

3.2.6 Оформлення карт ескізів (ке)
3.2.6.1 Загальні вимоги. КЕ – технологічний документ, який містить графічну інформацію та таблиці к текстовим документам, що необхідні для виконання технологічного процесу [10].
Зображати виріб на КЕ необхідно в робочому положенні на операції. Кількість видів, розрізів, перетинів і виносних елементів на карті повинна забезпечити наочність і ясність зображення, представлення оброблюваних, базових і затискних поверхонь. На карті ескізів слід вказати всі дані, необхідні для виконання технологічної операції:
• поверхні, які оброблюються на даній операції на ескізах слід обводити лінією завтовшки 2s за ГОСТ 2.303–68;
• зображення повинно містити операційні розміри з граничними відхилами і шорсткість оброблюваних поверхонь;
• розміри з граничними відхилами, що пов'язують оброблювані поверхні з базовими;
• умовні позначення опор, затисків і встановлювальних елементів за ГОСТ 3.1107–81 [12];
• при необхідності технічні вимоги, таблиці і графіки, що пояснюють зображення (їх слід розташовувати на вільній частині праворуч від зображення);
• розміри, необхідні для визначення розрахункової довжини оброблення і розміри деталі під встановлювально-затискні елементи пристрою (ці розміри повинні бути приведені як довідкові і позначені знаком "*", а в технічних вимогах КЕ записано "*Размеры для справок").
Всі конструктивні елементи (розміри) оброблюваних поверхонь нумерують арабськими цифрами, які проставляють в окружності діаметром 6-8 мм і з’єднують з виносною (або розмірної) лінією. Допускається вживання римських цифр тільки при позначенні позицій і осей. Нумерацію проводити у напрямку годинникової стрілки. Для кожної операції відлік ведеться спочатку (тобто з цифри 1). Повторення розмірів на різних проекціях (або видах) не допускається.
При обробленні заготованки з переустановленням необхідно приводити число ескізів за кількістю встановлень на операції. При цьому ескізи підписуються "Установ А, Установ Б і т.д."
При розробці ескізу операції допускається застосовувати спрощене зображення виробу без зазначення його окремих конструктивних елементів, які не є істотними або базовими при виконанні даної операції і не спотворюють основну конфігурацію виробу (наприклад: нарізь, пази, фаски, канавки, кріпильні отвори і т.д.).
3.2.6.2 Оформлення КЕ при обробленні на верстатах з ЧПК. До карти ескізів на операції з ЧПК крім вищезгаданих загальних, ставляться додаткові вимоги:
• на зображенні деталі вказується умовним позначенням "ноль детали" і координатні вісі;
• на вільному полі КЕ приводяться ескізи ріжучих інструментів з траєкторіями переміщень і зазначенням координат вихідної точки (площини); поряд з інструментом указується його номер в інструментальній наладці (Т1, Т2 і т.д.).
При обробленні заготованки з використанням поворотного столу кожна нова позиція столу супроводжується ескізом з підписом "Позиция стола …° ".
3.2.6.3 Оформлення КЕ при багатоінструментальному обробленні. На ескізі багатоінструментального оброблення повинні бути спрощено зображені ріжучі інструменти в кінцевому для оброблення положенні, а інструменти для оброблення отворів (свердла, зенкера, мітчики і т.п.) – в початковому положенні. Початкове і кінцеве положення повинне бути вибрано з урахуванням врізання і перебігу. Зображення наладок і встановлювань з інструментом слід проводити спрощено в плані. Невидимий контур інструменту, який закривається іншими засобами технологічного оснащення (або їх частинами), зазначати не слід, при цьому деталь (виріб) для технологічного оснащення вважається прозорою. Приводиться циклограма робочих і прискорених переміщень супортів з зазначенням довжин ходів.
3.2.6.4 Оформлення КЕ при обробленні на багатопозиційних верстатах. При обробленні на багатопозиційних або агрегатних верстатах на полі ескізу першої операції слід зображати схему розташування позицій верстата і характер індексації, тобто переходу однієї позиції в іншу. Опори і затиски позначати на завантажувальній позиції.
3.2.7 Оформлення операційних карт (ОК). ОК – документ, призначений для опису технологічної операції з зазначенням послідовності виконання переходів, даних про засоби технологічного оснащення, режими оброблення і трудові витрати [13] . ОК розміщується після карти ескізів на відповідну операцію.
