

2.5.8 Виробництво керамзиту
Керамзит здобувають випалюванням попередньо сформованих гранул із спучуваних глин з добавками чи без них. У залежності від фізико-механічних властивостей вихідної сировини застосовуються сухий, пластичний способи виробництва керамзиту.
Сухий спосіб застосовують при використанні сланців, шунгитутримуючих порід, аргілітів і інших однорідних по складу крупно структурних камнеподібних порід, що піддаються при кар'єрній вологості дробленню і розсіву (рис. 7.1).
При підготовці напівфабрикату фракцій 2,5-5 і 5-15 чи 5-10 і 10-20 мм перевага повинна бути віддана двох чи триступінчастому дробленню сировини з відсіванням придатних фракцій після кожного дробильного агрегату. Таке рішення зменшує вихід фракцій менш 2,5 мм, що при відсутності лінії але випалу керамзитового піску йдуть у відвал. Окремі фракції сирцю подають з видаткових бункерів ваговими дозаторами в обертову піч (розміром-2,5Х24 м) попередньої теплової обробки (до 400 0С в плин 20 хв.), а потім в обертову випалювальну піч (розміром 3,5Х20 м), де матеріал спучується при 1120—1150°С на протязі 12—15 хв.
Щоб уникнути утворення спеків у 2 м від зони спучування з боку гарячого кінця подають порошок вогнетривкої глини, кварцового піску чи піритних недогарків. Готовий продукт із температурою близько 900 °С надходить по жолобу через откатну голівку печі в барабанний холодильник (розміром 2,2Х16 м) для охолодження до 600 °С. Остаточне охолодження до 70 °С відбувається в аерожолобі шириною 200 мм і довжиною 10 м.
До позитивних сторін сухого способу виробництва варто віднести простоту схеми, не численність технологічних переділів, менша витрата електроенергії, зменшення витрат на організацію виробництва. Недоліки способу: неповне використання сировини, неможливість коректування складу напівфабрикату органічними і мінеральними добавками, одержання готового продукту підвищеної крутості.
Пластичний спосіб підготовки сировини і готування напівфабрикату застосовують при використанні зволожених пластичних і пухких глинистих порід однорідного і неоднорідного складу.
Переробка добре спучуючихся глин по пластичному способі зводиться в основному до попередньої обробки маси, грануляції і подачі гранул сирцю в сушильну установку чи в обертову піч. Для уведення твердих добавок передбачений прийомний бункер зі стрічковим живильником, що дозує добавки безпосередньо на лінію переробки глин. Рідкі добавки при необхідності подають насосом у видатковий бак, постачений вентилем і механізмом дозування. Для формування гранул використовують стрічкові преси зі спеціальними мундштуками з отворами діаметром 6—12 мм.
Опудрююча установка складається з прийомного бункера, шнека-живильника, стрічкового елеватора, видаткового бункера, дискового живильника й опудрюючого барабана розміром 1,6Х8 м. Опудрюючу добавку в окремих випадках подають також через холодний чи гарячий кінець печі.
Сирцьові гранули обпалюють в обертових печах довжиною 20—50 м і діаметром 1,8—3 м (рис. 2.12 ). Після випалу охолоджені в барабанних чи шарових холодильниках гранули з температурою близько 80 °С подають скребковими конвеєрами й елеваторами у відділення гравієсортування.
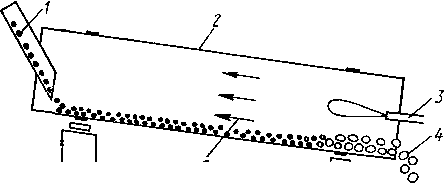
Рис. 2.12 - Схема обертової печі для виробництва керамзиту:
1 –завантаження сирцьових гранул; 2 – обертова піч; 3 – форсунка; 4 – керамзит