

Соединительные шпиндели
Соединительные шпиндели служат для передачи вращения валкам от шестеренной клети.
Кроме того, они могут передавать вращение от валков одной клети к валкам другой при линейном расположении клетей.
На современных прокатных станах применяют универсальные шпиндели, устроенные по принципу шарнира Гука, и позволяют передавать вращения валкам при значительном отклонении осей шестеренных и прокатных валков, получающемся при подъеме верхнего валка (рис. 25).
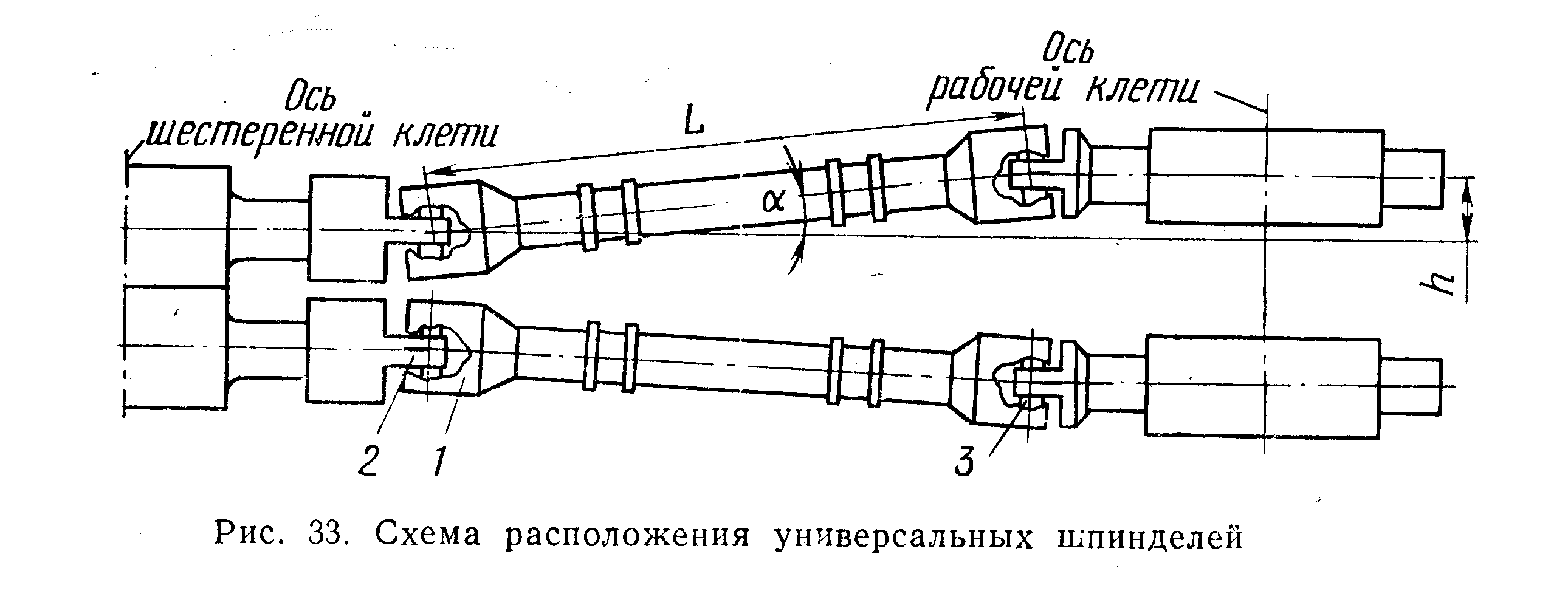
Рис. 25 Схема расположения универсальных шпинделей
Универсальные шпиндели работают плавно, без ударов.
Шарнир шпинделя состоит из головки шпинделя 1, лопасти 2 на конце рабочего или шестеренного валка, бронзовых вкладышей 3 и сухаря, соединяющего их. Один из шарниров шпинделя закреплен на конце ведущего вала шестеренной клети, а другой – со стороны валка и может перемещаться в осевом направлении при перемещении верхнего валка вниз или вверх.
Длина шпинделя L определяется из допустимого угла наклона и необходимого максимального расстояния между осью валка и осью ведущего вала L =h/tg.
3.2. Классификация прокатных станов
Прокатные станы классифицируются по следующим признакам: по количеству и расположению валков в рабочих клетях; по расположению рабочих клетей; по назначению.
Количество и расположение валков в рабочих клетях
По этому признаку различают клети (рис. 26):
двухвалковые (дуо);
трехвалковые (трио);
четырехвалковые (кварто);
многовалковые (шестивалковые, 12-валковые, 20-валковые и др.);
универсальные;
специальной конструкции.