В навчальному проекті заповнюються наступні графи ОК (окрім вказаних вже вище).
«Оборудование, устройство ЧПУ» – модель устаткування (для верстатів з ЧПК додатково вказувати тип пристрою ЧПК);
«СОЖ» – приводиться інформація про вживану на операції мастильно-охолоджувальну рідину;
«То», «Тв», «Тп. з», «Тшт» – норми основного, допоміжного, підготовчо-заключного і штучного часу на операцію.
Запис інформації в документі виконують по рядках з прив'язкою до відповідного службового символу. В ОК обов'язковим є заповнення рядків із службовими символами О, Т, Р.
У першому рядку ОК в графі «Код, наименование операции» приводиться інформація загального характеру (вимоги з безпеки праці).
При заповненні інформації в рядках, що мають службовий символ "О", запис слід виконувати в технологічній послідовності виконання переходів. Переходи слід нумерувати числами натурального ряду (1,2,3 і т.д.). Зміст переходу вказується по всій довжині рядка. При необхідності можна переносити інформацію на наступні рядки.
Якщо виконання операції відбувається з перевстановленням заготованки, то необхідно розділяти записи переходів рядком із словом "Установ" (нумерація переходів залишається наскрізною). Установи слід позначати прописними буквами (А, Б, В і т.д.).
При записі переходів багатопозиційного оброблення запис переходів ведеться в технологічній послідовності виконання переходів починаючи із завантажувальної позиції. Група переходів, що виконується на одній позиції розділяється рядком зі словом "Позиция" з вказівкою номера позиції римською цифрою (I-я, II-я, ІІІ-я і т.д.).
З метою скорочення номенклатури форм, які використовуються в навчальному процесі, допускається для опису багатоінструментальної і багатошпіндельного оброблення застосовувати форми 3 та 2а ОК за ГОСТ 3.1404-86. При цьому перед описом змісту переходу необхідно вказувати робочий орган (поздовжній супорт, поперечний супорт, агрегатну головку й ін.), з якого здійснюється оброблення. Розрахунок необхідних даних для оформлення ОК і КЕ приводиться в розрахунково-пояснювальної записці.
Інформацію про допоміжний (Тв) і основний (То) час на перехід слід розміщувати на рівні рядка, де закінчується опис змісту переходу відповідно в графах «n» і «V».
Відповідно до ГОСТ 3.1702-79 [14] в зміст технологічного переходу має бути включено
ключове слово, яке характеризує метод оброблення, виражене дієсловом в невизначеній формі (наприклад, точить, сверлить, фрезеровать і т. п.);
кількість одночасно або послідовно оброблюваних поверхонь (наприклад, "Точить две канавки …");
вид оброблюваної поверхні або конструктивних елементів (наприклад, отверстие, галтель, торец, канавка і т. п.);
умовне позначення розмірів (1, 2, 3 ... ) або конструктивних елементів;
додаткова інформація про характер оброблення (наприклад, предварительно, окончательно, одновременно, по копиру, по программе і т. п.).
Наприклад: "Сверлить два отверстия 5 последовательно"
Допускається:
при описі остаточного оброблення виробу з отриманням відповідних розмірів згідно документам термін "окончательно" не вказувати;
в записі переходу умовне позначення розмірів не обводити окружністю;
для циліндричної поверхні застосовувати знак ;
не вказувати умовні позначення довжини, ширини, фасок.
При записі остаточних розмірів, зазначених на ескізі, в тексті слід зазначати тільки позначення оброблюваних поверхонь або номера цих розмірів.
Оброблюваний розмір з граничними відхилами зазначається в записі технологічного переходу в тому випадку, якщо цей перехід не є остаточним для оброблення даної поверхні в межах операції і ця інформація не може бути наведена на карті ескізів. Наприклад,
"Точить поверхность 1, выдерживая размеры d=40–0,34 и l=100±0,6"
При записі змісту переходу допускається повна або скорочена форма. Скорочений запис слід виконувати за умови посилання на умовне позначення конструктивного елементу на ескізі до даного переходу. При цьому умовні позначення розмірів на ескізі не вказують. Наприклад, для деталі, зображеної на рисунку 3.3 а) повний запис: "Точить канавку, выдерживая размеры 1-4"; б) скорочений запис: "Точить канавку 1".
