

5. Пайки модуля
Припої, що на даний час використовуються для паяння модулів наведені в таблиці.
|
Марка припаю |
Sn, % мас. |
Pb, % мас. |
Bi, % мас. |
Sb, % мас. |
In, % мас. |
Температура плавлення, °С |
|
ПОВі |
Решта |
- |
57 |
- |
- |
139 |
|
ПОС-61 |
59-61 |
Решта |
- |
- |
- |
183 |
|
ПОСу-0,5 |
Решта |
- |
- |
0,5-1 |
- |
212 |
|
ПОІн |
Решта |
- |
- |
- |
51 |
121 |
|
ПОСу |
Решта |
- |
- |
4-5 |
- |
240 |
При паянні по металічному антидифузійному покриттю можна використовувати всі припої, що наведені в таблиці, в той час як при паянні з використанням двоприпойної технології ми обмежені у виборі припою, який наноситься зверху Bi-Sb. Неможливо, наприклад, використання звичайного припою оливо – свинець, так як при сплавленні двох припоїв утворюється потрійна сполука з температурою плавлення 95 °С (вісмут – сурма – свинець).
Флюс,
що застосовується для паяння, повинен
бути малоактивним і таким, що змивається
водою. Найбільш розповсюджений тип
флюсу – це 2,5%-ий
розчин нашатирю (![]() )
у гліцерині.
)
у гліцерині.
Всі припої на поверхні, що спаюються, наносяться або у вигляді пасти, або у вигляді розплаву паяльником. Пасти, що використовуються для паяння модулів, повинні бути такими, що змиваються водою.
Принципи збирання модулів
Для пайки вітки укладають у комірки матриці із силіконової гуми або ж металу, який не змочується припоєм (наприклад титан). В останньому випадку матриця може бути розбірною. Приблизний вигляд матриці подано на рис. 6. Силіконова гума витримує температури до 250 °С, що дозволяє провести з її допомогою велику кількість операцій паяння до її руйнування. Крім, того вона володіє низькою теплопровідністю, що полегшує прогрів місця пайки.
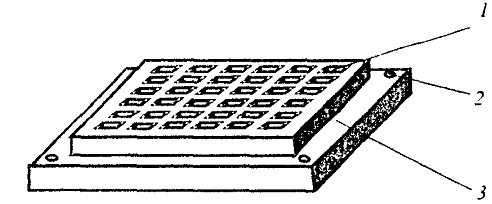
Рис. 6. Пристрій для збирання – матриця: 1 – комірки;
2 – отвори для штифтів; 3 – матриця
Укладка
віток при ручному збиранні здійснюється
пінцетом. Для збирання мікромодулів
така технологія є єдино можлива. При
масовому виготовленні модулів з перерізом
віток 1,4х1,4![]() чи1х1
чи1х1![]() деякі
виробники використовують механічну
укладку віток.
деякі
виробники використовують механічну
укладку віток.
Якщо при виготовленні модуля використовуються комутаційні пластинки із розтисненої міді, то при ручному збиранні їх укладають на теплопереході, потім кераміку нагрівають до температури плавлення припою, пластинки точно орієнтуються по малюнку силами поверхневого натягу припою.
При паянні модуля беруть основу зі штифтами. На них надягають матрицю, в яку укладають вітки термоелектричного матеріалу. Потім на штифти надягають направляючу для теплопереходу. У направляючу вставляють теплоперехід з відповідним малюнком напаяних комутаційних пластинок. На теплоперехід кладуть гарячий паяльник із жалом, що відповідає формі теплопереходу. Після витримки на протязі необхідного для розплавлення припою часу паяльник знімають. Кераміка з припаяними вітками охолоджується у зібраному пристрої під невеликим стисненням. Потім отриманий в такий спосіб напівмодуль виймають із матриці, і кладуть на основу у направляючі рамки, на штифти надягають іще одну направляючу рамку, в якій розміщують інший теплоперехід, який припаюють до віток у вже згаданий спосіб.
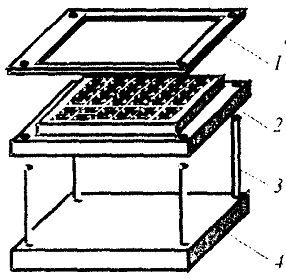
Рис. 7. Схема збірки модуля: 1 – направляюча рамка; 2 – матриця;
3 – направляючі штифти; 4 – основа
Після збірки модуль промивають у протічній воді,а потім – в ультразвуковій ванні. Далі проводять вирівнювання модулів по висоті методом шліфування.