

Б.15 Схема операционного контроля при устройстве щебеночно-мастичных деформационных швов
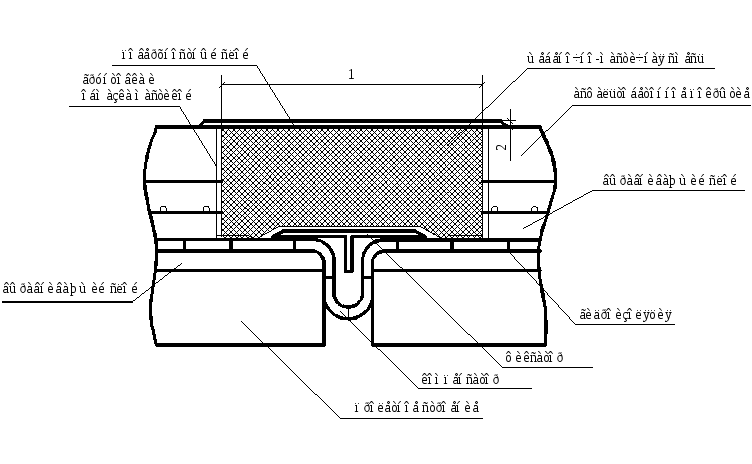
защитный слой
гидроизоляции
|
Операция |
Состав контроля |
Ответственный за контроль |
Способ, метод контроля |
Сроки, периодичность контроля |
|
Приемка изделий и материалов |
1 – размеры металлических пластин перекрытия; 2 – наличие документов о качестве материалов; 3 – качество пластин |
Прораб (мастер) |
Инструментальный: рулеткой (1), штангенциркулем (1). Визуальный (2, 3)
|
До начала работ |
|
Закрепление маячками краев зазора между несущими конструкциями |
Точность закрепления |
То же
|
Визуальный |
До начала работ по устройству гидроизоляции мостового полотна |
|
Устройство компрессора из рулонного гидроизоляционного материала |
1 – величина напуска материала; 2 – качество склеивания полос материала; 3 – качество приклейки напусков материала |
— II — |
Инструментальный: линейкой (1). Визуальный (2, 3) |
То же |
|
Разметка на покрытии оси и кромок шва по маячкам закрепления |
Точность закрепления |
— II — |
Инструментальный: рулеткой |
После устройства конструктивных слоев мостового полотна |
|
Резание конструктивных слоев по линиям разметки кромок шва |
Глубина резания |
— II — |
Инструментальный: линейкой |
В процессе работ |
|
Подготовка поверхностей полостей шва |
Качество очистки и сушки |
— II — |
Визуальный |
То же |
|
Обработка стенок и дна полости шва грунтовочным составом и горячей мастикой |
Равномерность нанесения грунтовки и мастики |
— II — |
Инструментальный: термометром (1). Визуальный (2) |
— II — |
|
Установка металлических пластин перекрытия (фиксаторов) |
Точность установки |
— II — |
Визуальный |
— II — |
|
Устройство антиадгезионной прослойки из алюминиевой фольги, обработанной антиадгезионной жидкостью |
Равномерность нанесения антиадгезионной жидкости |
— II — |
То же |
— |
|
Р |
1 – температура щебня; 2 – качество обработки щебня мастикой (при необходимости) |
— II — |
Инструментальный: термометром (1). Визуальный (2) |
— II —
|
|
Операция |
Состав контроля |
Ответственный за контроль |
Способ, метод контроля |
С |
|
Послойное заполнение полости шва горячим щебнем с пропиткой его горячей мастикой и уплотнением |
1 – температура щебня и мастики; 2 – расход материалов; 3 – толщины слоев |
Прораб (мастер) |
Инструментальный: термометром (1), рулеткой (3). Расчетный (2) |
— II — |
|
Устройство заключительного слоя и его уплотнение |
1 – температура щебня и мастики; 2 – зерновой состав щебня |
То же
|
Инструментальный: термометром (1); трехметровой рейкой (2). Визуальный (3) |
— II — |
|
Устройство поверхностного слоя и его уплотнение |
1 – температура щебня и мастики; 2 – разница в уровне поверхностей; 3 – зерновой состав щебня |
 II
—
II
— азогрев
щебня в бетономешалке и (при
необходимости) обработка его мастикой
азогрев
щебня в бетономешалке и (при
необходимости) обработка его мастикой
 роки,
периодичность контроля
роки,
периодичность контроляПримечания
1 Работы по устройству щебеночно-мастичных деформационных швов следует выполнять в сухую погоду при температуре воздуха не ниже 5ºС.
2 Для устройства швов следует применять: мастику МГБЭ М-85 по СТБ 1092; щебень по СТБ 1311, обработанный мастикой МГБЭ М-85 по СТБ 1092; грунтовочный состав по СТБ 1395. Обработку щебня мастикой производят в процессе нагрева щебня в барабане бетономешалки с использованием пропановой горелки, не допуская перегрева мастики.
Для заполнения полости шва следует применять щебень фракций 10-15 мм или 15-20 мм, для устройства заключительного поверхностного слоя – щебень фракции 2,5- 5 мм.
3 Рабочая температура щебня должна составлять 150ºС -160ºС, мастики – 180ºС -190ºС.
4 Расход щебня при устройстве шва следует принимать равным объему полости шва, а масса мастики в щебеночно-мастичном материале заполнения шва должна составлять 28%– 30% по массе щебня.
Расход грунтовочного и антиадгезионных составов следует принимать в соответствии с рекомендациями завода-изготовителя.
5 Толщина слоев при послойном заполнении полости шва щебеночно-мастичным материалом должна составлять 20-40 мм, заключительного слоя – 10-15 мм.
Перед устройством заключительного слоя должен быть устроен технологический перерыв на 12 часов для охлаждения материала заполнения шва.