Приклади повного і скороченого запису змісту переходів оброблення різанням наведені в додатку В
Запис допоміжних переходів слід виконувати за тими ж правилами, що і для технологічних, з використанням таких ключових слів: установить, установить и закрепить, переустановить й ін. Як додаткову інформацію допоміжного переходу використовувати терміни заготовка, стол, инструмент. Наприклад: "Переустановить и закрепить заготовку", "Повернуть заготовку на 120° ", "Повернуть стол станка на 60° " і т.п.
|
| |
|
а) |
б) |
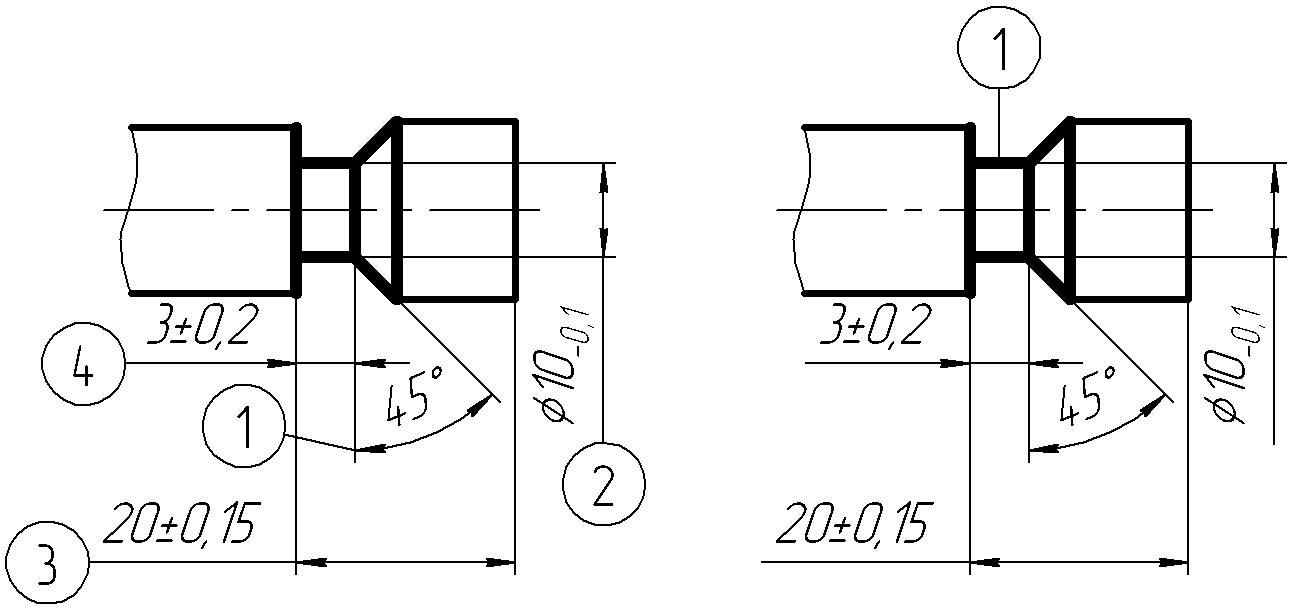
Рисунок 3.3 – Два варіанти оформлення операційного ескізу
При зазначенні даних технологічного оснащення (рядки із службовим символом Т) інформацію слід записувати в наступній послідовності:
1) пристрій (умовне позначення – ПР);
2) допоміжний інструмент (умовне позначення – ВИ);
3) ріжучий інструмент (умовне позначення – РИ);
4) слюсарно-монтажний інструмент (умовне позначення – СМ);
5) засоби вимірювання (умовне позначення – СИ).
Запис інформації слід виконувати по всій довжині рядка з можливістю, при необхідності, перенесення інформації на подальші рядки. Розділення інформації за кожним засобом технологічного оснащення виконувати через знак ";".
Допускається позначення кожної складової частини технологічного оснащення приводити з нового рядка. Кількість одночасно вживаних одиниць технологічного оснащення слід указувати після позначення оснащення в дужках, наприклад, сверло 20(2). Позначення оснащення, що використовується, слід записувати стисло, з вказівкою виду, основних розмірів, матеріалу ріжучої частини, кількості зубів, при цьому відзначити, чи є воно стандартним або спеціальним.
