2.5 Фанера вогнезахищена водостійка
Фанера, як і більшість целюлозовмісних матеріалів, – горючий легкозаймистий матеріал. Статистика засвідчує постійне зростання випадків займання, коли пожежним навантаженням є фанера. Об’єктами пожеж є пасажирські вагони, електро- та дизельпотяги, житлові будинки тощо.
За пожежними і будівельними нормами та правилами, залежно від функціонального призначення об’єктів, дозволяється застосування конструкцій із фанери з показниками низької горючості, важкозаймисті, що не поширюють полум’я поверхнею, з незначною димоутворювальною здатністю, а за токсичністю продуктів горіння – малонебезпечні.
На ЗАТ “Фанплит” створено виробництво вогнезахищеної фанери потужністю 100 м3 на місяць. Розроблено нормативно-технічну документацію, а саме “Технологічний регламент” і технічні умови ТУ У 20.2-33741429.001:2006 “Деталі фанерних палит вогнезахищені”. Проведено сертифікаційні випробування важкогорючої фанери та одержано сертифікат відповідності, в інституті екогігієни і токсикології ім. Л.І. Медведя МОЗ України проведено випробування цієї продукції і надано “Висновок державної санітарно-епідемологічної експертизи”, який дозволяє використовувати важкогорючу фанеру на об’єктах з масовим перебуванням людей.
Крім
того Головним санітарним лікарем на
залізничному транспорті України надано
Дозвіл на застосування вогнезахищеної
фанери при будівництві та ремонті
пасажирського рухомого складу, дизель-
і електропоїздів.
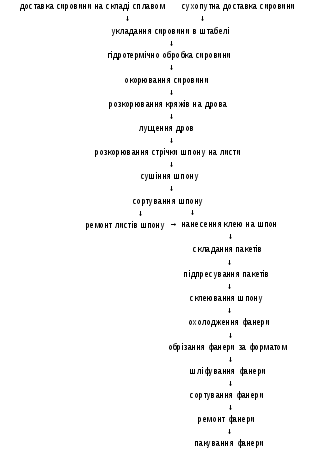
3Опис технологічного процесу
Технічні вимоги до виготовлення фанери встановлені в ГОСТ 3916.1-96 "ФАНЕРА ЗАГАЛЬНОГО ПРИЗНАЧЕННЯ С НАРУЖНИМИ СЛОЯМИ З ШПОНА ЛИСТЯНИХ ПОРІД. Технические условия".
Фанера клеєна виготовляється на імпортному обладнанні з додержанням всіх вимог зарубіжної безвідходної технології.Сировина, що надійшла, проходить вхідний контроль. Для запобігання розтріскування торці чураків зафарбовуються, чураки зберігаються в басейнах з водою.
Фанерне сировина, що надходить на фанерний завод залізничним і автомобільним транспортом, розвантажується консольно-козловим краном ККС - 10 і вкладається в щільні або пачкові (в стопах) штабеля. Фанерна сировина на пильних агрегатах розпилюється на чураки довжиною 1,63 м з припуском від 0,02 до 0,05 м, сортується по породам і діаметрам, зв'язується в пачки і подається на гідротермічну обробку.
Кряжі, що підлягають гідротермічної обробки, за допомогою механізму поштучної видачі перекладаються на ланцюговий конвеєр. Сировина по конвеєру подається до кишень-накопичувачів, де виробляється сортування сировини по породах, діаметрам і формування пакетів. Сформований пакет обв'язують ланцюгами. Завантаження і вивантаження сировини в басейн проводиться консольно-козловим краном ККС - 10. Укладання пакетів проводиться уздовж секцій басейну поздовжніми рядами. Після розвантаження секцій басейну для зменшення втрат тепла і повного занурення фанерної сировини у воду сировину в секціях закривають важкими знімними кришками.
Гідротермічна обробка фанерної сировини проводиться при температурі води в басейні + 60 ° С. Обробка вважається закінченою тоді, коли температура на поверхні олівця буде не менш +20 ° С.
У зимовий час температура води в басейні складає 80 ° С.
Тривалість обробки в зимовий час становить 14 годин (при температурі зовнішнього повітря від - 11 до - 20 ° С, при середньому діаметрі сировини 22 см), в інші пори року тривалість ГТО становить 7 годин.
Після ГТО кряжі за допомогою ланцюгового конвеєра подаються в разкряжевочний цех, де виробляється розкрій їх на чураки. При цьому використовується балансирна пила власного виготовлення. Потім чураки по ланцюговому конвеєру подаються в лущильно відділення фанерного заводу.
Лущення
виробляється на лущильних верстатах
фінської фірми "Raute" 3 VKKT.
Стрічка
шпону по конвеєру-петлеукладчіку
переміщається до роторних ножиць, де
проводиться рубка стрічки на форматні
листи.
Кора,
шпон-рваніна і олівець за допомогою
стрічкового конвеєра, розташованого
нижче рівня підлоги під верстатом,
видаляються з відділення.
Кусковий
шпон шириною не менше 150 мм прирубается
на гільйотинних ножицях НГ - 18.
Стопи шпону електронавантажувачів подаються в сушильне відділення. Сушіння шпону проводиться в роликових камерах СРГ-25 при температурі 280-300 0С окремо по породах і товщинам шпону до вологості 8%.. Після сушіння шпон подається на сортування для шпону ЛСШ. Сортується шпон на п'ять сортів: E, I, II, III, IV і несортової.
Після сортування шпона, підлягає лагодженню, електронавантажувачів подається до шпонопочіночним верстатів ПШ - 2, де відбувається видалення дефектів. Шпон, що підлягає ребросклеіванію, підвозиться до лінії "Kuper", де виробляється прірубка крайок, поперечне ребросклеювання клейовою ниткою в безперервну стрічку і рубка стрічки на форматні листи.
Пачки
шпону електронавантажувачів подаються
в клеильно відділення до Клеєнаносні
верстати.
Пакети, зібрані на підйомному столі, за
допомогою роликових конвеєрів подаються
до завантажувальної етажерці преса
П-714Б прес працює в автоматичному режимі.
Склеєна фанера, вивантажується з преса,
підлягає охолодженню. Охолоджена фанера
навантажувачем подається на ділянку
обрізки, де обрізається за форматом на
круглопилкових
верстатах FS -1.
Далі
фанера надходить на ділянку сортування.
Фанера,
вимагає ремонту, подається на ділянку
лагодження фанери.
Фанера, що підлягає шліфуванню, шліфується з двох сторін і разом з рештою фанерою подається на ділянку упаковки, маркування. Упакована в пачки фанера вивозиться навантажувачем на склад.