

7. Отделочное производство: шлифование, полирование и т.Д.
Шлифование - процесс обработки заготовок абразивными материалами, применяемые для обработки материалов в виде наждачных кругов, бумаги, ткани с нанесенным слоем абразива. . В промышленности применяют в основном искусственные абразивные материалы: электрокорунды, карбиды кремния, карбиды бора, окись хрома, синтетические алмазы, эльбор, гексагокит и др.
Применяют для чистовой и отделочной обработки с высокой(до 0,002 мм) точностью. Для заготовок из закаленных сталей шлифование является одним из наиболее распространенных методов формообразования. С развитием малоотходной технологии доля обработки металлическим инструментом будет уменьшаться, а абразивным - увеличиваться.
Шлифовальные станки различают: круглошлифовальные для шлифования цилиндрических поверхностей, плоскошлифовальные для плоских поверхностей. Обработка производится вращающимся шлифовальным кругом. Круглошлифовальные станки делятся на центровые(заготовка закрепляется между центрами) и бесцентровые(заготовка помещена на клин, вращающийся ведущим и обтачивающийся рабочим кругом). Кроме того, бывают внутришлифовальные станки, на которых обрабатываются внутренние поверхности цилиндра.
Основные схемы шлифования.
Формы деталей современных машин представляют собой сочетание наружных и внутренних плоских, круговых цилиндрических и круговых конических поверхностей. Другие поверхности встречаются реже. В соответствии с формами деталей машин наиболее распространены схемы шлифования, приведенные на рис. 20.
Для всех технологических способов шлифовальной обработки главным движением резания vк (м/с) является вращение круга. При плоском шлифовании возвратно-поступательное перемещение заготовки является продольной подачей sпр (м/мин) *(рис а). Для обработки поверхности на всю ширину b заготовка или круг должны перемещаться с поперечной подачей sп (мм/дв. ход) Это движение происходит прерывисто (периодически) при крайних положениях заготовки в конце продольного хода. Периодически происходит и подача sВ на глубину резания.
Это перемещение осуществляется также в крайних положениях заготовки, но в конце поперечного хода.
При круглом шлифовании (рис.3 б) продольная подача происходит за счет возвратно-поступательного перемещения заготовки. Подача Sпр (мм/об. заг) соответствует осевому перемещению заготовки за один ее оборот. Вращение заготовки является круговой подачей
Sкр (м/мин).
Подача Sп (мм/дв. ход или мм/ход) на глубину резания для приведенной схемы обработки происходит при крайних положениях заготовки. Движения, осуществляемые при внутреннем шлифовании, показаны на рис,3 в.
В автоматизированных шлифовальных станках цикл работы станка включает периодический вывод круга из зоны шлифования, его автоматическую правку и перемещение круга к изделию на величину снятого при правке слоя абразива. Предусматривают также автоматическую установку заготовок в зажимные устройства и удаление готовых деталей. Основным недостатком обработки на шлифовальных станках является наличие больших остаточных напряжений в заготовке.
Полировочные работы - окончательная обработка поверхности достигается полированием ее быстро вращающимся эластичным кругом, покрытым войлоком, тканью с нанесением полировочной посты - абразивного порошка, смешанным с воском, салом и др. Наибольшее распространение получила поста ГОИ. Кроме рассмотренных станков применяют другие виды станков для абразивной обработки.( например, для нарезания резьбы специальным кругом), но их применение носит отраслевой характер.
Кроме того, в основном для обработки отверстий применяют хонингование, для наружной обработки поверхностей применяют суперфиниширование, притирка производится абразивными пастами или порошками, смешанными со смазкой и нанесенными на поверхность притира.
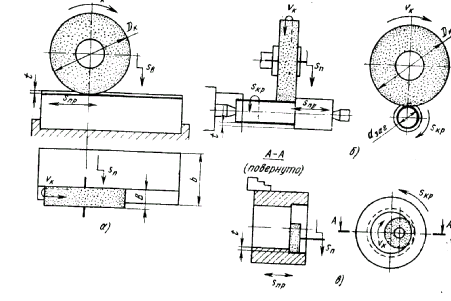
Риcунок 3. Основные схемы шлифования.