|
|
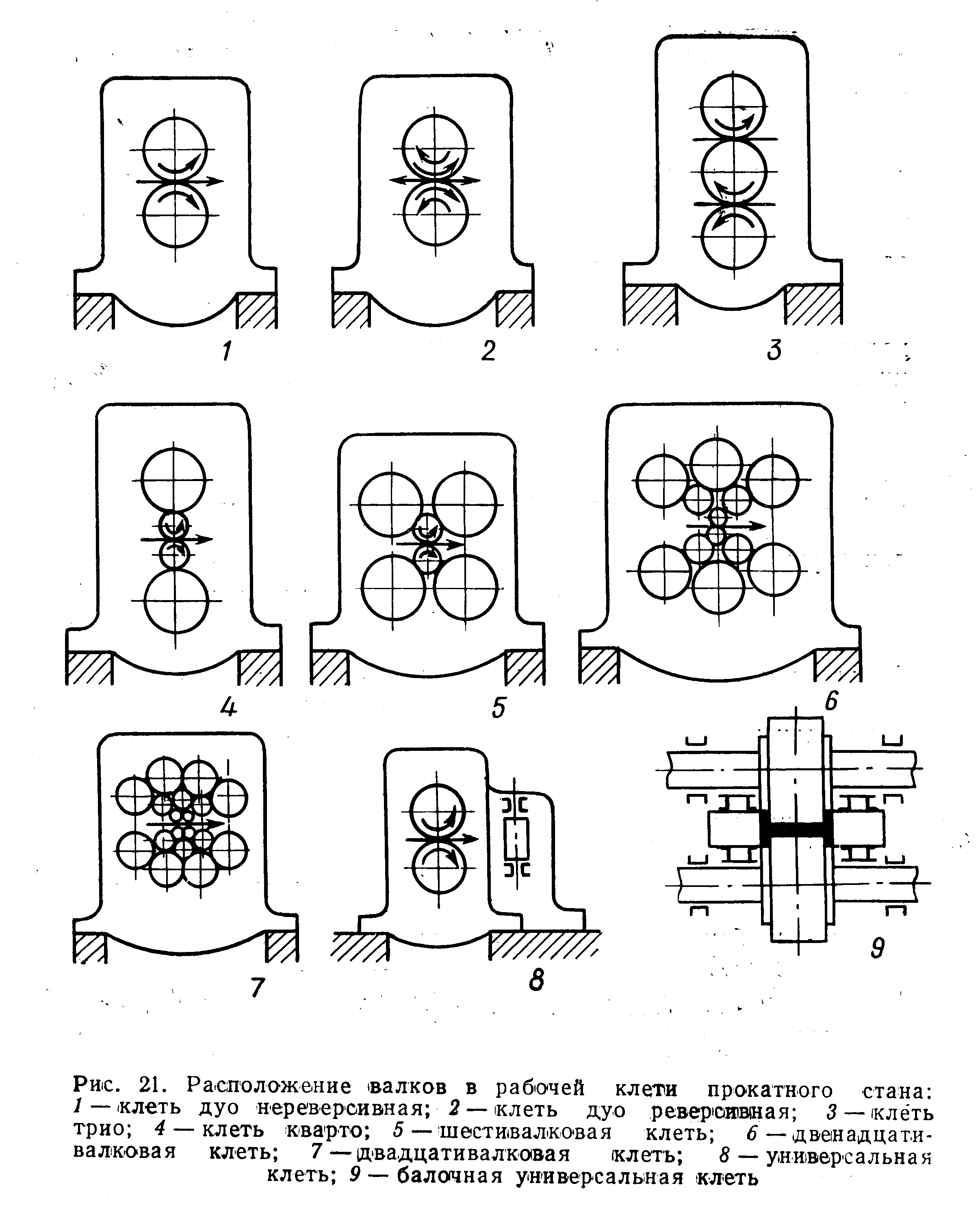
Рис. 26. Расположение валков в рабочей клети прокатного стана:
1– клеть дуо нереверсивная; 2– клеть дуо реверсивная; 3– клеть трио; 4– клеть кварто; 5– шестивалковая клеть; 6– двенадцативалковая клеть; 7– двадцативалковая клетъ; 8– универсальная клеть; 9– балочная универсальная клеть |
Двух-, четырех- и многовалковые клети бывают как реверсивными (с переменным направлением вращения валков), так и нереверсивными (с постоянным направлением вращения валков). В клетях кварто и многовалковых прокатка ведется только между двумя рабочими валками, все остальные валки являются опорными, предназначенными для уменьшения прогиба рабочих валков и восприятия давления при прокатке.
Наибольшее распространение получили двухвалковые клети (дуо). Реверсивные клети применяют для прокатки крупных профилей (блюмы, слябы, балки, рельсы и др.), толстых листов. Нереверсивные клети применяют на непрерывных станах для прокатки заготовок, сортовых профилей, труб.
В трехвалковых клетях (трио) прокатывают сортовые профили. В них можно вести прокатку в двух направлениях, не изменяя направления вращения валков.
Четырехвалковые клети (кварто) широко применяют для горячей прокатки толстых и тонких листов.
Многовалковые клети применяют для холодной прокатки тонких полос и ленты в рулонах. Эти клети оборудуют моталками и разматывателями.
Универсальные клети имеют горизонтальные и вертикальные валки, которые обеспечивают обжатие металла с четырех сторон: по толщине – горизонтальными и по ширине – вертикальными валками. Применяют универсальные клети для прокатки слябов, толстых листов, широкополосных балок высотой 600-1000 ммс параллельными полками.
Клети специальной конструкции используются для прокатки колес, бандажей, колец, шаров, бесшовных труб, профилей переменного сечения, шестерен и др.