Наприклад:
ПР: приспособление фрезерное специальное;
РИ: резец контур. φ=93˚, 20×20, PDINR2020K15, Т5К10;ТУ 2-035-892-82
РИ: фреза дисковая 80, z= 12, Р6М5, спец.;
СИ: штангенциркуль ШЦ II -250-0,05 ДСТУ ГОСТ 166:2009
При операційному описі дані, що вносяться по переходах в графу "інструмент", допускається записувати з урахуванням наступних скорочень:
- при послідовному вживанні інструменту (ріжучого або допоміжного) одного типорозміру в переходах, що виконуються один за одним, інформацію про інструмент вказують в тому переході, де він вперше застосовується; в наступних переходах в даній графі записують "то же";
- при вживанні інструменту одного типорозміру в різних переходах однієї операції при повторенні запису слід дати посилання на номер переходу, де вперше застосовано даний інструмент, наприклад "см. переход 2".
Після запису складу застосованого технологічного оснащення наводять дані про технологічні режими оброблення (рядок із службовим символом Р). Вказівки про розмірність величин в картах слід виконувати в заголовках відповідних граф. Допускається зазначати розмірність величин параметрів технологічних режимів після їх числових значень.
Заповненню підлягають наступні графи:
«ПИ» – номер позиції інструменту інструментальної наладки (графу заповнюють для операцій з ЧПК);
«D или B» – розрахунковий розмір оброблюваного діаметру або ширини деталі;
«L» – розрахунковий розмір довжини робочого ходу (з урахуванням врізання-перебігу);
«t» – глибина різання;
«i» – кількість проходів;
«s» – подача.
Подачу приводять у залежності від типу верстата. Для токарних робіт указують подачу різця в міліметрах на один оберт шпинделя (s, мм/об), для стругальних робіт — в міліметрах на один подвійний хід столу (s, мм/подв.хід).
Для фрезерних робіт — подачу виробу в хвилину (sм, мм/хв), а також додатково при чорновому фрезеруванні подачу на один зуб фрези (sz, мм/зуб), а при чистовому — на оберт фрези (s, мм/об). При фрезеруванні шпонкових пазів маятниковою подачею двоперими шпонковими фрезами вказують у чисельнику вертикальну подачу в міліметрах на подвійний хід фрези (s, мм/подв.хід), в знаменнику — поздовжню подачу в міліметрах у хвилину (sм, мм/хв).
Для зубодовбальних верстатів у чисельнику дають радіальну подачу на один подвійний хід довбача (подача врізання sр, мм/подв.хід), у знаменнику — кругову подачу на подвійний хід довбача (подача обкатування sкр, мм/подв.хід).
Для зубофрезерних (шліцефрезерних) верстатів, що працюють черв'ячними фрезами, при нарізуванні циліндричних коліс із прямими і спіральними зубами, вказують подачу фрези в міліметрах на один оберт столу (s, мм/об). При нарізуванні черв'ячних коліс методом радіальної подачі вказують радіальну подачу столу на один його оберт (sр, мм/об), а при нарізуванні методом тангенціальної подачі — осьову подачу фрези в міліметрах на один оберт столу (sо, мм/об).
При круглому шліфуванні методом поздовжньої подачі і внутрішньому шліфуванні отворів подачу показують дробом: у чисельнику — поздовжня подача столу або круга в міліметрах на один оберт деталі, у знаменнику — поперечна подача в міліметрах на один подвійний хід столу (s, мм/об / s, мм/подв.хід). При шліфуванні методом врізання вказують тільки поперечну подачу в міліметрах на один оберт деталі (s, мм/об). При плоскому шліфуванні торцем круга для верстатів із круглим і прямокутним столом указують вертикальну подачу круга в міліметрах на один оберт або подвійний хід столу (sв, мм/об або sв, мм/подв.хід).
«n» – кількість обертів шпинделя за хвилину.
При струганні, довбанні — число подвійних ходів за хвилину. При круглому шліфуванні — частоту обертання деталі за хвилину. При плоскому шліфуванні — число подвійних ходів столу за хвилину або частоту обертання столу за хвилину.
«V» – швидкість різання.
При шліфуванні вказують швидкість обертання деталі або швидкість руху столу.
Якщо при виконанні операції беруть участь інші виконавці, які, наприклад, здійснюють технічний контроль, то в тексті змісту операції слід вказати: "Контроль ОТК". "Проверить выполнения перехода 3" і т.п. Відсоток операційного контролю (коефіцієнт періодичності) можна призначати використовуючи рекомендації [15].