповнення її розплавленим металом... ...... ...... ...... ...... ...... ...... ........ ......
.. 20
5.Лабораторна робота 5. Дослідження впливу температури заливання на рідкоплинність сплаву... ....... ...... ...... ...... ...... ..... ...... ...... ....... ...... ....
27
6. |
Лабораторна |
робота |
6. |
Дослідження |
усадки |
ливарних |
|
сплавів... .. ...... .. |
3 |
|
|
|
|
7.Лабораторна робота 7. Розроблення технологічної конструкції литої деталі... ...... ...... ...... ...... ...... ...... ...... ...... ...... ... ...... ...... ..... ...... ...... .... .
37
8.Список літератури... ...... ...... ...... ...... ...... ...... ...... ...... ...... ...... ...... ....
50
9. Зміст………………………………………………………………………..
51